Studiu de fiabilitate asupra sistemelor electronice
Cateva notiuni de baza
0.2.1. Fiabilitatea este o masura care se
refera la capacitatea unei anumite unitati considerate (sistem,
subsistem, aparat, componenta) de a functiona corect. Ea se
noteaza cu R ("Reliability") si se exprima prin probabilitatea
ca functia ceruta sa fie indeplinita in timpul unei anumite
perioade de timp T - fara ca unitatea respectiva sa se
defecteze.
Dupa cum rezulta din definitie,
fiabilitatea ne da probabilitatea ca in timpul perioadei T sa nu se
produca nici o defectare care sa influenteze indeplinirea
functiei cerute - la nivelul unitatii considerate. Aceasta
insa nu inseamna ca partile redundante n-au voie
sa se defecteze. Dimpotriva, ele pot sa se defecteze si -
fara intreruperi la nivelul unitatii considerate, dar cu
ajutorul mentenantei - pot sa fie mentinute in functiune.
De fiecare data cand se da o indicatie
numerica a fiabilitatii - de exemplu R = 0,98 - trebuie definite
simultan atat misiunea incredintata, cat si durata misiunii T.
De asemenea, va trebui sa se indice daca unitatea respectiva -
la inceputul misiunii considerate - este noua, nefolosita, sau
daca a fost reparata, caci definitiile, la care ne vom
referi mai tarziu, nu fac nici o distinctie intre nou si folosit. La
caderea in pana, cele mai multe sisteme electronice sunt reparate
si ele continua - dupa aceea - sa functioneze. A
repara inseamna a inlocui componentele defecte, cazute in pana.
Cu toate acestea, sistemul nu este "ca nou", caci componentele care nu
s-au defectat, n-au fost inlocuite. Si nici nu putem spune ca e "la
fel de rau ca si cel vechi". Aceasta distinctie intre "ca
nou" si "ca si cel vechi" este importanta, caci
functia ratei de defectare a componentelor NU este - in general
-constanta
in timp!
Daca ratele de defectare ale uneia sau mai
multor componente ale sistemului nu sunt constante. "Intensitatea" defectelor
sistemului poate deveni constanta, poate sa descreasca sau
sa inregistreze bruste valori importante ("peaks"), aceasta depinzand
de functia ratei de defectare a componentelor. Altfel spus, presupunerea -
facuta in mod traditional - a unei rate de defectare constante
este gresita in cele mai multe cazuri.
Cum este de asteptat o "intensitate"
variabila a ratei de defectare si deoarece sistemele sunt reparate
- in timp -, metodele traditionale de
analiza (Weibull, de exemplu), nu sunt indicate. Mai mult, numarul de
defecte raportat la populatia de componente "cu riscuri" este foarte
redus. Aceasta explica de ce analiza traditionala intampina
anumite dificultati si pentru pe este nevoie sa
dezvoltam metode bazate pe conceptul de procese stocastice, transformand
astfel statisticile complicate in metode practice ingineresti. Deosebit de
indicat in acest scop este procesul de
reinnoire:
Si
cum sistemele electronice "sufera" adesea de boala defectelor timpurii, o
aproximare practica bazata pe distributia bimodala
exponentiala este adesea metoda cea mai indicata pentru a aborda
problema.
In aplicatiile practice ne intereseaza
adesea evolutia in timp a fiabilitatii F, cand durata misiunii T
este variabila, cu alte cuvinte functia de fiabilitate F(t).
In mod normal, trebuie sa distingem intre
fiabilitatea estimata (care
se determina experimental, pe baza incercarilor si a carei
valoare asculta de legi statistice; in general, ea se aplica mai cu
seama componentelor electronice) si fiabilitatea prezisa (a carei valoare se
determina numeric, tinand seama de structura unitatii
considerate si de fiabilitatea elementelor ei).
0.2.5. Vorbim de o defectare in cazul in care
unitatea considerata inceteaza sa-ti indeplineasca
misiunea incredintata. Cum defectarea poale fi provocata si
de fenomene tranzitorii, de exemplu in momentul punerii sub tensiunea respectivului
dispozitiv electronic, este evident ca - in anumite cazuri - durata de
functionare poate fi foarte scurta. Ori de cate ori avem de a face cu o
defectare, vom presupune ca - la inceputul solicitarilor - unitatea
considerata era in perfecta stare de functionare. La analizarea
defectarilor va trebui sa se tina seama de:
a) Cauza defectarii (o categoric o
reprezinta defectarile legate de utilizare; o alta categorie
este reprezentata de defectarile de uzura, fara
insa sa uitam sa facem distinctie intre defectele inerente,
defectele primare si defectele secundare - o consecinta a celor primare).
b) Tipul de defectare (in cazul componentelor
electronice: defectare instantanee, scurtcircuit,
intrerupere, defectare de functionare,
deriva, defectare intermitenta: pentru componente mecanice: curgere,
fragilitate casanta, coroziune.)
c) Influenta defectarii asupra
unitatii considerate ori asupra unitatii de ordin superior
(nici o influenta, defectare partiala, defectare
totala). In cazurile supracritice, siguranta in functionare nu
mai este asigurata, iar influenta asupra functiei cerute poale
fi extrem de diferita, de la neglijabila pana la foarte mare.
d) Mecanismul de defectare (reactia chimica
si/sau fizica care conduce la defectare).
De
retinut ca defectarea nu este singura cauza a intreruperii
neprevazute a functionarii (daca facem abstractie de
intretinere) si ca notiunea de deranjament (in engleza:
fault) este, de asemenea, utilizata.
0.2.6. Rata de defectare joaca un important rol
in analizele de fiabilitate. Pentru a intelege mai bine importanta
ratei de defectare in analizele de fiabilitate, sa luam
urmatorul exemplu:
Fie N unitati independente, identice din
punct de vedere statistic, care au fost puse in functie - in aceleasi
conditii - la timpul t = 0. La timpul t, n(t) unitati nu se
defectasera. Dupa cum se poate vedea din figura 0.2.0.1, n(t) este o
functie continua, descrescatoare in trepte, care tinde de la
valoarea N catre zero. t1,t2, . tN sunt timpii de defectare observati
ale celor N unitati considerate. In conformitate cu cele de mai sus,
ele sunt realizari independente ale uneia si aceleiasi
marimi aleatoare τ (τ este timpul de lucru fara
defectare al unitatii considerate si este indeobste
considerat ca o marime aleatoare, pozitiva, continua).
Expresia
MTTF = (t, + t2 + tN) / N (0.1)
este valoarea medie empirica a lui ( literele
grase MTTF semnifica - aici si in paginile urmatoare - valoarea estimata). Cand N tinde
catre infinit, MTTF tinde catre (adevarata) valoare medie a
timpilor fara defectare MTTF = E[
Functia R(t) = n(t) / N (0.2)
este functia
empirica de fiabilitate. Cand N tinde catre infinit, R(t)
tinde catre (adevarata) functie de fiabilitate R(t).
Marimea λ(t) = [n(t)- n(t + δt)] /
n(t) δ1 (0.3)
se defineste ca rata empirica de defectare. Produsul (t) t reprezinta raportul dintre numarul de
defectari in intervalul (t, t + t) si numarul de unitati
considerate, care nu se defectasera inca la timpul t. Cu ajutorul
ecuatiei (0.1), din ecuatia (0.3) rezulta
λ(t)
= [R(t) - R(t + δt)] / δt R(t). (0.4)
Pentru N ∞ si t (t) tinde catre rata de defectare
λ(t)
= [-dR(t) / dt ] / R(t). (0.5)
Aceasta
ecuatie ne arata ca rata de defectare λ(t) determina
in intregime functia de fiabilitate R(t).
Daca facem R(0) = 1 in ecuatia (0.5),
rezulta
 (0.6)
(0.6)
In forte multe cazuri practice, experientele
arata ca - pentru t ≥ 0
- rata de defectare este relativ constanta. In asemenea cazuri
Λt)
= λ , (0.7)
iar
din ecuatia (0.6) rezulta
R(t)
= exp(-λt). (0.8)
Valoarea
medie a timpilor fara defectare este data de MTTF (Mean Time To
Failure). In cazul in care rata de
defectare este constanta
MTTF =  (0.9)
(0.9)
In mod obisnuit, in acest caz se scrie MTBF = 1
/ iar MTTF al unitatii considerate se
calculeaza din functia de fiabilitate R(t) via
MTTF = dt.
dt.
Ce se intampla cu unitatea considerata
dupa defectare, nu este relevant pentru MTTF. Daca unitatea
considerata este reparabila, se presupune implicit ca unitatea
respectiva - dupa reparatie - este noua; valoarea medie a
urmatorului timp fara defectare (dupa reparatie) este
egala cu valoarea lui MTTF de dinainte de reparatie. Valoarea
MTTF (estimata) este
MTTF = (t1 + t2 + tn) / n, (0.1a)
unde t1, t2, tn
sunt observatii independente ale timpilor fara defectare ale
unitatilor respective, identice din punct de vedere statistic.
Aceasta ecuatie este o relatie
fundamentala, cu valabilitate generala (componente izolate,
subsisteme, sisteme, aparate, instalatii complete), caci ea
ramane aceeasi, chiar atunci cand R(t) este functia de
fiabilitate a oricarei unitati considerate a unui sistem
oarecare. In plus, relatia poate fi folosita si pentru unitati
sau sisteme reparabile. Altfel spus, dupa o defectare, sistemul poate fi
considerat ca nou - caci dupa defectare - urmeaza din nou un
timp fara defectare care are aceeasi functie de distributie
si, deci, aceeasi speranta matematica.
0.2.8. Tipuri de repartitii (distributii)
utilizate frecvent in testele de calitate si analizele fiabilitate
Sub numele de repartitii
sau distributii se
inteleg legile care determina probabilitatea de aparitie a unei
marimi aleatoare dupa anumite reguli. in functie de natura
marimilor aleatoare, distingem repartitii discrete si repartitii continue.
Distributii discrete:
■
distributia binomiala,
■
distributia hipergeometrica,
■ distributia Poisson,
Alte distributii:
-
distributia exponentiala / distributia Weibull,
-
distributia x2, -
-
distributia (log) normala,
-
distributia Student.
Pentru
aprecierea unei distributii statistice se folosesc cativa parametri
statistici - cum ar fi varianta si valoarea medie (sperata). In cele ce urmeaza vom prezenta cateva din cele
mai importante distributii utilizate in testele de calitate si
analizele de fiabilitate.
0.2.8.1. Distributia exponentiala
O
marime aleatoare pozitiva, continua τ are o
distributie exponentiala, daca putem scrie pentru ea F(t) =
1 - exp (- λt), t ≥ 0, λ > 0. (0.10)
Densitatea ei este data de f(t) = λ exp (-
λt), t ≥ 0, λ > 0, (0.11)
iar rata de defectare este λ(t) = λ. (0.12)
Valoarea
medie este E[τ] = 1/λ, (0.13)
iar
varianta var[τ] = l/λ2 (0.14)
In cazul unei distributii exponentiale rata
de defectare nu depinde de intervalul de timp t, caci se presupune ca ea este
constanta si egala cu t. Altfel
spus
pr = exp
(-λt). (0.15)
Aceasta este cea mai importanta proprietate a
ei, si ea nu se intalneste la nici o alta repartitie.
Presupunerea usureaza mult calculele, caci asta inseamna
ca distributia este lipsita de memorie (comportarea ei
ulterioara - in raport cu momentul actual - nu depinde de durata de
functionare). In plus, si rata de defectare - la nivelul sistemului
fara redundanta - va fi constanta.
RS(t) = exp(-λ1t) + + exp(- λnt) =
exp(-λst) unde λS = λ1+ +λn. (0.16)
Exemplul 0.2.8.1
Timpul fara defectare al unei
placi echipate este exponential distribuit cu = 10-5/h.
Care este probabilitatea ca a) > 2000 h; b) >20.000 h; c) > 100.000 h; d) sa fie
cuprins intre 20.000 h si 100.000 h ?
Rezolvare
Din (0.2.1) si din
relatiile
R(t) = pr = l - F(t) (0.17)
Pr = F(b) - F(a) (0.18)
rezulta
a) pr = exp (-0,02)
h) pr = exp (-0,2)
c) pr= exp
(-1)
d) pr= exp (-0,2) - exp (-1) 0,451.
0.2.8.2.
Distributia Weibull
poate
fi privita ca fiind o generalizare a repartitiei exponentiale.
Pentru ea putem scrie
F(t) = l - exp -(λt)β, t ≥ 0, λ,
β > 0 (0.19)
iar densitatea ei este
f(t) = λβ(λt)β-1 exp
-(λt)β t ≥ 0, λ, β > 0. (0.20)
Rata de defectare este
λ(t)
= βλ(t)β-1. (0.21)
este numit parametru de
scara, caci functia de distributie F(t) depinde de doar prin t. este un parametru de forma;
pentru = 1, rezulta repartitia exponentiala; pentru > 1, rata de defectare creste monoton cu (0) = 0 si (∞) = ∞; pentru < 1, rata de defectare este monoton
descrescatoare cu (0) = ∞ si
Speranta
matematica este E[τ] = Γ [(1+1 /β )]/λ (0.22)
Iar
Varianta var[τ] = Γ [(l+2/β) - Γ2(l+l/β)l /
λ2 (0.23)
unde
functia gamma are forma
 . (0.24).
. (0.24).
Pentru
un sistem serie fara redundanta, cu n elemente, ale
caror rate de defectare sunt independente, functia de fiabilitate
este
Rs(t)
= n = exp-(λ't)β cu λ' = λn1/β.
(0.25)
Timpul
de lucru fara defectare al sistemului are, asadar, o
distributie Weibull cu parametrii λn1/β si
β. Distributia Weibull se foloseste adesea in aplicatii,
mai cu seama daca componentele sunt supuse uzurii sau oboselii
si au β >1 (tuburi electronice, relee, componente mecanice etc).
0.2.8.3.
Distributia x2 (K. Pearson)
Cand
dorim sa comparam doua distributii, se recomanda
sa folosim repartitia Pearson, o distributie care depinde de
probabilitatea de eroare a si de gradul de libertate f, si care - pentru a usura
aplicatiile - se prezinta sub forma de tabele (vezi capitolul
"Tabele" de la sfarsitul acestui volum). X2 da o masura a
concordantei dintre - de exemplu - faptele experimentale si
reprezentarile
teoretice.
Exemplul 0.2.8.3
S-au
aruncat 12 zaruri de 26.306 ori si s-au inregistrat la fiecare aruncare
numarul de zaruri la care au aparui tetele 5 sau 6. Probabilitatea de
a obtine fata 5 sau 6 la un singur zar este 1/3 Rezulta ca
probabilitatile ca 12 zaruri sa prezinte de 12 ori fata 5
sau 6, de 11 ori fata 5 sau 6 etc. sunt termeni succesivi din dezvoltarea
binomului
Acestea sunt cantitatile mt
cautate.
Tabela
0.1 da marimile observate m0 si teoretice mt
ale frecventelor, impreuna cu valorile [mo - mt]2/mt.
Tabela
0.1
|
Numarul
|
Frecventa
|
|
mo-mt
|
[mo -
mt]2/mt
|
|
de succese
|
observata mo
|
teoretica mt
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Total
|
|
|
|
|
Asadar X2 = 35941 iar v = 10. Din tabele
obtinem P = 0,000086. De aici putem conchide ca exista o
concordanta foarte slaba intre experienta si
teorie. Probabilitatea foarte mica a evenimentului observat ne permite
sa spunem - cu oarecare siguranta - ca diferenta dintre
teorie si rezultatul experimentului este semnificativa si
ca, deci, suntem in fata alternativei: sau tehnica de selectie a
fost gresita, sau ipoteza n-a fost corecta. Cum s-au luat
precautii deosebite la aruncarea zarurilor (si putem considera
ca aici nu au avut loc erori in legatura cu caracterul aleator
al selectiei), trebuie sa punem la indoiala ipoteza ca
zarurile au fost lipsite de defecte. Altfel spus, testul x2 sugereaza
ideea ca zarurile au fost incorecte.
0.2.8.4. Distributia normala
Este numita distributie normala
datorita faptului ca a) in multe cercetari experimentale (mai
ales cand acestea privesc erorile de observatie) se da peste
aceasta repartitie;
b) multe alte distributii - din punct de vedere
practic - sunt aproximatele aceasta distributie.
O marime aleatoare continua are o distributie normala daca logaritmul ei = ln este repartizat normal. Pentru distributia
normala avem
F(t) =  t ≥ 0, >0. (0.26)
t ≥ 0, >0. (0.26)
Densitatea ei este data de
f(t) = exp [-(ln t)2/2 t ≥
0, >0. (0.27)
Rata
de defectare: λ(t) = f(t) / [1 - F(t)]. (0.28)
Valoarea
medie: E[τ] = [exp (σ 2/2) ]/ λ. (0.29)
Varianta:
 (0.30)
(0.30)
0.2.8.5.
Distributia binomiala
Daca
- in cadrul unei incercari - ne intereseaza aparitia unui
eveniment A, rezultatul incercarii poate fi descris printr-o marime
aleatoare de forma
 (0.31)
(0.31)
unde  se numeste variabila Bernoulli. Daca
se numeste variabila Bernoulli. Daca
pr = p si pr= l -
p (0.32)
atunci E[] = l p + 0 (l - p) = p.
(0.33)
O serie infinita de variabile Bernoulli , avand aceeasi probabilitate de succes
pr = p, i ≥ l
se
numeste o schema Bernoulli. Seria
1, 2, descrie extragerea repetata a unei
componente dintr-un lot de N componente, dintre care K sunt defecte (p = K/N);
dupa fiecare test, componenta este reintrodusa in lot, astfel incat
la extragerea urmatoare vom avea aceeasi situatie. Marimea
aleatoare ξ = 1 + 2 + . n este egala cu suma tuturor "1" la cele n incercari din schema
Bernoulli. Distributia lui va fi
pk = pr = (ni)pk(1 - p)n-k k = 0, . n, 0
< p < 1. (0.34)
Relatia (0.34) reprezinta distributia
binomiala; este o marime aleatoare aritmetica care ia valorile
cu probabilitatile pk.
Probabilitatea ca evenimentul A sa aiba loc
in primele k incercari ale
schemei Bernoulli (si nu in
urmatoarele n-k incercari)
este
In cazul a n
incercari, exista
(ni) = n!/[k!(n-k)!] = [n(n-l)
(n-k+1)] / k! diferite posibilitati de aparitie a k "1" si
a (n-k) zerouri.
Exemplul
0.2.8.5
O placa este echipata cu 30 circuite integrate (CI). CI
apartin unei livrari care are p probabilitate constanta - pentru
fiecare CI - de a fi defect, de 1%. Care este probabilitatea
a) de a nu gasi nici un CI defect pe placa;
b) de a gasi doar un CI defect;
c) de a gasi mai mult de un CI defect?
Rezolvare
Din (0.34) - pentru p = 0,01 - rezulta a) p0 = 0,9930 = 0.74 b) p1 =
30 x 0,01 x 0,99 = 0,224
c) p2 + + p30 = 1 - p0 - p1
Daca se cunosc costurile Ci pentru reparatia a i CI, costurile
totale de reparatie vor fi C = piC1 + . pnCn.
0.2.8.6. Distributia Student-t[1]
Distributiile Student-t sunt utilizate, in
principal, la analizarea datelor normale (de ex. o serie de n observatii independente din
N(( si unde atat ,cat si sunt necunoscute. Ele utilizeaza o
variabila aleatoare numita statistica t, asemanatoare ca
forma cu variabila aleatoare normala standard Z:N(0,1), insa in
care abaterea standard esantion s
este utilizata ca un factor de scara, in locul lui . Cum s este o variabila aleatoare
si cum extinderea acestei variabilitati este invers
dependenta de dimensiunea esantionului, distributia lui t - care
este numita distributia Student-t - este asadar o functie care depinde de multimea
data.
0.2.9.
Siguranta in functionare si fiabilitate [0.5]
Siguranta in functionare a
fost definita de CCITT ca fiind ansamblul de proprietati care
descrie disponibilitatea unui sistem si fiabilitatea unui echipament.
Aceasta din urma masoara continuitatea aptitudinii de
functionare.
Factorii
care determina siguranta in functionare a unui echipament sunt
fiabilitatea elementelor sale, mentenabilitatea lor - altfel spus aptitudinea
lor la mentenanta - si caracteristicile sistemului
corespunzator.
Fiabilitatea
este una din caracteristicile importante ale organelor elementare ale unui
sistem, datorita consecintelor sale economice si a
incidentei asupra calitatii de serviciu. Calculele de
fiabilitate se sprijina pe caracterul aleator al defectarilor. O
defectare a unui organ necesita - pentru a putea reveni la o buna
functionare - localizarea ei si o interventie imediata (in
cel mai rau caz: amanata) cu scopul de a inlocui organul defect. Costul de repunere in functiune depinde de
distanta, de precizia localizarii organului defect, de
accesibilitatea sa, de aptitudinile la reparatii si de testele
organului inlocuit.
In mod normal, defectarile sunt distribuite la
intamplare in timp si in functie de locurile de utilizare. Asa
de pilda, in Franta - in 1994 - o medie de FF 2000 pe defectare pe
reteaua generala de telecomunicatii poate fi considerata ca
un ordin de marime rezonabil, jumatate pentru interventie iar
cealalta jumatate pentru reparatie. Fireste,
costurile reale au o mare imprastiere. Va trebui sa mai
adaugam frecventa defectarilor - caci defectarile
foarte costisitoare nu pot fi acceptabile decat daca sunt foarte rare.
In
cazul organelor fara redundanta - cum ar fi terminalele -,
la fiecare defectare vom avea o intrerupere. in cazul subansamblurilor,
sistemele au redundanta, astfel incat repercusiunile asupra
calitatii de serviciu pot fi neinsemnate. Rata de defectare a unui sistem variaza cu
patratul numarului de organe elementare. Daca defectarile
unui organ apar sistematice - si nu aleatoare -, repercusiunile asupra
calitatii de serviciu impun o actiune in amonte.
La originea defectarilor unui organ elementar
gasim - in general - defectari ale unei componente, datorate unor
defecte interne - provocate de variatiile de fabricatie. Asemenea
variatii sunt rare pentru productiile automatizate. Asemenea
defectari pot avea un caracter sistematic si pot sa se manifeste
in cadrul unui intreg lot, caci fabricatia este colectiva.
Defectarile neintrinseci pot sa aiba loc ca urmare a unor
restrictii excesive, legate de o functionare neadaptata sau de o
suprasarcina excesiva. Componentele sunt foarte sensibile la
suprasarcini, inclusiv la fixarea lor pe cartele. De retinut ca
defectarile aleatore se produc doar in primele luni de functionare.
Fiabilitatea echipamentelor ne impune sa
utilizam componente (a caror fabricatie este bine
stapanita) pe care sa le alegem cu grija, sa le
utilizam sub limitele indicate in foaia de date si sa le punem
corect in serviciu. Reinnoirea generatiilor de organe a condus la procedee
de calificare - care se
refera la robustete, la structura interna a componentei, dar
si la eficacitatea productiei, legata de calitatea pilotajului.
in cazul in care avem indoieli asupra componentelor sau organelor unui sistem,
vom proceda la organizarea incercarilor de andurata (pentru care
componentele vor fi extrase la intamplare din loturile furnizate).
Familiile de componente calificate sunt inscrise in liste normalizate Z, LNZ, asociate
sistemului european de urmarire a calitatii componentelor;
stabilit de comitetul european de normalizare electrotehnica CENELEC.
Acest sistem furnizeaza evaluarea produselor si filierele de
productie, asigurand urmarirea productiilor pentru produsele
admise de marci.
Un sistem informatizat ar trebui sa asigure
colectarea datelor cu privire la defectarile in exploatare, permitand
obtinerea de rezultate statistice asupra fiabilitatii organelor
si componentelor lor, oferind astfel posibilitatea de a corecta rapid
toate anomaliile observate.
Drept exemplu al rezultatelor obtinute in
fiabilitate pe baza unor asemenea procedee, vom cita operatorul francez "France
Télécom" care a realizat - in anul 1995 - o rata de defectare pentru
organe repetitive (cum ar fi cartea de abonat telefonic) de ordinul 5% pe an,
ceea ce inseamna o valoare rezonabila in cost de intretinere.
Rata medie de defectare a unui organ care cuprinde in medie 500 componente este
- deci - vecina ev performanta de 10-8 pe ora de
functionare! Siguranta de functionare a unui sistem
utilizeaza mijloacele tehnice ale tolerantei
la defectari. Marile sisteme complexe - cum ar fi comutatoarele -
dispun de arhitecturi si de mecanisme de acest tip, pentru a garanta o buna
calitate de serviciu.
Importanta
acordata calitatii de serviciu este la originea tehnicilor
referitoare la siguranta de functionare a unui sistem. De pilda,
normele de exploatare si de functionare franceze NEF ale
comutatoarelor definesc prin acest concept atat calitatea de serviciu
oferita utilizatorului, cat si cea atinsa de catre
exploatant (vezi tabela de mai jos). Pentru primul, calitatea este
caracterizata prin disponibilitatea si fiabilitatea serviciului. Cel
de al doilea se preocupa de functiile de exploatare, de pierderea de
taxare, de sarcina mentenantei legata de defectari si de
gravitatea lor, dar si de mentenabilitatea sistemului.
Toleranta la defectari se bazeaza pe
existenta unei unitati
de ajutor (redundant) pentru a inlocui unitatea cazuta in
pana, pe mecanisme de detectare si localizare a organului defect
si pe tehnici de reconfigurare a sistemului.
Calitatea
de serviciu
 Indisponibilitate
Indisponibilitate
Pentru
utilizator:
Acces
abonat rata < 5,10-5/
h
Acces circuite rata
< 10-4/ h
intreruperi / 1 minut probabilitate
< 2,10-5
Indisponibilitate totala rata < 6,10-6/ h (1 ora la 20 ani)
Pentru exploatant:
Indisponibilitate serviciu rata < 10-3/h
Pierdere de taxare probabilitate
< 2,5.10-4
Pierderi in facturare de detaliu rata < 5.105
Defectari < 1 pana / luna / 1000
abonati
Normele de calitate de serviciu fixeaza limite
acceptabile de degradare in termeni de calitate de serviciu, in timpul
interventiilor acestor diferite mecanisme. Punerea in lucru se
bazeaza pe o organizatie cu unitati
de aparare dotate cu aparate de autotestare. capabile sa
notifice pana restului sitemului - cu o ierarhie de detectie si de
invecinare a fiecarui defect. Functiile de indeplinit sunt complexe
si necesita un sistem de control si dezvoltare de ajutoare
pentru mentenanta, in care factorul uman ramane esential.
Punerea in aplicatie a sigurantei de
functionare intervine inca de la conceptia sistemului si
continua pana in faza operationala. Ea incepe cu
modelizarea comportarii care analizeaza impactul imperfectiunilor
si care defineste obiectivele care trebuie realizate; ea se
continua prin evaluarile asupra prototipurilor (performantele
mecanismelor de toleranta la defectari, fiabilitatea
software-ului, validarea sistemului). in sfarsit, se urmaresc
performantele in exploatare, pentru a verifica respectarea normelor de tip
NEF si introducerea eventualelor corecturi.
France Télécom se obliga prin contract sa
asigure calitatea serviciului oferit; garantia claselor de calitate impune
cunoasterea performantelor fiecarui element precum si
siguranta de functionare a ansamblului. Ea
implica furnizarea - pentru utilizatori - a informatiilor necesare
pentru a putea aprecia calitatea serviciului efectiv oferit. O inregistrare
automata se efectueaza cu ocazia fiecarei defectari
(unitatea care s-a defectat, ora caderii in pana, ora repunerii in
serviciu, impactul defectarii etc).
In
comutatoarele din a treia generatie, siguranta in functionare
este asigurata de catre o succesiune de statii cu
multiprocesoare comunicand intre lele prin retele in inel, cu jeton.
Fiecare statie este ajutata de catre o alta statie
(preincarcata cu programe software si cu datele necesare, in
functie de restrictiile impuse de calitatea de serviciu).
Functiile de aparare sunt situate la nivelul local al detectiei
- pentru semnalarea defectelor - si la nivel central - pentru supervizarea
functionarii, pozitionarea statiilor si
mentenanta lor. Statiile
multiplex dispun de propriile lor mecanisme de toleranta la
defectari.
In marile artere de transmisiuni, siguranta in functionare
se sprijina pe rutaj, altfel spus pe diversitatea itinerariilor. Ele pot,
de asemenea, sa utilizeze imbinarea cap la cap a rezervelor, fiecare cale
de rezerva putand sa apartina mai multor planuri de restabilire.
In sfarsit, ea poate sa serveasca la restabilirea, prin
redundanta n+1, a unei cai de rezerva comune mai multor
canale (cazul releelor hertziene). Reteaua de gestiune a
telecomunicatiilor (RGT) aduce contributie si rigurozitate in
metodele de exploatare.
Siguranta de functionare a unui sistem sau
a unui serviciu oferit conditioneaza politica de calitate a
oricarui operator de telecomunicatii si reprezinta un
element al strategiei sale. Gestiunea resurselor umane detine aici un rol
major.
0.3.2. Fiabilitatea si conceptia unui nou
produs
Fiabilitatea este una din preocuparile cele mai
importante de-a lungul intregului parcurs de creare a unui nou produs, ale
carui etape pot fi schematizate astfel:
a) Definirea nevoii
simtite (sau presimtite) a unui nou produs. La aceasta
colaboreaza - in functie de anvergura viitorului proiect - serviciul
comercial al intreprinderii, serviciul tehnic al unui client, statele majore
ale administratiei sau responsabilii nationali. Caracteristicile
functionale ale viitorului produs vor fi definite cu destula precizie
sub forma de obiective, termenele dorite ale calendarului de realizare
si costurile aproximative ale proiectului.
b) Pentru satisfacerea exigentelor sumar
precizate, un serviciu tehnic le va analiza in detaliu si - tinand
seama de stadiul cunostintelor si de progresul lor in viitorul
imediat - va propune solutiile disponibile cat si cele susceptibile
de a fi disponibile la momentul oportun. Pentru fiecare din solutii, se va
defini un ansamblu de caracteristici
tehnice care - in masura posibilului - vor fi masurate (sau
cel putin controlate) permitand satisfacerea cerintelor
functionale impuse produsului in prima faza de dezvoltare.
In acest stadiu incepe sa apara
notiunea de fiabilitate. Ea
intervine - in unele cazuri - inca de la definitia produsului; in
alte cazuri, se spera satisfacerea unei cerinte, indeplinirea unei
misiuni pentru aceleasi cheltuieli, dar cu diferite
probabilitati de succes (fiabilitati),
punand insa accentul fie pe parcul de materiale, fie pe rapiditatea de
depanaj, fie pe alti factori. In sfarsit, pentru anumite sisteme de
aparare nationala, pentru sistemele de inalta securitate
(in centrale nucleare, de exemplu), fiabilitatea va fi - prin definitie -
caracteristica fundamentala a noului produs, fara de care
echipamentul considerat nici n-ar putea exista. In asemenea cazuri,
fiabilitatea trebuie riguros definita inca de la primii pasi ai
primei faze.
In cursul acestei prime faze de studii fiabilitatea
trebuie analizata eu multa grija, acordandu-i aceeasi
pondere ca si caracteristicilor functionale sau conditiilor de
exploatare. Este indicat sa se tina seama nu numai de
conditiile cele mai probabile, dar sa avem o idee clara despre
cele mai proaste conditii posibile ("worst case") si de
frecventa lor relativa, astfel incat sa putem cunoaste
riscurile existente pentru optiunile alese.
c) Pentru fiecare solutie va trebui
elaborata o schema alcatuita din "cutii negre", pentru a
defini structura dispozitivului si interactiunile intre
subansambluri. Va trebui sa asociem fiecarui proiect indicatii
numerice de fiabilitate pe care speram sa le realizam,
tinand seama de cunostintele existente pentru produsul pentru
care facem extrapolarile.
Paralel cu aceasta preocupare de fiabilitate va
trebui sa ne interesam si de aptitudinea la mentenanta, mai cu seama pentru
echipamentele complexe. Fiabilitatea si aptitudinea la
mentenanta vor trebui studiate simultan, astfel incat sa puteam
asigura un optimum economic pentru
indeplinirea misiunii date. Din pacate, desi adesea fiabilitatea este
considerata ca fiind o caracteristica intrinseca a unui produs,
nu putem spune acelasi lucru despre reparatii si despre
mentenanta, in general. Ele fac sa intervina numerosi
factori umani, greu de apreciat, pentru diagnoza, localizare si
repararea defectelor; trebuie avuta, de asemenea, in vedere si logistica (stocurile de piese de
schimb, aparatele de masura si control, tehnicitatea
reparatorilor etc). Aceste doua importante elemente sunt - in "mod normal
- pentru materiale profesionale, in mainile exploatantului sau ale serviciului
de dupa vanzare, insa nu in
mainile fabricantului de echipamente.
Nu putem decat sa regretam ca, prea
adesea, clientul care cumpara un produs nu vrea (sau nu poate)
sa ia in considerare decat pretul de cumparare al sistemului.
Anumite structuri existente il impiedica sa tina seama nu
de pretul materialului, ci de pretul serviciului oferit. in plus,
planurile bugetare ale anumitor administratii separa in mod net
si etans investitia de
intretinere, iar aceasta
nu contribuie la favorizarea consideratiilor logice de care vorbim.
Dificultatile trebuie rezolvate, cel putin prin aproximare,
daca vrem sa privim ansamblul activitatii industriale in
adevarata sa lumina: sa punem la dispozitia clientului
produse permitand satisfacerea cerintelor la un pret minim.
In afara cazurilor exceptionale, deja
mentionate, inginerii nu-si vor concentra atentia si
fortele sa realizeze cea mai buna fiabilitate posibila, ci
vor cauta cel mai bun compromis
pret/fiabilitate (fig. 0.2); insa problemele raman
aceleasi. In general, este totdeauna posibil sa gasim o
zona optima pentru a rezolva cat mai bine acest compromis.
Pretul primei investitii creste cand fiabilitatea se
imbunatateste. Ca urmare, scad sarcinile de exploatare
corespunzatoare (cheltuieli de mentenanta, cheltuielile legate
de nefunctionare etc).
In definitiv, ceea ce cautam in momentul
definitiei unui nou produs, este sa maximizam probabilitatea de indeplinire a unei misiuni, pentru
un cost global dat. Iesirea normala din aceasta cea de a treia
etapa este gasirea unei solutii (sau a mai multora) pentru care
caracteristicile tehnice au fost definite.
d) Pentru caracteristicile tehnice retinute va
trebui sa elaboram un caiet
de sarcini. El fixeaza valorile si tolerantele admise ale
caracteristicilor tehnice (printre care si fiabilitatea si
aptitudinea la mentenanta), precizand totodata restrictiile
mediului ambiant si de functionare generala la care va fi supus
sistemul. Exigentele impuse de catre masuratorile si
controalele necesare vor trebui precizate destul de devreme in elaborare,
pentru a evita dificultatile de ultima ora.
Fig. 0.2. Zona optimala a compromisului
pret / fiabilitate:
a) Pretul primei investitii.
b) Sarcinile de exploatare.
c) Pretul global de cost.
Caietul de sarcini va trebui sa fie cat mai
complet si precis cu putinta, si aceasta indiferent
daca el a fost impus fabricantului de catre un serviciu tehnic
exterior, sau daca el a fost stabilit de un serviciu intern. El
conditioneaza intreaga validitate a eforturilor ulterioare, caci
el traduce optiunile decise pentru conceptia
produsului.
De aceasta etapa depinde in mod
hotarator faptul ca viitorul produs va putea (sau nu) satisface
cerintele carora el incearca sa le faca cat mai bine
fata. Din aceasta faza timpurie se elaboreaza
fiabilitatea potentiala a
produsului; de cele mai multe ori nu va mai fi posibil sa ajungem din
urma sau sa eliminam - nici in cursul dezvoltarii (si
cu atat mai putin in fabricatie) - o slabiciune sau o lipsa
in conceptie.
Este deosebit de important sa stabilim - in momentul
definitiei - profilul misiunii (o
diagrama care permite sa schematizam evolutia
restrictiilor in cursul misiunii produsului). El permite sa
reperam rolul pe care trebuie sa-l joace fiecare element de-a lungul
diferitelor faze ale misiunii; el este obligatoriu pentru misiuni ale
echipamentelor aero-spatiale, dar poate fi generalizata treptat
si pentru orice sistem complet, studiat sau/si realizat.
Sa retinem, de asemenea, pericolul
permanent pentru fiabilitatea viitorului echipament pe care-l reprezinta
dorinta de a utiliza tehnici avangardiste, neconfirmate inca in
practica din punctul de vedere al performantelor, caci tehnicile
respective n-au avut inca timp sa se maturizeze. In asemenea cazuri,
o inteleapta prudenta este de rigoare. Este util sa ne
aducem aminte ca succesul primilor sateliti se datoreaza in mare
parte spiritului conservator care a prezidat la alegerea componentelor si
tehnologiilor adoptate.
e) Plecand de la caietul de sarcini impus, biroul de
studii va avea ca prima sarcina stabilirea unei scheme de detaliu
si transcrierea caracteristicilor tehnice impuse produsului finit in
caracteristici tehnice pentru fiecare din subansambluri, blocuri, sub-blocuri,
pentru a atinge in cele din urma nivelul componentei elementare. La fiecare
etapa va trebui sa facem alegeri; ele vor fi repuse in discutie
daca anumite cerinte impuse nu pot fi satisfacute, datorita
alegerii initiale, in ceea ce priveste fiabilitatea, aceasta
implica o repartitie a
fiabilitatii globale cerute intre diferitele subansambluri,
apoi intre diferitele blocuri ale sistemului. Daca sistemul studiat este
complex si destinat mai multor functiuni, unul si acelasi
subansamblu ar putea participa la mai multe functiuni; importanta
relativa a fiecarei functiuni, rolul fiecarui subansamblu,
vor permite ponderarea diferitelor subansambluri in aceasta alocare a
fiabilitatii. in general, solutiile nu sunt unice, ia: stadiul
cunostintelor ne ajuta sa, ne orientam catre cea
mai buna alegere in ceea ce priveste partile constitutive:
materiale, componente, tehnologie etc.
f) In faza urmatoare de elaborare a produsului,
doar examene critice, efectuate pe scheme si machete de catre
specialisti provenind din diferite domenii in care proiectul este
utilizat, pot conduce la imbunatatirea fiabilitatii.
Adesea datele de baza - necesare unor previziuni numerice de fiabilitate -
lipsesc; de aceea vor fi necesare lucrari de investigare comparative
pentru a clasa diferitele solutii posibile, plecand de la datele
existente. In cursul acestor studii vor fi analizate atat cele mai bune
compromisuri de fiabilitate, cat si aptitudinea la mentenanta
(in functie de politica de mentenanta aleasa si
tinand seama de servitutile de exploatare).
g) Abia dupa aceea vor avea loc fazele clasice
ale dezvoltarii industriale: prototipuri, serie zero. pre-serie, serie.
Pentru imbunatatirea
fiabilitatii sistemelor (fig. 0.3) sunt necesare urmatoarele
activitati practice:
Fig.
0.3 Masuri necesare pentru imbunatatirea
fiabilitatii sistemelor
I
etapa de elaborare
■ Cunoasterea functionarii
sistemului si a fizicii
defectarilor sale.
■ Utilizarea materialelor si componentelor
de calitate ridicata; preocupare pentru elaborarea unor componente si
mai perfectionate.
■ Cunoasterea proprietatilor,
regimurilor de functionare si a urmarilor defectarilor;
utilizarea tehnicilor de devaluare.
■ Crearea de noi scheme pentru blocuri,
aparate, echipamente, luand in considerare regimurile de functionare
si conditiile de exploatare ale
acestora.
■ Elaborarea de solutii constructive
sigure, in functie de conditiile de exploatare, transport, amplasare,
organizare etc. a intretinerii tehnice.
■
Utilizarea principiului modular in realizarea schemelor si
constructia echipamentelor.
■
Analiza si calculul caracteristicilor functionale si de
/labilitate, tinand seama de defectarile posibile ale componentelor
si blocurilor, precum si ale sistemului in intregime.
In etapa de
fabricatie
■ Asigurarea unui control de intrare riguros al componentelor si materialelor
primite de la furnizori.
■ Utilizarea de tehnologii si utilaje
tehnologice moderne.
■
Asigurarea fiabilitatii
fabricatiei pe operatii si a calitatii
echipamentelor finite.
■
Asigurarea metodelor moderne de
verificare, fiabilitate si control, ambalare, stocare si transport.
In etapa de exploatare
■ Elaborarea de metodologii si sisteme stiintifice de exploatare,
intretinere, control profilactic si reparatii.
■ Asigurarea de personal calificat pentru exploatare, intretinere si
reparatii. Definirea exacta a drepturilor,
obligatiilor si raspunderilor acestui personal.
■
Organizarea si asigurarea culegerii corecte de informatii certe despre defectarile si / sau
intreruperile echipamentului.
■
Analiza periodica a datelor fiabiliste ale sistemului; stabilirea - pe
aceasta baza - a masurilor de imbunatatire a
exploatarii si de perfectionare a elaborarii si
fabricatiei echipamentelor.
■
Organizarea exploatarii experimentale
a sistemelor noi, in conditii reale, cu participarea beneficiarului
si fabricantului.
Schema
prezentata a gestatiei unui nou produs este, fireste, putin
idealizata, deoarece:
-
exista numeroase reactii intre fiecare din etapele enumerate, iar ele
pot pune sub semnul intrebarii punctele castigate in cursul etapei
precedente. Compromisuri nenumarate intervin fara incetare
si doar pe masura ce date precise se acumuleaza va fi
posibil sa definim configuratia
optimala a produsului;
-
am pus accentul, in mod natural, pe fiabilitate (caci avem la
dispozitie modele matematice care descriu fiabilitatea sistemului plecand
de Ia fiabilitatea componentelor sale). Elaborarea modelelor poale fi foarte
complexa, insa utilizarea lor poate fi supla (in masura in
care va fi fost prevazuta posibilitatea introducerii datelor
suplimentare sau necunoscute in momentul stabilirii lui). Ele vor fi un instrument foarte util in gestiunea fiabilitatii unui
sistem complex;
- nu este vorba, de fapt, decat de etape
secventiale (cu exceptia primelor trei etape).
Intr-adevar, industria este din ce in ce mai
mult constransa sa scurteze la maximum ciclul de elaborare al unui
produs, pentru a putea tine cont cat mai repede - pe de o parte - de
stadiul tehnicii, si - pe de alta parte - de evolutia extrem de
rapida a cerintelor clientului.
CLASIFICARE
DUPA
 a) reactia la aparitia 1) statica
a) reactia la aparitia 1) statica
defectarii sistemului structura redundanta protectiva 2)
individuala
3) hibrida
b) solicitarile elementelor 1)
incarcata
de rezerva pana la rezerva 2) neincarcata
aparitia defectarii 3) usurata
 c) solicitarile elementelor 1)
cu sarcina constanta
c) solicitarile elementelor 1)
cu sarcina constanta
de rezerva dupa structura redundanta
aparitia defectarii 2) cu
redistribuirea sarcinii
 d) tipul schemei redundante structura redundanta 1)
globala
d) tipul schemei redundante structura redundanta 1)
globala
2) individuala
3) glisanta
4) majoritara
5)cuadrupla
6) cu logica prin cablare
7) prin codare
8) dinamica (de comutatie)
Fig.
0.4. O clasificare posibila a structurilor redundante utilizate in
sistemele hardware electronice.
Ne
dam astfel seama cat este de important sa luam un start bun,
consacrand mai mult timp si bani mai multi (caci "time is
money"), aprofundarii alegerilor initiale, definirii mai bune a
caietelor de sarcini ale fiecarui subansamblu. Doar caietele de sarcini -
daca au fost corect studiate - pot garanta ca asamblarea finala
va da satisfactie si ca nu va exista nici cea mai mica
incompatibilitate sau interactiuni neprevazute intre diferitele
subansamble. Si in
acest caz, modele matematice ne pot fi de un mare ajutor.
Schema
noastra n-a fost stabilita pe baza unei fabricatii in serie,
bine definita, a unui anumit sistem. Or, experienta arata ca tocmai pentru
echipamentele fabricate in serie mica, exigentele de fiabilitate sunt
cele mai ridicate (sateliti, rachete, super-ordinatoare etc). Daca
primele trei etape (a, b, c) descrise raman valabile, consideratii
economice - adesea de ordin secundar - ne vor permite sa tratam
problema fiabilitatii cu o grija particulara.
Asadar, in studiul fiabilitatii unui
sistem mai mult sau mai putin complex, inginerul fiabilist elaboreaza
proiectul sau asigurand o interactiune, un compromis intre cele
doua cerinte uneori contradictorii: pe de opaite, plecand de la
fiabilitatea ceruta sistemului, el cauta sa afle ce
fiabilitati vor trebui impuse diferitelor subansambluri constitutive,
tinand seama de schema functionala adoptata pentru
echipamentul respectiv. Dupa ce a procedat la repartizarea
fiabilitatilor, el va trebui sa afle daca caracteristicile
partiale pol fi obtinute la nivelul subansambluri lor. Pentru
aceasta, plecand de la o schema functionala a subansamblului. el
va cauta sa faca o alegere si o grupare judicioase a
componentelor, astfel incat sa poata realiza obiectivul pe care
si l-a fixat (aceasta in stransa colaborare cu inginerul de
conceptie al subansamblului considerat).
E bine sa ne reamintim ca fiabilitatea unui
ansamblu depinde de fiabilitatea componentelor sale: aceasta
dependenta poate fi suficient de riguroasa pentru a permite
stabilirea de modele matematice, ajutoare puternice in studiul
fiabilitatii la nivelul conceptiei.
Dublul demers (analitic, mai intai, sintetic - mai
apoi) este cel care ar trebui urmat pentru toate caracteristicile
functionale. Fiabilitatea trebuie
considerata astazi ca o caracteristica
fundamentala a unui dispozitiv, avand cel putin aceeasi
pondere ca si celelalte caracteristici de definitie ale produsului
(performante tehnice, dimensiuni, volum, greutate, consum de energie
electrica etc).
0.3.3. Fiabilitate si redundanta
Notiunea de redundanta - in sensul ei tehnic - a fost
utilizata pentru prima oara de catre Niquist, in 1920. Cu ocazia unor cercetari asupra
semnalelor telegrafice, el a gasit ca anumite semnale nu transmiteau
nici o informatie; de aceea le-a numit semnale redundante sau semnale
in plus sau superflue. in
ultima vreme, notiunea de redundanta este utilizata nu
numai la semnale, dar si la retele electrice.
Montarea in paralel a doua elemente este
numita sistem paralel cu
redundanta: aceasta inseamna ca - daca una
dintre componente se defecteaza - sistemul va continua sa
functioneze datorita celeilalte componente, montata in paralel.
Prin extensie, daca sistemul este constituit din n componente in paralel, n-l
se pot defecta, fara ca sistemul sa se defecteze,
daca cea de a n-a continua
sa indeplineasca functia respectiva. Redundanta se
defineste, asadar, ca fiind utilizarea intr-un sistem a mai multor
elemente decat este necesar pentru indeplinirea functiilor cerule
acestuia, astfel incat sistemul sa functioneze satisfacator
chiar in prezenta unor defectari. Pentru defectarea
totala a ansamblului trebuie ca toate mijloacele sa se defecteze.
In
fig 0.4 [0.5] se da o clasificare posibila a structurilor redundante
utilizate in sistemele hardware electronice.
Mai
distingem:
a)
Redundanta activa (toate
componentele functioneaza in permanenta):
redundanta totala (sistemul nu se
defecteaza decat daca toate componentele
se defecteaza);
redundanta partiala (functia nu
poate fi indeplinita daca functioneaza mai multe
componente);
redundanta majoritara (se dispune de cel
putin trei componente si de un dispozitiv de decizie - legat la
iesirea componentelor - care furnizeaza un semnal identic cu cel al
majoritatii componentelor; este suficient ca doua componente
sa functioneze, pentru ca sistemul sa functioneze
fara comutare).
b)
Redundanta in asteptare
(sau de rezerva, secventiala, de comutare). Studiul ei
este legat de cel al intretinerii echipamentelor si sistemelor. in
particular, daca punerea in functiune a elementelor redundante se
face nu prin simpla comutare, ci prin inlocuirea fizica a elementelor
defectate, problema numarului de elemente redundante de prevazut nu
este altceva decat stabilirea stocului de piese de schimb pentru
intretinerea sistemului.
Simplificari uzuale
A)
Datorita usurintelor de tratare matematica cat si
lipsei unor date de fiabilitate valide priv dependenta defectarilor,
calculele de fiabilitate previzionala se bazeaza pe ipoteza
simplificata a independentei defectarilor elementelor.
B)
Rata de defectare constanta
- deci distributie exponentiala a defectarilor.
C)
Defectarea elementelor se traduce fie prin intrerupere, fie prin scurtcircuit.
Altfel spus, e vorba despre o retea de comutatoare, fara nici o
defectare secundara.
D) Lipiturile, sudurile, conexiunile dispozitivelor
de supraveghere etc. nu sunt luate in considera
0.3.3.1. Remarci preliminare
Aceasta tehnica - care permite
cresterea fiabilitatii unui sistem - se aplica si unui
subansamblu cuprinzand un grup de elemente. O astfel de dispunere in paralel a
doua sau mai multe grupe elemente poate fi considerata ca o unitate
montata in serie in sistem. Se ajunge astfel la un sistem serie si se
poate exprima fiabilitatea unui sistem complex cu ajutorul teoremei produsul
fiabilitatilor. (Din punct de vedere fiabilistic, se spune ca un
sistem compus din n elemente ca
functioneaza simultan este in serie, daca pana unui element
antreneaza pana generala a sistemului.) Sistematizarea unui asemenea
procedeu este limitata de mai multi factori: pretul, consumul de
energie, gabaritul, greutatea etc. Rezistentele si condensatoarele -
de exemplu - nu se preteaza deloc la o functionare de acest tip,
deoarece atunci cand unul dintre elementele montajului! defecteaza,
caracteristicile circuitului se schimba. De asemenea, este important
sa se evalueze castigul in fiabilitate adus de acest procedeu, pentru
a se gasi un compromis intre toti acesti factori. Cresterea fiabilitatii unui
circuit se realizeaza prin reducerea stresurilor la care sunt supuse
elementele, prin utilizarea componentelor cu caracteristici superioare in
tensiune si curent, precum si prin micsorarea temperaturii de
functionare. In acest fel rata de defectare poate fi redusa de zece
ori sau chiar mai mult.
Se vede - deci - ca studiul de concepere al unui echipament este decisiv pentru
ameliorare considerabila a fiabilitatii sale; in acest moment
specific se decide soarta viitorului echipament sau sistem electronic. In
masura posibilului, se recomanda si utilizarea unui numar cat mai redu de componente. De
retinut ca - odata materialul conceput si realizat - nu se
mai poate face mare lucru pentru ameliorarea fiabilitatii sale [0.3].
An dupa an, exigentele de fiabilitate ale
sistemelor electronice-sunt din ce in ce mai ridicate indiferent ca este
vorba despre sisteme de uz general, din aeronautica sau-pentru
sateliti. In acest ultim caz, de exemplu, rata de defectare ceruta
este mai mica de 1 FIT (10-9/h). Cum durata medie actuala
de functionare fara defectare a sistemelor complexe neredundante
nu depaseste decat rareori 1000 ore, este evident ca
trebuie sa se recurga la tehnici de redundanta. De
retinut ca redundanta
nu este un panaceu universal si ca pune serioase probleme
tehnice si financiare, care limiteaza aplicarea ei.
0.3.3.2. Criterii de clasificare a redundantei
Exista trei criterii de clasificare, in
functie de:
- nivelul sistemului la care se aplica
redundanta;
-
starea elementelor redundante in timpul functionarii sitemului (ori
cele doua elemente sunt active, ori unul dintre ele este comutat);
- existenta (sau inexistenta)
dispozitivelor de comutare.
Pentru a ilustra tipurile de baza ale redundantei,
sa consideram un circuit format din doua componente A si B
in serie. Inginerul de conceptie poate alege intre doua variante: fie
sa dubleze componentele, fie sa dubleze circuitul (fig. 0.5).
Daca cele doua elementele redundante sunt in permanenta sub
tensiune, redundanta este activa.
in functie de pozitia relativa a elementelor exista
mai multe tipuri de redundanta activa (fig. 0.6). Daca -
dimpotriva - elementele de dublare nu indeplinesc nici o functie
inainte de defectarea dispozitivului in functiune, atunci redundanta
este in asteptare (sau
"stand by"). Un element cu comutare poate, totusi, sa
functioneze in permanenta atunci cand este in linie
(functionare permanenta sau secventiala) sau poate sa
fie complet inactiv, in asemenea cazuri, trebuie sa existe un mijloc de
detectare a defectarii dispozitivului primar I si pentru comutarea
dispozitivului redundant II (fig. 0.7).
Fig. 0.5. Doua moduri de a
realiza redundanta: a) prin dublarea componentelor; b) prin dublarea
circuitului.
Fig. 0.6. Tipuri de redundanta activa: A - serie
simpla; B - serie dubla; C - paralela; D - paralela
dubla; E - serie-paralela; F - paralel-serie.
Majoritatea configuratiilor redundante sunt
combinatii (sau modificari) ale acestor tipuri de baza. Fiecare
varianta are avantaje si dezavantaje; mentionam ca dezavantaj al redundantei active consumarea
unei puteri electrice suplimentare, iar pentru redundanta in asteptare - necesitatea detectorilor, a
dispozitivelor de comutare, a cailor de comunicatie etc.
Fig. 0.7. Dispozitiv (C) do
detectie si comutare
0.3.3.3.
Redundanta activa si MTBF
Se stie ca, pentru doua elemente
independente in paralel:
R(t) = exp (- λ1t) + exp (- λ2t) - exp [-
(λl + λ2)t], (0.35)
iar MTBF-ul sistemului este
m =  = l/ - l/( (0.36)
= l/ - l/( (0.36)
Daca λ1 = λ2 =λ, atunci
R(t) = 2 exp (-λt) - exp (-2λt). (0.37)
m = 3/2 (0.38)
In general, pentru n elemente active identice in paralel (toate avand aceeasi
rata de defectare
constanta avem:
R(t) = 1 - [1 - exp( -λt)]n, (0.39)
m = 1/λ + (1/2λ) + (1/3λ) + +
1/nλ (0.40)
sau
m =  , (0.41)
, (0.41)
unde este viata medie a unui element, 1/
Se vede deci ca MTBF-ul sistemului redundant
paralel depinde de MTBF-ul fiecarei ramuri si de numarul de
ramuri in paralel. MTBF-ul sistemului creste mai lent decat cel al
elementului; panta este cea mai mare atunci cand n este mic. De aceea, castigul de fiabilitate cel mai mare
se realizeaza pentru n = 2.
0.3.3.4. La ce nivel trebuie introdusa
redundanta?
Pentru a raspunde la aceasta intrebare,
sa luam cazul sistemului serie constituit din patru
unitati, fiecare avand fiabilitatea R (fig. 0.8, A); fiabilitatea
sistemului initial este:
RSA = R4. (0.42)
Daca se dubleaza intregul sistem (fig. 0.8,
B), rezulta RSa = 1 - (1 - R4)2 = 2R4 - R8 (0.43)
Daca se imparte in doua sistemul
initial si se dubleaza fiecare jumatate (fig. 0.8, C), se
obtine: Rsc = (2R2 - R4)2 = 4R4 - 4R6 + R8, (0.44)
dubland fiecare unitate (fig. 0.8, D), fiabilitatea
rezultanta va fi: RSD = (2R - R2)4 (0.45)
Fig. 0.8. Cateva tipuri de redundanta utilizate pentru un
sistem serie constituit din patru componente: A -sistemul initial; B -
dublarea sistemului; C - impartirea in doua a sistemului
initial si dublarea fiecarei jumatati; D -
dublarea fiecarui element.
Sa
luam cateva valori numerice pentru R si sa calculam
fiabilitatea fiecarei variante de redundanta B, C, D,
comparand-o cu fiabilitatea sistemului initial, A:
|
Varianta
|
R = 0,85R
=0,9
|
R = 0,95R = 0,98
|
|
A
|
|
|
|
|
|
B
|
|
|
|
|
|
C
|
|
|
|
|
|
D
|
|
|
|
|
Se
constata ca cea mai inalta fiabilitate (varianta D) se obtine apucand redundanta la nivelul
cel mai de jos al sistemului, deci la nivelul componentelor. in mod normal,
acest nivel nu este utilizat, caci se prefera intotdeauna - pentru
motive bine precizate - redundanta la nivelul circuitelor.
0.3.3.5.
Trebuie sa se prefere redundanta,
sau
componente cu fiabilitate ameliorata?
S-a vazut - relatia 0.38 - ca MTBF-ul
unui sistem format din doua elemente in paralel (fiecare avand MTBF = ) este egal cu 3/2 . Pentru realizarea aceluiasi MTBF cu un singur
element de fiabilitate superioara, aceasta trebuie sa aiba un
MTBF de 3/2 . Raportandu-ne la unitatea y = t/ a unui element standard, pentru sistemul redundant
se obtine:
R(y) = 2 exp (-y) - exp (-2y), (0.46)
m = 3/2θ, (0.47)
iar pentru elementul cu fiabilitatea ameliorata:
R(y) = exp (-2y/3), (0.46')
m = 3/2 (0.48)
Din fig. 0.9 se vede ca sistemul redundant este
mai fiabil la inceput, dar - dupa 1,75 unitati standardizate t/ - elementul unic cu fiabilitate ameliorata este
de preferat. Punctul de intersectie dintre cele doua curbe se
schimba in functie de numarul de elemente redundante, de gradul
de ameliorare a unui element, de tipul de redundanta utilizata
etc.
Raspunsul la intrebarea pusa mai sus este -
deci - discutabil.; trebuie sa se cunoasca, totusi, timpul
misiunii si este preferabil - in masura posibilului - sa se
utilizeze componente cu fiabilitate ameliorata.
Fig.
0.9. Functiile de fiabilitate pentru doua sisteme avand acelasi
MTBF: A - sistem redundant; B - sistem neredundant (element unic cu fiabilitate
ameliorata)
0.3.3.6.
Redundanta majoritara
Aceasta
este o varianta speciala a redundantei k din n (fig.
0.10 a), folosita mai ales la circuitele digitale. Pentru indeplinirea functiei cerute se folosesc 2n
+ 1 elemente identice in redundanta activa. Cele 2n + 1 iesiri sunt comparate de
catre un element de
comparatie; la iesirea acestui element apare un semnal care
este acelasi cu majoritatea celor 2n
+ 1 semnale de intrare. Explorarea se face cu ajutorul procedeului
pentru structuri serie / paralel. Asa, de pilda, pentru n = 1 rezulta o
redundanta activa 2 din 3 in serie cu elementul de
comparatie Ec (fig. 0.10 b). In felul acesta redundanta
majoritara realizeaza in mod simplu o structura toleranta la defectari cu continuarea
automata a functiei cerute (fara dispozitiv decomutare) in
cazul unei defectari (n = 1). Elementul de comparatie pentru o
redundanta majoritara 2 din 3 este alcatuit din trei
porti NAND cu cate doua intrari fiecare si o poarta
NAND cu 3 intrari per bit. Tot asa de simplu este dispozitivul de
alarmare (trei porti EX-NOR cu doua intrari si o
poarta NAND cu trei intrari).
Fig.
0.10 a) Redundanta k din n; pentru k = b vom avea Rs = 1 - (1 - R)n
Functia de fiabilitate [Rs = Rs(t),
Ri = Ri(t)]; R1 = R2 = . Rn
= R
Rs
= 
b)
Redundanta majoritara (cazul general: n +1 din 2n + 1).
Functia de fiabilitate [Rs = Rs(t), Ri = Ri(t)];
R1 = R2 = R3 = R Rs = (3R2 - 2R3)RC.
0.3.3.7. Redundanta optima
Daca la constructia unui sistem se pun
simultan problema maximizarii
fiabilitatii sale (pentru un numar dat de componente)
si cea a minimizarii
greutatii, volumului si costului total (pentru o
fiabilitate impusa si un numar total dat de componente), atunci
avem de a face cu o redundanta optima. in general, se da o
singura functie economica si un ansamblu de constrangeri;
problema consta in gasirea optimului functiei economice,
respectand constrangerile. Daca se studiaza evolutia optimului
variind un parametru (sau mai multi), atunci este vorba despre o
optimizare parametrica.
0.4. Previziuni de fiabilitate
Estimarile de fiabilitate sunt un instrument de
apreciere a nivelului de fiabilitate. Ele servesc la determinarea starii
reale de fiabilitate a unui dispozitiv fata de performantele
prevazute initial pentru el. Cele mai importante cai pentru
estimarea fiabilitatii sunt:
■
determinarea proprietatilor prescrise;
■
evaluarea posibilitatilor de realizare a lor (comparativ cu celelalte
elemente ale dispozitivului);
■
completarea datelor numerice insuficiente si
■
estimari de mentenabilitate si disponibilitate.
Estimarile de fiabilitate pot fi
impartite in trei grupe mari, si anume:
- estimari asupra anteproiectului;
- estimari asupra proiectului si
prototipului si
- estimari asupra produsului de serie.
In functie de nivelul la care se fac aceste
estimari, distingem:
■
estimari generale;
■
estimari per functie si
■ estimari analitice.
Este important sa avem grija ca
estimarile de fiabilitate sa nu se faca prin simple extrapolari.
Asa, de pilda, comportarea unui dispozitiv cu tuburi electronice nu
poate da nici un indiciu despre cea a unuia cu tranzistori sau cu circuite
integrate. intrucat pentru un element semiconductor exista furnizori
diferiti, fiabilitatea unui element luat separat nu va fi niciodata
cunoscuta. Aici trebuie sa operam cu valori medii. Altfel spus,
in realitate vom lucra cu evaluari
de fiabilitate, si nu cu un calcul exact.
Ori de cate ori se obtin parametri de
probabilitate numerica - ca rezultate ale cercetarii si prin,
folosirea de tehnica statistica - se ajunge la o estimare de
fiabilitate. Acest lucru trebuie sa se intample intotdeauna in urma unui
test de calificare.
Daca un dispozitiv este destinat unor
utilizari diferite, este evident ca fiecarei utilizari ii
corespunde o anumita stare a dispozitivului, deci situatia acestuia
variaza in functie de utilizare. De exemplu, daca un sistem are
mai intai un regim de asteptare, urmat de exploatarea efectiva,
fiabilitatea sistemului pentru o utilizare determinata depinde de
fiabilitatea ambelor moduri de exploatare si de durata fiecaruia din
ele.
0.4.2. Evaluarea posibilitatilor
Ori de cate ori se studiaza un sistem, trebuie
sa se tina seama si de specificatiile lui
functionale, care contin si clauze de fiabilitate. Chiar inainte
de a efectua un studiu detaliat, este nevoie sa se examineze principiile
generale ale viitorului proiect, verificandu-se compatibilitatea acestor
principii cu obiectivele de fiabilitate propuse. Studiul semnului, marimii
si cauzelor diferentelor intre obiectiv si previziunea
initiala vor permite determinarea - inca de la inceput - a
actiunii necesare. Daca obiectivele depasesc cu mult
previziunile, este normal sa ne gandim ca proiectul nu va fi
realizabil si ca este nevoie sa se revada in intregime ori
principiile generale, ori obiectivele, sau amandoua.
Pe de alta parte, daca previziunile sunt
foarte optimiste in comparatie cu obiectivele, putem avea mare incredere
in proiect, fara sa fim insa condusi la suprimarea
programului de fiabilitate (daca increderea ii reduce amploarea), ceea ce
este normal si economic. Daca previziunile si obiectivele sunt
destul de vecine, trebuie sa avansam proiectul prin eforturi
deosebite in domeniul incercarilor, al examenelor de proiect cat si a
altor elemente ale programului de fiabilitate.
0.4.8. Previziuni de mentenanta
Previziunile de fiabilitate permit si evaluarea
sarcinii de mentenanta in caz de depanare si volum de piese de
schimb care ar trebui prevazut pentru a face fata
defectarilor aleatoare ale unui parc echipamente (sisteme). Pe de
alta parte, in cursul acelorasi previziuni, indicarea componentei
care inregistreaza degradari progresive si necesita o
inlocuire sistematica permite sa se precizeze sarcinile de
mentenanta programata.
0.5. Etape in previziunile de fiabilitate
Cum studiul fiabilitatii se
desfasoara paralel cu dezvoltarea proiectului insusi,
diferitele etape a previziunilor de fiabilitale vor corespunde diferitelor
etape de dezvoltare ale sistemului. Fie, de exemplu, cazul unui sistem pentru
care se pot distinge patru etape de dezvoltare, corespunzand stadiilor de
anteproiect, proiect, prototip de definitie, prototip industrial. Vom
prevedea deci patru etape de previziuni corespunzatoare, care vor putea fi
completate printr-o previziune complementara dupa incercarea de
calificare din ultimul stadiu de dezvoltare. Din punctul de vedere al naturii
lor, previziunile pot fi grupate in trei mari clase:
- previziunile initiale - care preceda
elaborarea anteproiectului;
- previziunile intermediare - care preceda
elaborarea proiectului si a prototipului de definitie;
- previziunile finale - corespunzand dosarului
prototipului industrial.
0.5.1. In mod normal, previziunile initiale
trebuie facute de indata Ge specificatiile au precizat obiectivele
de fiabilitate ale sistemului. Scopurile urmarite pentru aceasta
etapa sunt (i) estimarea caracterului realist al obiectivului indicat
si (ii) o repartizare initiala a obiectivelor fiabiliste ale
subansamblurilor. in acest moment nu exista decat foarte putine
detalii asupra proiectului si deci nu putem sa ne asteptam
la o mare precizie a previziunilor. In general, ele nu permit identificarea
problemelor de fiabilitate; in ciuda impreciziei lor, ele pot avea o
influenta destul de importanta asupra continutului
proiectului si asupra alegerii principiilor care vor fi aplicate pentru a
tinde catre obiectivului specificat. Ele vor servi la asigurarea
angajamentelor anuntate prin specificatiile produsului.
0.5.2. Previziuni intermediare
Pe masura ce studiul sistemului
avanseaza, alcatuirea proiectului devine din ce in ce mai
precisa iar previziunile initiale se rafineaza. Descompunerea,
devenind din ce in ce mai fina, permite o mai buna analiza a
previziunilor care ar putea pune in evidenta probleme de fiabilitate,
mergand pana la constatarea insuficientei datelor numerice pentru
componente sau organe particulare si pana la insuficienta
anumitor specificarii (de exemplu, mediul inconjurator; definirea
precisa a intrebuintarii sistemului sau a furniturilor). Aceste
previziuni - tinute la zi si sprijinite pe incercarile
anterioare de subansambluri sau de machete - constituie un element important
ale examenelor periodice ale proiectului ("design review").
0.5.3. Previziunile finale urmeaza previziunilor
intermediare succesive si corespund dosarului sistemului transmis in
fabricatie. Ele sunt, asadar, cea mai buna estimare de
fiabilitate inainte de efectuarea incercarilor de calificare a
prototipurilor industriale. Faptul ca ele se cheama "finale", nu
implica faptul ca aceste previziuni sunt ultimele, care nu vor mai fi
revizuite. Daca - de exemplu - in cursul incercarilor de calificare
va trebui sa revizuim anumite parti ale proiectului, cu scopul
de a imbunatati fiabilitatea, va trebui sa actualizam
previziunile finale, caci ele trebuie sa corespunda intotdeauna
estimarii fiabilitatii potrivit dosarului transmis pentru
fabricatie.
0.6.2. Caracteristici de defectare
Cu scopul de a pune in evidenta
defectarile totale - imputabile
materialului, singurele care conteaza pentru evaluarea
fiabilitatii - si, separat, defectarile minore, care nu conduc la
imposibilitatea functionarii materialului, MIL-HDBK-217 a fost primul
manual in care s-a facut o clasificare a caracteristicilor de defectare.
In sistemele informatice este esential sa
facem caracterizarea precisa a erorilor sau defectarilor intalnite,
caci materialul informatic nu functioneaza niciodata
singur, ci in permanenta legatura cu omul si cu furnituri
exterioare (suporturi de informare, mai cu seama), care pot sa
provoace functionari defectuoase. Pentru materialele informatice
distingem:
1) Defectarile (penele) sistemului insusi.
Ele pot fi cataleptice (cand orice functionare a sistemului este
imposibila si cand o actiune de reparatie este imediat
necesara) sau minore (cand
se defecteaza un organ secundar, ne-esential pentru functionare,
si a carui reparatie poate fi efectuata mai tarziu; de
exemplu, o lampa de semnalizare).
2) Incidentele (opriri de durata foarte
scurta a functionarii materialului, corespunzand - in general -
unei interactiuni intre suportul informatiei si sistem).
Repunerea in ordine dupa un incident este in mod obligatoriu de
competenta operatorului si nu trebuie sa conduca la
schimbarea vreunei piese sau componente, la demontarea sau reglajul altora (cu
exceptia celor care sunt special indicate). De exemplu, depunerea de praf
pe discul CD-ROM si imposibilitatea citirii discului din aceasta
cauza constituie - in general - un incident.
3) Erorile (alterari aleatoare ale
informatiei a caror origine este - in general - necunoscuta) pot
fi subdivizate in doua grupuri, in functie de compozitia
materialului sau de programarea prevazuta:
■ erori detectate (daca masina
comporta un dispozitiv fizic pentru detectie si semnalizare; sau
daca interzice transferul informatiei eronate; sau daca
programarea comporta operatii de control adecvate);
■ erori nedetectate (in caz contrariu).
0.6.4. Metode si procedee de previziune
Lucrarile care trebuie efectuate in cursul
previziunilor de fiabilitate pot fi descompuse in trei mari categorii
(definitii, analiza, sinteza), care pot fi divizate, in
continuare, dupa cum urmeaza:
Definitii. Sistem; defectari; conditii de utilizare;
conditii de mentenanta.
Analiza. Stabilirea de scheme-bloc (model functional);
stabilirea functiei de fiabilitate (model
matematic); stabilirea listei de componente.
Sinteza. Determinarea
solicitarilor componentelor; determinarea ratei de defectare (sau a
fiabilitatii componentelor); calculul ratei de defectare (sau a
fiabilitatii blocurilor); calculul de fiabilitate al sistemului.
0.6.9. Stabilirea schemei-bloc de fiabilitate
(generalitati)
O diagrama de fiabilitate poate fi
considerata ca fiind o schema logica care descrie efectul
defectarilor componentelor asupra capacitatii sistemului de a-si
indeplini functiile. Componentele a caror defectare provoaca o
defectare a sistemului, vor fi reprezentate in serie cu celelalte componente;
cele a caror defectare nu provoaca defecarea sistemului decat in
combinatie cu alte componente, vor fi reprezentate in paralel cu acestea
din urma.
Diagrama de fiabilitate seamana adesea cu o
schema functionala; in realitate insa, ea difera
fundamental de o asemenea schema, in privinta scopurilor
urmarite. Aceasta face ca cele doua tipuri de scheme sa nu fie
interschimbabile. intr-adevar, scopul schemei functionale este de a
descrie secventele de functiuni care trebuie indeplinite si
modul cum inainteaza semnalele. De aici rezulta ca acele
componente care sunt montate in paralel, sunt efectiv reprezentate in paralel.
Dimpotriva, intr-o diagrama de fiabilitate nu este totdeauna
neaparat necesar nici ca blocurile sa fie ordonate in ordinea
functiilor, si nici sa reprezentam modul cum avanseaza
semnalele; componentele montate in paralel nu vor fi reprezentate astfel decat
daca defectarea uneia din componente nu provoaca defectarea
sistemului.
Inainte de a stabili diagrama propriu-zisa, va
trebui sa determinam nivelul de complexitate al asamblarilor
componentelor care vor trebui reprezentate sub forma de blocuri separate. Se
intelege de la sine ca - in cazul sistemelor complexe - este
preferabil sa adoptam un nivel de analiza din ce in ce mai fin,
realizand mai multe diagrame. Vom inceta decupajul in momentul in care
blocurile reprezinta asamblari a caror complexitate este destul
de mica, astfel incat fiabilitatile lor (sau ratele lor de
defectare) sa poata fi estimate plecand direct de la datele
existente. Dupa cum se vede, fara a cunoaste in
amanunt sistemul studiat, va fi greu - daca nu imposibil - sa se
indice reguli precise cu ajutorul carora sa se poata delimita
diferitele blocuri. Pe de alta parte, descompunerea aceasta este
susceptibila sa evolueze in timpul desfasurarii
normale a studiului, ca urmare a cunoasterii - treptat mai bune - a
fenomenelor. Se poate spune, totusi, - ca o regula generala -
ca este preferabil sa se
limiteze complexitatea blocurilor astfel incat acestea
■ sa nu contina componente
apartinand mai multor ansambluri functionale;
■ sa nu contina piese - sau
grupuri de piese - studiate (sau realizate) de fabricanti diferiti.
(Acesta nu este, fireste, cazul componentelor electronice produse in
masa; cu toate astea, si aici s-ar putea pune problema
identitatii fiabilitatilor pentru componente vandute sub
aceeasi denumire, realizate insa de catre fabricanti
diferiti, care utilizeaza - in plus - procedee diferite.)
■ sa nu contina in acelasi
timp componente a caror fiabilitate sa nu depinda de varsta
si componente a caror rata de defectare sa depinda de
varsta;
■ sa nu contina decat piese care
sa aiba acelasi grad de utilizare (acelasi raport al
timpilor de functionare).
Adeseori nu este cu putinta sa
indicam - pe o schema - toate informatiile necesare
intelegerii diagramei. in asemenea cazuri este important sa
semnalam - prin notatii adecvate - punctele importante" (nu totdeauna
evidente) ale diagramei, cum ar fi, de exemplu, anumite tipuri de
redundanta. Asa, de pilda, va trebui sa spunem
daca defectarea unuia din elementele redundante micsoreaza
performantele sau fiabilitatea unei alte componente (datorita
maririi solicitarilor), timpii de functionare ai blocurilor sau
intervalele de timp intre inlocuiri (daca acestea sunt fixate) etc. in
cazul stabilirii functiei de fiabilitate, problema esentiala
este de a exprima matematic - si apoi de a rezolva - relatia dintre
fiabilitatea sistemului si fiabilitatile blocurilor reprezentate
in diagrama (sau diagramele) stabilite anterior.
0.6.12.
Determinarea ratelor de defectare
a)
Determinarea fiabilitatii componentelor
Daca dispunem de surse bune (MIL-HDBK-217, CNET
etc.) si suficient de recente de informare pentru ratele (constante) de
defectare, va fi destul de usor sa calculam - pentru majoritatea
componentelor - care va fi rata de defectare prevazuta, tinand
seama de indicii de solicitare. Cum datele trebuie reactualizate si
tinute "la zi", aceasta va fi sarcina serviciului (sau departamentului) de
fiabilitate: el va trebui sa publice documente generale cu privire la
ratele de defectare care vor trebui utilizate in calculele previzionale.
Datele privind componentele cu rate variabile de
defectare sau componentele destructibile (fuzibile, buloane explozive etc.)
sunt furnizate - in general - sub forma de probabilitati de
supravietuire (pentru aceasta, trebuie facuta o mentiune speciala
in listele de componente). Daca nu dispunem de date repertoriate, sau
daca dispozitivul respectiv este nou, va trebui sa procedam la
teste prealabile.
b) Calculul ratelor de defectare sau a
fiabilitatii blocurilor si a sistemului
Dupa ce am obtinut - fie si
partial - ratele de defectare sau fiabilitatea prezisa a
componentelor diferitelor blocuri, tinand seama de redundante
(daca ele exista), vom nota cu grija, pentru fiecare bloc,
ratele de utilizare adoptate pentru previziune (ca sa putem tine
seama de ele in calculul de fiabilitate al sistemului).
Cu calculul de fiabilitate prezisa se
termina misiunea previziunilor de fiabilitate; in functie de
complexitatea si configuratia sistemului, de ratele de utilizare ale
diferitelor blocuri etc. vom putea face fie un calcul global al ratei de
defectare - din care vom putea deduce imediat valoarea lui MTBF - fie (in cazul
redundantei sau a ratelor variabile de defectare) vom calcula un
numar suficient de valori de fiabilitate pentru diferite valori ale
timpului de exploatare, astfel incat sa putem determina MTBF prin
integrare (grafica sau numerica) a functiei de fiabilitate.
Daca sistemul contine
redundante, va trebui sa tinem seama de faptul
acesta pentru a evalua corect probabilitatea de defectare a sistemului.
Daca insa nu ne intereseaza decat numarul de defectari
(pentru a cifra cheltuielile de mentenanta corectiva), nu
trebuie sa tinem seama de redundante la nivelul subsistemelor.
Asa, de pilda, doua dispozitive de derulare de banda
magnetica utilizate in redundanta intr-un sistem vor avea - la
nivelul sistemului - o fiabilitate data de relatia Rsistem = 1 - (1 -
Rd)2, unde Rd este fiabilitatea unui dispozitiv de derulare.
La nivelul echipamentului, fiabilitatea va fi Rechip
= (Rd)2.
Disponibilitate
Disponibilitatea se noteaza cu A(t) - de la
cuvantul englez availability - si
reprezinta masura gradului in care un sistem este utilizabil - la un
moment dat - si pentru care utilizatorul poate sa se angajeze, pentru
o anumita misiune. Adesea ea este numita disponibilitate operationala. Ea depinde de doi
factori, caci este functie de timpul de functionare (factor de
fiabilitate) si de timpul de indisponibilitate (factor de
mentenabilitate). Disponibilitatea unui echipament reprezinta,
asadar, aptitudinea sa - la un moment oarecare, dat - de a indeplini o misiune ceruta, in
conditii date de utilizare, de mediu si de
mentenanta.
Pentru sistemele electronice complexe este important
sa asiguram disponibilitatea instalatiilor in orice moment; in
prezent, ea este obtinuta prin ansamblul fiabilitate-mentenanta-reinnoire. Cum prevederea
defectarilor si - mai cu seama - localizarea lor in timp sunt
extrem de dificile, intretinerea preventiva a fost abandonata,
caci - contrar scopului urmarit - trebuia sa se
mareasca rata de defectare a unui material electronic sofisticat.
Caile utilizate astazi pentru obtinerea unei
disponibilitati avansate a sistemelor sunt:
■ dezvoltarea fiabilitatii, a
alarmelor, a supravegherii permanente si a mentenabilitatii
materialului;
■ punerea la punct a mentenantei
corective;
■
reinnoirea prevazuta - si calculata - a subansamblurilor
sau a elementelor [0.6].
Experienta
recenta arata ca aceste cai sunt juste si asigura
o foarte buna disponibilitate a materiali electronic.
Disponibilitatea
ar mai putea fi definita drept probabilitatea ca un procentaj prezis de
opera avand durata T, sa nu aiba vreo defectare care sa nu
poata fi reparata (datorita mentenabilitatii in
rastimpul de reparare t permis. Aceasta probabilitate este adesea
denumita disponibilitatea misiunii; la nivelul unui sistem, putem scrie:
AE
= l - exp(-μt)[l - exp (-λT)] , deci AE = 1 - Qm ּ Q.
Legea produsului poate fi aplicata la
disponibilitatile unui echipament, ceea ce ne permite obtinem
disponibilitatea sistemului; daca echipamentele sunt montate in serie, vom
avea
AE
= AE1AE2 . Aen.
Urmand
aceeasi filozofie, pentru disponibilitatea unui sistem redundant paralel
vom putea scrie
AE
= 1 - exp (- μt) [1 - exp (-λT)]2 = 1 - Qm Q2.
Independent
de expresia utilizata, mentenabilitatea M are o importanta
influenta asupra valorii disponibilitatii. in general,
componentele si echipamentul sunt cele mai fiabile posibile, iar orice
imbunatatire ulterioara
a fiabilitatii va costa extrem de scump. De aceea, aplicarea
tehnicilor mentenabilitatii efective este adesea factorul cel mai
important pentru ameliorarea disponibilitatii.
0.7.2.
Notiunea de "functionare degradata"
Fig.
0.20 pune in evidenta posibilitatile de "functionare
degradata" si diferitele niveluri de disponibilitate ale unui sistem
de automatizare de conducte petroliere care pot fi afectate. Dupa cum se stie, sistemele informatice
sunt foarte complexe; adeseori pentru o configurare sunt necesare mai multe
misiuni independente, insa anumite parti ale configurarii
pot fi utilizate pentru mai multe misiuni diferite.
La nivelul structurii unei configurari, va fi
necesar sa ne ocupam in mod prioritar de misiunea principala
care are o rata de disponibilitate impusa (sau optima - in
functie de caz). Vom putea intelege notiunea de "degradat" in
sensul ca una sau mai multe misiuni secundare
nu pot fi asigurate, cu conditia "sine qua non" insa, ca
misiunea principala sa fie asigurata. Vom
spune in acest caz ca sistemul functioneaza in mod degradat.
Misiune
Misiune Misiune Misiune
principala
secundara secundara secundara
Disponibilitate
inalta Disponibilitate buna Disponibilitate medie
Fig. 0.20. Exemplu de functionare degradata
0.7.3. Implicatiile disponibilitatii
Misiunea pentru care a fost conceput sistemul
comporta exigente de disponibilitate. imbunatatirea
disponibilitatii se va face prin micsorarea numarului de
interventii de mentenanta si - dupa cum se poate vedea
din fig. 0.21 - aceasta va avea implicatii asupra conceptiei si
asupra politicii de mentenanta.
0.7.4. Costul mentenantei corective
Costul mentenantei corective Cmc poate fi
calculat cu ajutorul formulei
CMC = (NC x MOC x CC)
+ (NC x MM) + (NC x CG x Nam), (0.81)
unde
NC este numarul de actiuni de
mentenanta corectiva,
MO este numarul mediu de ore de manopera de
mentenanta corectiva,
Cc este costul orei de mentenanta
corectiva,
MM este costul mediu al manipularii
materialului,
CG sunt cheltuielile generale de preparare si de
documentare,
Nam, este numarul de ateliere de
mentenanta corectiva.
Fig. 0.21 Implicatiile disponibilitatii
Fiecare
din aceste costuri va trebui descompus si calculat in acelasi fel cu
ajutorul unor programe specializate de software, astfel incat sa se
poata calcula costul global de stapanire.
0.7.5. Alocarea disponibilitatii
Scopul unei estimari prezise a
disponibilitatii unui sistem consta - in majoritatea cazurilor -
in optimizarea arhitecturii sale, tinand seama de diferitele costuri ale
fiecarei solutii. In asemenea cazuri cautam cel mai bun
compromis disponibilitate / cost.
Un alt caz de calcul al disponibilitatii
prezise este furnizat de obligatia de a garanta utilizatorului - prin
contract - disponibilitatea sistemului respectiv. In anumite cazuri extreme,
furnizorul va putea chiar sa fie remunerat pentru serviciile sale, in
functie de rezultatul de disponibilitate masurat efectiv.
Cat priveste practica, este necesar sa
utilizam o metoda de calcul simpla care sa permita
pregatirea rapida a cifrajului disponibilitatii sistemului,
astfel incat sa putem determina foarte repede mai multe solutii ale
configurarii.
0.7.7. Elaborarea diagramei de disponibilitate
Interesul unei asemenea diagrame este de a permite o
descriere analitica a oricarui sistem. Oricare ar fi complexitatea
sistemului (de la structura serie si pana la structurile cele
mai sofisticate), etapele elaborarii diagramei de disponibilitate vor fi
urmatoarele:
definirea misiunilor cerute, globale si
partiale;
pentru fiecare misiune: definirea blocurilor
functionale care contribuie la realizarea misiunii;
pentru fiecare bloc functional: estimarea
caracteristicilor de fiabilitate (MTBF) si de mentenabilitate (MTTR);
inlantuirea blocurilor functionale
astfel definite, in functie de caile
de disponibilitate care permit realizarea fiecarei misiuni.
Fig. 0.23. Exemplu de diagrama de disponibilitate
Generalizand acest principiu la ansamblul diagramei
de disponibilitate, va fi posibil sa exprimam disponibilitatea
fiecarui bloc functional, sa tratam rezultatele cu ajutorul
legilor de probabilitate - in functie de inlantuirea blocurilor
- si sa deducem o probabilitate globala pentru ansamblul
sistemului. Fig. 0.23. reprezinta un exemplu de diagrama de
disponibilitate.
Un drum de disponibilitate elementara este
constituit dintr-un lant de blocuri elementare in serie. Redundantele
sunt indicate prin punerea in paralel de blocuri elementare. Atat
extremitatile dipolului (A, F), cat si nodurile (B, C, D, E)
sunt marcate pe schema din fig. 0.23.
0.7.8. Rezolvarea diagramei de disponibilitate
Intr-o diagrama de disponibilitate vom gasi
diferite structuri: serie, paralel, k
din n si structuri
complexe "in punte".
Fig. 0.25. Diagrama de disponibilitate a unei structuri in paralel
Fig. 0.24. Diagrama de disponibilitate a unei structuri serie
Pentru structurile in serie (fig. 0.24) disponibilitatea globala este
A = 
Pentru structurile in paralel (fig. 0.25)
disponibilitatea globala este
A = 
Pentru structurile k din n elemente identice (fig.
0.26) - unde k reprezinta numarul maximal tolerat de elemente
indisponibile simultan -, disponibilitatea globala este
A = 
Pentru structurile in puncte (fig. 0.27) care nu sunt reductibile, rezolvarea lor
nu se poate face decat prin metoda structurilor arborescente, reprezentand
grafic toate drumurile posibile.
Fig. 0.26. Diagrama de disponibilitate a unei structuri k din n elemente
identice
Fig. 0.27. Diagrama de disponibilitate a unei structuri in punte
1. Fiabilitatea sistemelor [1.1][1.14]
Un "sistem" reprezinta
un ansamblu - integrat sau nu - de elemente
intre, care exista relatii deterministe, precum si
totalitatea acestor relatii (cum
ar fi un aparat, un element constructiv inchis, un echipament, o
instalatie complexa etc). Fiabilitatea
unui sistem presupune o capacitate probabila de functionare,
pe o durata determinata de timp in cadrul careia notiunea
de calitate se refera la o
stare momentana si nu la comportarea viitoare a sistemului. Din
pacate, exista inca o oarecare confuzie asupra relatiei
intre termenii "fiabilitate" si
"siguranta in
functionare", care sunt considerati echivalenti. De fapt,
fiabilitatea unui sistem este legata de pura sa capacitate de buna
functionare, in timp ce siguranta in functionare se refera
la intreaga sfera din jurul sistemului: microclimat, personal care
deserveste sistemul, alte sisteme aflate in legatura cu acesta
etc. Este, in general, o idee acceptata ca prin cresterea
fiabilitatii unui sistem, creste si siguranta sa in
functionare.
Sub denumirea de "fiabilitatea produselor tehnice"
intelegem proprietatea produselor de a corespunde - in anumite limite date
- cerintelor implicate de scopul pentru care au fost concepute,
cerinte care presupun mentinerea proprietatilor produselor
pe o perioada de timp data. Cu cresterea numarului de
elemente si cu cresterea complexitatii, fiabilitatea
sistemului scade. Din acest motiv realizarea fiabilitatii dorite la
produsele realizate cu ajutorul tehnicii si tehnologiilor moderne
reprezinta o problema mult mai greu de rezolvat decat in cazul
produselor tehnice realizate cu tehnica primitiva a timpurilor de
odinioara. Alaturi de costurile de fabricatie si de
parametrii tehnici si fizici ai produsului respectiv, fiabilitatea este un
factor hotarator de evaluare. Tehnica fiabilitatii - ca domeniu
de specialitate - are sarcina de a recunoaste din vreme toate
posibilitatile de defectare, sa descopere cauzele si
sa prevada "comenzile" / masurile care sa impiedice
aparitia" defectarilor. Activitatile principale ale unui
inginer fiabilist depind de natura produselor care urmeaza sa fie
fabricate. Astfel, de exemplu, fabricantul de componente electronice seva
preocupa de fizica mecanismelor de defectare si - pe aceasta
baza - va trebui sa gaseasca o tehnologie care sa poata
asigura o fiabilitate optimala a componentelor. Dimpotriva, misiunea
principala a fabricantului de aparatura si instalatii
electronice este de a realiza - cu ajutorul componentelor pe care el nu le
poate influenta, practic, in nici un fel si care au o fiabilitate destul
de mica - sisteme tehnice cu o fiabilitate impusa (de obicei
ridicata).
Cum ne ocupam de fiabilitatea sistemelor, fig.
1.1 ne va ajuta sa stabilim principalele domenii partiale.
Fiabilitatea sistemelor

Analiza fiabilitatii
Elaborarea sistemelor Sensibilitatea Mentenanta si Teoria
- cu doua stari cu
fiabilitate optimala parametrilor intretinere redundantei
- cu numar finit de stari
- cu numar infinit de stari
Fig. 1.1. Domenii partiale importante ale teoriei
fiabilitatii sistemelor
Baza
tehnicii fiabilitatii sistemelor o formeaza analiza fiabilitatii. Orice
sistem tehnic trebuie sa poata fi analizat in privinta
fiabilitatii sale cu ajutorul unor modele matematice. Analiza
fiabilitatii si disponibilitatii sistemelor reparabile se face cu ajutorul
proceselor stocastice
(procese de innoire, procese Markov, semi-Markov, procese regenerative generale
si procese neregenerative speciale). Cercetarea comportarii in timp a
sistemelor reparabile cuprinde intregul spectru de la simplul proces Poisson
pana la complicatele procesele stocastice neregenerative. Un rol
hotarator in legatura cu procesele aplicabile il au
presupunerile privitoare la functiile de distributie a timpilor
fara defectare si timpilor de reparatie. Daca ratele de defectare si de reparare
sunt constante (de exemplu), analiza se poate face, oi procese Markov omogene
in timp. Generalizarea ratelor de reparare conduce la procese care au numai
putine stari regenerative. in majoritatea cazurilor aceste procese
contin procese semi-Markov, cu ajutorul carora se poate efectua
analiza. Generalizarea ratelor de reparare sau a celor de defectare conduce, de
regula, la procese neregenerative. Punctul de plecare pentru toate
cercetarile este format - in afara de functiile de
distributie ale timpilor fara reparatie - de diagrama bloc
de fiabilitate. Fiabilitatea si disponibilitatea vor fi calculate in
functie de timp. Daca sistemul nu contine redundante,
functia de fiabilitate ramane aceeasi, independent daca
tinem seama sau nu de restabilirea functiunii. Problema se pune cu
totul altfel daca exista componente redundante. Spre deosebire de
analizele de fiabilitate, in cazul analizelor de disponibilitate sunt permise
intreruperile de functionare. in functie de intreruperile permise,
vom defini diferite disponibilitati.
Un caz simplu se prezinta cand avem de a face -
atat pentru componente, cat si pentru sistem -doar cu doua
alternative: functionare ireprosabila si defectare. Cazul
acesta poate fi analizat cu ajutorul modelelor de fiabilitate Boole.
Adesea
putem proceda in felul urmator: in fiecare moment t > 0 sistemul va avea una din numarul finit de
stari N = (z1, z2,.. zn). In fig. 1.2 au fost reprezentate - in functie de
timp - doua stari posibile ale unui sistem oarecare, iar in fig. 1.3
se poate vedea diagrama de stare a aceluiasi sistem. Cele n noduri ale grafului reprezinta
stari ale sistemului; sagetile arata ca o trecere
dinspre nodul initial catre nodul-tel al ramurii respective este
posibila.
Examinarea fiabilitatii ar trebui sa
procure raspunsul la urmatoarele intrebari:
a) Dupa cat timp se gaseste sistemul
intr-o anumita stare definita?
b) Cat de mare este distanta in timp dintre
doua treceri succesive intr-o anumita stare?
c) Cata vreme ramane sistemul intr-o
anumita stare?
Fig. 1.2. Starea sistemului in functie de parametrul t.
Cu exceptia catorva (putine) cazuri
deosebite, pentru a gasi raspunsurile cautate nu se poate folosi
decat calculul probabilitatilor . De aceea apare ca rational sa se
interpreteze starea Z(t) a sistemului la timpul t ca o marime aleatoare, care poate sa ia valori din
multimea N de stari. Adesea procesul [Z(t); t ≥ 0] poate fi aproximat ca fiind un proces omogen
semi-Markov.
1.1. Nefiabilitatea misiunii
Daca notam cu Q(t, ) probabilitatea ca o componenta (fara pana inainte
de t) sa se defecteze
intre t si t + , vom putea scrie
Q(t,θ)
= [F(t + θ) - F(t)] / R(t) (1.1)
insa Q(t, ) se poate scrie sub forma
Q(t,
θ) = l - [R(t, θ) / R(t)], (1.2)
unde [R(t, ) / R(t)] este fiabilitatea misiunii R(t, ) a carei valoare este
R(t,
) = exp - [ - (1.3)
(1.3)
Fig. 1.3 - Reprezentarea trecerilor posibile intre
diferitele stari ale sistemului cu ajutorul diagramei de stare
Cand fiabilitatea este exponentiala,
fiabilitatea si nefiabilitatea misiunii nu depind decat de durata a misiunii (si nu mai depinde de momentul t de la inceputul misiunii).
R(t, θ) = exp (λ0θ) = R(θ). (1.4)
1.2. Proprietatile distributiei
Bernoulli (tragere la sorti)
Sa consideram doua urne U1 si U2;
urna U1 contine N1 bile din care N1R1 sunt marcate R1 si N1C1 sunt
marcate Q1 (cu R1 + Q1 = 1 si 0 ≤ R ≤ 1). Aceleasi
conditii sunt valabile pentru urna U2.
Daca scoatem - la intamplare - din fiecare
urna cate o bila, vom obtine seriile de tragere la sorti R1R2
sau R1Q2 sau Q1R2 sau Q1Q2.
Se observa ca seriile posibilele tragere la sorti sunt termenii
dezvoltarii [R1 + Q1][ R2+ Q2].
Care va fi probabilitatea asociata unei serii
date de tragere la sorti - de exemplu R1Q2? Aplicand
teorema probabilitatii evenimentelor independente vom avea
pr = pr x pr = R1Q2. (1.5)
Probabilitatile asociate seriilor de
tragere la sorti sunt deci termenii dezvoltarii (P1 + Q1)
(P2 +
Q2).
Remarcam
ca suma acestor probabilitati este egala cu 1.
Daca
efectuam doua trageri la sorti succesive (o bila pentru
fiecare urna), rezultatul este in intregime cunoscut, caci
cunoastem
- ansamblul valorilor pe care poate sa-t ia
(seriile posibile de tragere la sorti),
- probabilitatea asociata la o valoare oarecare
din valorile precedente,
- si stim ca pi = 1.
Generalitati asupra fiabilitatii
unui sistem
Fie n elemente
(sau echipamente) E1, E2, En.
Cum Ri inseamna ca echipamentul
a trait intre t si t + si cum Ri = pr este
probabilitatea acestui eveniment; cum Qi inseamna ca
echipamentul a avut o defectare intre t
si t + si cum Qi = pr este
probabilitatea acestui eveniment (care respecta relatia Ri
+ Qi = 1), comportarea intre t
si t + a ansamblului acestor echipamente este
reprezentata de o serie de forma R1R2 Q3.Rn
care inseamna ca intre t si
t + echipamentele E1, E2 au supravietuit,
ca echipamentul E3 a "murit" si ca echipamentul En
a supravietuit.
Daca presupunem acum ca defectarea sau
supravietuirea unui element oarecare n-au nici un fel de
influenta asupra altor elemente, se poate afirma ca
a) seria comportarilor posibile este cea a
termenilor dezvoltarilor
[R1 + Q1][R2 + Q2] . [Rn + Qn]
b) probabilitatea asociata unei comportari
date se obtine prin suprimarea parantezelor drepte din expresia
comportarii considerate.
Fiabilitatea Rs (t, ) a unui sistem va fi obtinuta
■ numarand comportarile favorabile
ale ansamblului (cele care conduc la o functionare fara
defectare a sistemului intre t si t + θ ),
■ si facand apoi suma
probabilitatilor corespunzatoare.
1.4. Fiabilitatea a n componente in serie
Definitie: Se spune
ca - din punct de vedere fiabilist - un sistem compus din n elemente care
functioneaza simultan este in serie daca defectarea unui element
oarecare din cele n elemente conduce la pana generala a sistemului (fig.
1.4).
Fig. 1.4. Circuitul echivalent de
fiabilitate al unui sitem in serie,
in sensul fiabilist
Stabilirea
fiabilitatii sistemlui (Rs)
Daca avem n
elemente, comportarile posibile vor fi deci termenii produsului
[Rl +Ql ][R2 + Q2]..[Rn + Qn] (1.6)
primul
termen: R1R2R3.Rn
al doilea termen: R1Q2R3.Rn
ultimul termen: Q1Q2Q3Qn.
Printre toate aceste siruri, doar unul este
favorabil: primul. El exprima faptul ca nici o defectare nu s-a
produs in timpul misiunii. Probabilitatea corespunzatoare
R1R2R3.Rn (1.7)
nu este altceva decat fiabilitatea Rs a sistemului
Rs = R1R2R3.Rn (daca elementele sunt in
serie). (1.8)
Fiabilitatea
unui sistem este egala cu produsul fiabilitatilor elementelor;
ea este totdeauna mai mica decat fiabilitatea unui element oarecare,
component al seriei.
Cazul exponential. Daca admitem ca toate elementele au fiabilitate exponentiala e- i
formula devine
Rs = exp
= exp . (1.8a)
Daca un sistem este compus din n elemente in serie (fiecare avand o
fiabilitate exponentiala), atunci
a) fiabilitatea sistemului ramane exponentiala;
b) rata de defectare a sistemului este
λs = Σλi , (1.9)
- valoarea lui MTBF a sistemului este
MTBFS = 1 / Σλi , (1.10)
- iar fiabilitatea sistemului de-a lungul duratei este
Rs = exp [- ΣλS ∙ 9]. (1.8b)
Exercitiul 1.4
Sa
presupunem ca un automobil nu poate cadea in pana decat
daca se defecteaza un pneu, o bujie sau pompa de benzina.
Admitem ca - in anumite
conditii de utilizare - MTBF-ul unui pneu este de 20.000 km (iar
masina noastra are 4 pneuri), cel al unei bujii 25.000 km (iar
automobilul nostru are 4 cilindri, deci 4 bujii) iar cel al pompei de
benzina 100.000 km (iar masina noastra are - dupa cum bine
se stie - doar o pompa de benzina). Care va fiabilitatea unui voiaj
de 2000 km?
Rezolvare: Vom avea
λS
= (1/20.000) + (1/20.000) + (1/20.000) + (1/20.000) + (4/25.000) + (1/100.00) =
=
(37/100.000) km.
Fiabilitatea
misiunii este deci
R(2000
km) = exp [ - (37/100.000) x 2000] = exp (- 0,74) = 0,477.
Cu
alte cuvinte, daca 1000 automobile efectueaza un voiaj de 2000 km -
in conditiile enuntate de utilizare - va trebui sa ne
asteptam (in medie) ca 523 automobile vor cadea in
pana, iar 477 nu vor avea nimic.
1.5
Fiabilitatea unui sistem compus din n elemente in paralel
Se
spune ca un ansamblu de n elemente
care functioneaza simultan constituie un sistem in paralel - in sens fiabilist -
daca defectarea unuia din ele nu conduce la pana sistemului; elemente care
au supravietuit pot deci asigura continuitatea bunei functionari
(fig. 1.5).
Pentru a stabili fiabilitatea unui asemenea sistem,
vom relua tragerile la sorti ale lui Bernoulli; comportarile posibile
ale ansamblului sunt date de dezvoltarea (1.6)
[R1 + Q1][R2 + Q2]..[Rn + Qn] (1.6)
primul
termen: R1R2R3Rn
al doilea termen: R1Q2R3.Rn
ultimul termen: Q1Q2Q3-Qn-
Printre toate aceste siruri, doar unul este defavorabil: primul. El exprima
faptul ca toate cele n elemente
au "murit" intre t si t + . Toate celelalte serii de tragere la sorti -
care au macar un R - sunt toate favorabile. Probabilitatile
corespunzatoare se obtin prin suprimarea parantezelor drepte. Vom
putea deci scrie
Qs=QlQ2Q3 . Qn (Qs < Qi (1.7) sau
RS = l - QlQ2Q3 . Qn (1.8)
Fig. 1.5 - Circuitul echivalent de fiabilitate al unui sistem in paralel,
in sensul fiabilist
Fiabilitatea unui sistem in paralel multiplex simplu
este deci intotdeauna mai mare decat fiabilitatea unui element oarecare care
constituie sistemul.
- Rata momentana de defectare s a sistemului se calculeaza dupa formula
λs = - (1 /Rs )(dRs / dθ), iar MTBFs al
sistemului dupa formula
MTBFS
=
1.6. Cazul fiabilitatii exponentiale
Daca fiecare element al sistemului admite o
fiabilitate exponentiala, vom constata mai intai ca fiabilitatea
sistemului in paralel nu este o
fiabilitate exponentiala caci rata de defectare
momentana nu mai este independenta de timp. Asa dar, nu mai avem
dreptul sa scriem
MTBFS = 1/ΣλS. (1.10)
Daca sistemul este compus din n elemente identice
Rs = l - [l - exp (-
λt)]n
si
MTBFS
=
punand - .
[l - exp (-λt)] = u
ajungem
sa scriem
1/λ
sau
MTBFS = 1/λ [1 + 1/2 + 1/3 + + l/n].
Exercitiul 1.6.1
Fie un avion echipat cu patru motoare identice. Fie R
fiabilitatea unui motor pe
timpul duratei ; presupunem ca aceasta fiabilitate este independenta de
numarul de motoare in functiune. Se cere fiabilitatea unei misiuni de
durata 6 in urmatoarele conditii:
1) Nu se tolereaza nici o pana.
2) Se tolereaza maximum doua pene.
3) Nu pot fi tolerate doua defectari de
motor situate pe aceiasi aripa
Rezolvare
Fie avionul vazut de sus si ordinea
motoarelor - de la stanga la dreapta - 1; 2; 3; 4.
Comportarile posibile ale ansamblului celor
patru motoare sunt termenii de dezvoltare ai produsului
[Rl + Ql][R2 + Q2] [R3 + Q3][R4 + Q4] (1.6)
1) Cazurile favorabile sunt reprezentate de termenii
unde nu figureaza nici un Q. Nu exista decat un singur asemenea
termen: [R1R2R3R4]. Deci Rs = R4
Propulsia avionului este - in acest caz - un sistem in serie din punct de vedere
fiabilist.
2) Cazurile favorabile
sunt fie cele care
- nu contin nici un Q (deci 4 R) sau
- nu contin decat un Q (si 3 R) sau
- nu contin decat doi Q (si 2 R).
Putem numara insa mai repede cazurile
defavorabile (deci cele care contin sau 4Q sau 3Q). Este vorba de
[Q1Q2Q3Q4] Q1Q2(Q3Q4 + R3Q4) si de Q3Q4[Q1R2 +
R1Q2],
de unde Qs = Q4 - 4Q3R
= Q3(Q + 4R)
iar R = 1 - Q3 (Q + 4R) = 1 - (1 - R)3
(1 + 3R).
3) Cazurile defavorabile
sunt cele reprezentate
- fie de termenii ce contin Q1Q2
(motoarele 1 si 2 in pana).
- fie termenii care contin Q3Q4 (motoarele
3 si 4 in pana).
Este deci vorba de Q1Q2(R3
+ Q3)(R4 + Q4) fi de Q3Q4 [R1R2
+ R1Q2 + Q1R1).
Probabilitatea de neefectuare a misiunii este deci
(deoarece Ri + Qi = 1)
Qs = Q2 + Q2(R + 2RQ) = Q2 + Q2(l - Q2) = 2Q2 - Q4 .
si Rs = 1 - QS = l + Q4 - 2Q2 = R2[R2 - 4R + 4].
Exercitiul 1.6.2
De-a lungul vietii lor utile motoarele avionului
au fiecare un MTBF teoretic de 1000 ore. Misiunea are o
durata θ egala cu 20 ore. Care este probabilitatea de a indeplini misiunea?
Rezolvare
Calculam R (fiabilitatea de misiune a unui
motor).
Avem R( ) = R = exp(-20/1000) = 0,98,
de unde putem calcula fiabilitatile de
misiune pentru
1) Rs = R4 = 0,02237; .
2) Qs = Q3(Q + 4R) = Q3(4
- 3Q) cu Q = 2/100.
deci
Qs = [8/(100)3(4 - 6/100)] = 3152/(100)4 si
Rs = 0,99997.
3) Qs = 2Q2 - Q4 =
(2x4)/(100)2 - (16/100) = 79.984/(100)4 si Rs
= 1 - Qs = 0,99920.
Aceasta inseamna ca pentru 100.000 de
misiuni de o durata de 20 ore, trebuie sa ne asteptam ca, in
medie,
in
primul caz sa avem 92.237 misiuni fara defectare,
in
cazul al doilea: 99.997 misiuni fara defectare,
in
cazul al treilea: 99.920 misiuni fara defectare,
ipoteza
de lucru fiind ca fiecare motor
- functionand de 100.000 ori timp de 20 ore - ar da loc, in medie, la
98.000 de functionari fara pana (R = 0,98).
1.7.
Fiabilitatea unui sistem serie paralel
In
practica intalnim sisteme a caror structura nu este asa de
simpla (fie serie, fie paralel). Pentru a calcula fiabilitatea misiunii
insa, metoda folosita este aceeasi:
Daca
sistemul este alcatuit din n elemente,
am vazut ca exista 2n stari posibile de
comportare, fiecare din aceste stari fiind reprezentata de un termen
din dezvoltarea
[R1
+ Q1][R2 + Q2].][Rn + Qn] (1.6)
In acest caz va fi suficient sa
numaram termenii care conduc la o stare de functionare a
sistemului.
Exemplul 1.7
Consideram trei echipamente care
masoara unul si acelasi parametru; ele sunt legate la un al
patrulea element (fig. 1.6) care amesteca cele trei informatii
(cata vreme ele sunt corecte) si care suprima orice
informatie care i se pare incorecta.
Daca R1, R3, R4,
R5 sunt fiabilitatile de misiune ale echipamentelor, se
cere fiabilitatea sistemului.
Rezolvare
In acest caz vom avea de a face cu patru elemente;
starile lor posibile sunt termenii dezvoltarii
[R1 + Q1][R2 + Q2][R3 + Q3][Rn + Qn] (1.6)
Va trebui sa numaram fie cazurile care
conduc la o stare de functionare, fie la o stare de nefunctionare. In
cazul nostru, este mai usor sa numaram cazurile
defavorabile.
■ Sistemul nu furnizeaza nici o
informatie
- cand elementul Ei este defect,
- sau cand elementele E1, E3, E4,
E5 s-au defectat simultan.
Starile de defectare ale sistemului sunt deci
reprezentate de termenii dezvoltarii care contin
-fie Q1.
-fieQ3 Q4 Q5
adica Q1(R3 + Q3)(R4
+ Q4)(R5 + Q5) si R1Q3Q4Q5
Valoarea mobilitati de misiune a sistemului
este deci Rs = Q1 + R1Q3Q4Q5 iar valoarea fiabilitatii misiunii este
Rs = 1 - Qs = 1 - Q1
- R1Q3Q4Q5; Rs = R1(l -
Q3Q4Q5).
Fig. 1.6 - Schema dispozitivului de corectie
Din punct de vedere fiabilist, sistemul propus este
deci e achivalent unui sistem cu doua elemente in serie, unul avand
fiabilitatea (1 - Q3Q4Q5) - echivalent celor trei elemente in paralel - iar
celalalt de fiabilitate R1∙(l - Q3Q4Q5) ( R1
1.8 Previziuni valabile
insa analiza fiabilitatii sistemelor
tehnice nu se limiteaza la folosirea modelelor generale amintite din
teoria fiabilitatii. Iar marele avantaj al acestor modele (acela de a
nu a avea nevoie de informatii specifice asupra caracterului sistemelor
considerate, si deci nici de cunostinte stiintifice
specifice) este in acelasi timp si cauza naturala a limitelor
lor. De exemplu, la multe sisteme tehnice presupunerea pe care am facut-o
privind existenta unor stari discrete finite ale sistemului nu este
realista. Adesea, pentru a putea face o previziune valabila despre
capacitatea de functionare a unui produs de-a lungul unei perioade de timp
date, este neaparat necesar sa analizam - cu ajutorul unor
mijloace adecvate - modul fizic si tehnic de actionare al sistemului
si jocul de ansamblu al componentelor sale. Analiza si examinarea
detaliate ale unor sisteme concrete nu este posibila decat folosind metode
de lucru speciale apartinand acestui domeniu. Nu rareori, la anumite
sisteme, deosebim infinit de multe stari care pot varia in mod continuu.
Este deosebit de important sa sesizam
influenta schimbarilor parametrilor componentelor asupra parametrilor
sistemului. Aceasta constatare sta la baza unei noi teorii dezvoltate
in ultimii 25 ani, teoria sensibilitatii parametrilor.
In timp ce domeniile partiale ale
fiabilitatii sistemelor evocate pana acum examineaza doar
diferite aspecte ale analizei fiabilitatii, teoria redundantei
furnizeaza principii euristice pentru conceptia sistemelor fiabile
realizate cu componente relativ nefiabile, cu conditia de a folosi mai
multe componente decat sunt strict necesare pentru indeplinirea misiunii
incredintate. Aceste cheltuieli suplimentare pot fi folosite pentru
marirea fiabilitatii sistemului.
In sfarsit, se pot folosi cunoscutele metode ale
comenzii optimale (optimizare dinamica, principiul maximului etc.) pentru
conceptia sistemelor cu structura relativ simpla, astfel incat
ele sa satisfaca optimal criteriile de fiabilitate impuse.
Aceleasi metode sunt folosite la conceptia optimala a
strategiilor de mentenanta si de intretinere.
Un sistem este alcatuit dintr-un numar
finit de componente (sisteme partiale sau unitati constructive
elementare). Pentru fiecare componenta sunt permise doar doua
stari posibile: ori functioneaza ireprosabil, ori nu
functioneaza deloc. In acelasi fel, in cazul unui sistem,
distingem intre functionare perfecta si defectare. Orice
posibilitate a unei functionari partiale a sitemului sau a
componentelor lui este exclusa.
1.9. Analiza fiabilitatii sistemelor
In principiu, pentru analiza fiabilitatii
sistemelor se pot utiliza a) metoda statica
si b) metoda dinamica.
Daca presupunem ca sistemul trebuie sa lucreze
fara sa se defecteze intr-un anumit interval de timp si in
conditii de exploatare date, metoda utilizata pentru analiza
fiabilitatii sistemului este cea statica. In acest caz se utilizeaza principiile de
baza ale teoriei probabilitatilor.
Daca insa conditiile de exploatare ale
sistemului (sau marimea necesara a intervalului de functionare
fara defectare) nu sunt date, pentru analiza fiabilitatii
sistemului vom utiliza metoda dinamica.
In acest din urma caz se utilizeaza elementele de baza
ale proceselor aleatoare.
Tinand seama de specificul si
particularitatile fiecarui sistem (sau a fiecarei
utilizari concrete),
calculul fiabilitatii se face - in general
- in trei etape: a) proiectare; b) fabricatie si c) exploatare.
Calculul fiabilitatii are o deosebita importanta mai
cu seama in prima faza, cand proiectantul trebuie sa rezolve
doua probleme:
1) proiectarea unui sistem cu caracteristici date
(capabil sa realizeze anumite functiuni in conformitate cu
conditiile tehnice stabilite). Aceasta este problema principala;
daca ea nu poate fi rezolvata, orice alte cercetari sunt lipsite
de sens;
2)
proiectarea unui sistem fiabil in exploatare.
Sistemele
sunt constituite din unitati functionale
si din unitati constructive,
iar respectivele valori numerice ale parametrilor de fiabilitate se
determina relativ usor. Descompunerea aceasta nu este unica; ea depinde de modul de
analiza a fiabilitatii sistemului, de informatiile care ne
stau la dispozitie in privinta componentelor si despre
parametrii lor de fiabilitate etc.
Din punctul de vedere al fiabilitatii,
structura sistemelor este data de schema
logica de fiabilitate(modelul structural) - care poate (sau nu)
sa difere de schema bloc functionala a sistemului. Modelul structural pune in
evidenta legatura existenta intre fiabilitatea
fiecarei componente si fiabilitatea sistemului in ansamblu.
In general, fiecare componenta poate fi caracterizata printr-un numar
de parametri de functionare (ale caror valori sunt cuprinse in
interiorul limitelor de toleranta date). La randul lui, sistemul este caracterizat printr-un
numar de parametri; se considera ca sistemul este in stare de
functionare, daca valorile parametrilor sunt cuprinse in interiorul
limitelor date de standarde, caiete de sarcini, norme interne etc.
Variatia parametrului de iesire (in
exploatare) al sistemului (sau a componentei) este o functie
aleatoare. "Variatiile acestui parametru, dincolo de
limitele inferioare sau superioare ale tolerantelor a si b admise, se poate face fie prin salturi, fie prin variatii
continue ale parametrului dispozitivului. Problema centrala a determinarii
fiabilitatii unui sistem ar putea fi astfel formulata:
pentru fiecare componenta fiind date probabilitatile ca
parametrii caracteristici sa se afle in limitele de toleranta
impuse, sa se determine probabilitatea ca sistemul sa fie in stare de
functionare. Pentru rezolvarea problemei este necesar sa se
cunoasca relatiile dintre parametrii sistemului si parametrii
componentelor.
Cum un sistem se poate gasi intr-o multime
de stari, si cum pentru diferite stari calitatea realizarii de catre sistem a functiilor
sale este diferita, rezulta ca fiabilitatea sa pe intervalul de
timp t si pentru
conditii de exploatare , se determina cu ajutorul formulei probabilitatii totale.
R(t,  (1.11)
(1.11)
unde
Hi (t, ) este probabilitatea ca sistemul - aflat in
conditii de exploatare
sa se gaseasca in starea i, in decursul intervalului de timp t.
t este intervalul de functionare fara
defectare impus sistemului
k reprezinta numarul de stari posibile
ale sistemului
E(Hi) este eficienta[1]
starii i.
Daca - in cadrul sistemului studiat -
variatia parametrilor de iesire are loc in mod continuu, atunci fiabilitatea lui se
determina cu ajutorul formulei
R(t, ξ) =  (1-12)
(1-12)
unde E( ) este eficienta starilor sistemului
(caracterizate de valoarea parametrului E( ), iar W( , t, este
densitatea de probabilitate a parametrului , in momentul t,
in conditii de exploatare . In cazul unui sistem compus din n componente cu r stari posibile, pentru fiecare
componenta, exista m = rn
stari posibile ale sistemului, reprezentand suma ansamblului
starilor de functionare (operative) m1 si a ansamblului starilor de defectare.
Evident
m= m1 + m2.
In
mod obisnuit, problemele de fiabilitate ale sistemelor se studiaza in
ipoteza simpla ca fiecare componenta se poate afla doar in doua stari: starea de
functionare ("succes") si
starea de nefunctionare ("insucces").
In mod corespunzatorii
sistemul, in ansamblu, va avea doar aceste doua stari posibile.
Altfel spus, componentele sistemului
vor fi caracterizate prin probabilitatea de functionare pe sau prin
probabilitatile de nefunctionare qe; evident qe=
1 - pe. Sistemul este caracterizat prin probabilitatea de
functionare ps sau
prin probabilitatea de nefunctionare qe. Modelul structural reda in mod univoc
relatia dintre ps
(sau qs) si pe(sau qe). Gasirea expresiei analitice a acestei
relatii, a modelului matematic corespunzator sau a unor valori
numerice pentru p, dati (pornind de la modelul structural al sistemului),
constituie problema fundamentala a
analizei fiabilitatii sistemelor.
In ipoteza simplificatoare amintita anterior,
starea componentelor si sistemelor poate fi descrisa simbolic notand
cu "1" starea de functionare, si cu "0" starea de nefunctionare.
Pentru determinarea starii sistemului pe baza starii componentelor se
pot utiliza metodele logicii
matematice.
Daca sistemul este alcatuit din n componente, el este un sistem de
ordinul n, iar starea lui se
defineste printr-un vector cu n dimensiuni
W = ψ(w1,w2,,wn), (1.13)
unde
wi(i = 1, 2,, n) ia valoarea "1" (daca componenta i este in stare de functionare),
sau valoarea "0" (daca componenta i
este defecta). Asa dar starea sistemului este o functie
ψ de starile componentelor si este egala cu " 1" -
daca sistemul functioneaza - sau egala cu "0" - daca
sistemul este defect. Cu alte cuvinte, starea sistemului poate fi
caracterizata prin 2n vectori,
din care m1 corespund
starii de functionare fara defectari, iar restul (2n - m1) -
defectarii sistemului. Pentru calculul corect al fiabilitatii
sistemului este necesar ca indicii de fiabilitate ai elementelor sa fie
alesi corespunzator regimurilor reale de functionare si
conditiilor reale de exploatare a sistemelor. Totodata este necesar
sa fie definite corect defectarile componentelor si sistemelor. Fiabilitatea sistemului si a componentelor sale
depinde de defectarile acestora, adica
ps(t) = pc(t)pu(t)pr(t) , (1.14)
unde pc(t), pu(t), pr(t)
reprezinta respectiv probabilitatile absentei
defectarilor catastrofice, a defectarilor de uzura (sau
parametrice) si a rateurilor.
1.13. Testul MTBF
Cum ar trebui sa verifice un client (un
cumparator) - care doreste sa "mearga la sigur" -
ca o -valoare MTBF - indicata de fabricant - este realizata cu o
anumita probabilitate? Care sunt - in acest caz - sansele
fabricantului ca sistemul produs de el sa treaca cu bine
incercarile respective? Aceste doua intrebari contin
probleme care se refera la partile cele mai vulnerabile ale
calculelor si interpretarilor statistice. Pe de o parte, clientul ar
dori sa aiba o siguranta de previziune cat mai mare cu
putinta (risc mic al cumparatorului) ca valoarea MTBF
promisa va fi efectiv respectata. Pe de alta parte insa,
si fabricantul ar dori sa aiba un risc cat mai mic ca sistemul
cu pricina sa nu treaca cu bine testul MTBF. Fara sa
mai vorbim de faptul ca atat clientul, cat si fabricantul doresc
sa aiba un timp de test cat mai mic cu putinta.
Fig. 1.10. Functia de distributie (functia de
probabilitate a integralei) a distributiei Poisson, cu Nlt ca
variabila si i (numarul de defectari) ca parametru al
curbei.
Exercitiul 1.13.1
Sa presupunem ca cumparatorul
doreste sa aiba o valoare MTBF de 2000 ore (MTB-client).
Cata vreme ar trebui el sa testeze sistemul, daca el vrea
sa aiba o siguranta a previziunii de 85%, ca valoarea
MTBF ≥ 2000 ore;
tinand insa seama de faptul ca el ar vrea sa aiba
simultan timpul cel mai scurt de test si tolereaza cel mult o
defectare in acest timp de test
?
Rezolvare
Cumparatorul foloseste nomograma din
fig. 1.10 si citeste (pentru 85% si folosind curba
i = 1) valoarea Nλt = 3,4. Evenimentul "o detectare" se va produce cu o
probabilitate de 85% in intervalul 0 ≤ Nλt ≤ 3,4. Cu λ =
1/2000 ore, rezulta pentru timpul de test t = 3,4/(Nλ) = 6800 ore.
Daca in intervalul de 6800 ore de test nu se produce decat cel mult o
pana, atunci - cu o probabilitate de 85% - vom avea Nt / MTBF ≤ 3,4
sau MTBF ≥ NT/3,4 = 2000 ore.
Cum stam insa cu siguranta de
previziune a fabricantului?
Sa presupunem ca valoarea MTBF - client
este intr-adevar de 2000 ore. Din fig. 1.8 deducem (pentru Nλt = 3,4
si pe curba i ≤ 1) pentru probabilitate valoarea 15%. Aceasta
inseamna ca in interiorul intervalului de test de 6800 ore. cu o
probabilitate de 15%, 0 sau 1 defectari (a trecut cu bine testul), sau (cu
o probabilitate de 85%) vor avea loc doua sau mai multe pene (nu trece
testul). Asadar, daca valoarea MTBF-client = valoarea MTBF-fabricant,
"rezerva de teama" a clientului este egala cu riscul fabricantului.
Cat de mare ar trebui sa fie MTBF-fabricant,
astfel incat fabricantul sa treaca testul cu o probabilitate de 85%?
Pe nomograma din fig. l.8 citim (la 85% si pentru curba i ≤ 1) pentru
N t valoarea 0,69. Aceasta conduce la o valoare MTBF = (Nt) / 0,69 = 6800
ore / 0,69 = 9855 ore.
Valoarea MTBF-fabricant ar trebui asadar sa
fie cu un factor 4,9 mai mare decat valoarea MTBF-client si aceasta numai
daca si fabricantul are aceeasi sansa de a trece
testul.
Pentru
ca fabricantul sa nu supradimensioneze in asemenea masura
sistemul sau (fapt care s-ar traduce prin importante costuri suplimentare,
ceea ce - evident - nu-i convine nici clientului), testul va trebui altfel
conceput; cu alte cuvinte, timpul de testare - si deci numarul
tolerat de defectari - vor trebui marite.
Daca - in exemplul precedent - marim
numarul tolerat de pene la 8, vom avea urmatoarea situatie:
Pe curba i = 8 a nomogramei din fig. 1.8 (pentru 85%)
obtinem N t = 12. Aceasta conduce
la un MTBF-client de l/ = 2000 ore si la un test de 12/(N ) = 24000 ore (sau, de exemplu, 2400 ore pentru N =
10).
Daca si pentru fabricant vom presupune o
probabilitate de succes de 85%, urmeaza ca (pentru 85%, pentru curba
i ≤ 8 din fig. 1.8)
obtinem N t = 6. Vom avea deci un
MTBF-fabricant = (Nt)/6 = 24000 ore / 6= 4000 ore.
De data aceasta, MTBF-fabricant va trebui sa fie
doar cu un factor 2 mai mare decat MTBF-client, astfel incat atat pentru
client, cat si pentru fabricant sa existe o aceiasi
sansa de 85%. Altfel spus, va trebui sa alegem un timp de test
care sa conduca la conditii rezonabile pentru ambele
parti (fabricant si client). Nu are sens sa i se
demonstreze clientului o mare siguranta a previziunii intr-un timp
scurt de incercare, care sa oblige insa in acelasi timp
fabricantul sa-si supradimensioneze masiv sistemul (costuri
substantial mai mari). in sensul unei solutii optime din punct de
vedere al costurilor, este rational sa distribuim in mod echitabil
riscurile intre cumparator si fabricant. Pe acest
rationament se bazeaza si exercitiul urmator.
Exercitiul 1.13.2
Dupa cum rezulta din considerentele
precedente, expresia riscului clientului este
Rc = 
iar expresia riscului fabricantului este
RF =
l - 
Daca facem raportul λC / λF = MTBFF /
MTBFC = r, iar Rc = Rp rezulta
 = l -
= l -  (1.20)
(1.20)
1/λF = MTBFF : MTBF-fabricant;
1/λC MTBFC:
MTBF-client.
Ecuatia
(1.20) pune conditia egalitatii celor doua riscuri
(cumparator si fabricant). In fig. 1.11 sunt reprezentate
solutiile ecuatiei (1.20) sub forma unei familii de curbe, in
abscisa gasim riscul (egal pentru cumparator si pentru
fabricant), iar in ordonata factorul r (raportul dintre MTBF-fabricant
si MTBF-cumparator). Parametrul k al curbelor reprezinta
numarul tolerat de defectari care apar in timpul testului. Cu
ajutorul acestor curbe se pot usor controla calcule efectuate in
exercitiul precedent.
Intr-adevar,
pentru raportul MTBF-fabricant / MTBF-client citim (pentru un risc de 15% pe
curba k = 1) valoarea 4,9; iar pe curba k = 8, citim valoarea 2 (fig. 1.11).
Pentru
a arata inca odata ce rapid putem avea - cu ajutorul fig. 1.11 -
o vedere de ansamblu, vom mai face inca un exercitiu.
Fig. 1.11. Curbe pentru determinarea
testului MTBF, cu conditia ca fabricantul si cumparatorul
sa aiba acelasi risc. In abscisa este reprezentat riscul
(in %), iar in ordonata raportul MTBFF/MTBFC.
Parametrul k al curbelor reprezinta numarul tolerat de
defectari.
Exercitiul 1.133
Cumparatorul
ar dori (cu un risc de 20%) sa poata dovedi o valoare MTBF = 3000
ore.
Rezolvare
Daca
valoarea calculata de catre fabricant este MTBF = 6000 ore, va trebui
determinat timpul de test (deci fabricantul si cumparatorul vor
avea acelasi risc) asa incat sa aiba loc cel mult 5
defectari. Daca acest timp apare ambelor parteneri ca fiind prea
lung. s-ar putea ca fabricantul si clientul sa cada de acord
asupra unui risc de 25% si asupra unui timp de test in care sa se produca
un maximum de 3 defectari. Daca, totusi, pentru 3 pene s-ar putea pastra un risc de
20%, fabricantul va trebui sa incerce (de ex. folosind componente de
calitate superioara) sa obtina un MTBF de
2.4
x 3000 ore - 7200 ore.
Pentru 3 pene si un risc de 20% (respectiv o
sansa de succes de 80%) citim cu ajutorul fig. 1.8 Nλt = 5,5 iar
pentru timpul de incercare rezulta t = 5,5/Nλ = 5,3 x 3000 ore =
16500 ore
1.16.3. Probabilitatea de defectare; rata de
defectare
Sa consideram o functie de
supravietuire v(t) de tipul IIa: vom defini o "densitate de probabilitate
a duratei de viata" i(t) astfel incat
i(t)dt = pr = pr - pr fie
i(t) = d /dt = - dv/dt
sau inca v(t) =  (1.39)
(1.39)
Relatia (1.38) reprezinta probabilitatea ca
un sistem sa aiba o pana in intervalul [t, t+dt]. Figurile 1.24
si 1.25 dau doua aspecte caracteristice ale curbei i(t): tipul
exponential si tipul in forma de clopot, corespunzand curbelor
de supravietuire din fig. 1.18 a si b.
In cazul unei legi de tip I, care ia valori in N =
, probabilitatea ca sistemul sa aiba o pana la data
(n+1) este
Fig. 1.24. - Aspect caracteristic al
curbei i(t) de tip exponential
Fig. 1.25 - Aspect caracteristic al
curbei i(t) forma de clopot
pr = pr(t ≤ n + 1} - pr = Ф (n + 1) - Ф(n)
n = 0, 1. 2 (1.40)
cu pr = Ф(0);
pr = (1 - pr) - (1 - pr) = pr
= v(n) - v(n+l) n = 1,2,3. (1.41)
cu
pr = l - v(0)
regasim
Ф(n)
= pr + pr + + pr[T = n-1} + pr = pr (1.42)
si
v(n)
= pr + pr + = pr. (1.43)
Sa revenim la cazul unei legi de tip IIa. Putem
scrie
pr = pr ∙ pr (1.44)
sau inca, daca v(t) = pr > 0
pr = 
 (1.49)
(1.49)
unde
v'(t) = dv/dt.
Daca
notam cu λ expresia
(1.49):
λ
= -v'(t)/v(t). (1.50)
Aceasta functie se numeste "rata
instantanee de defectare", sau - mai simplu - rata de defectare. Produsul
λ(t)dt reprezinta probabilitatea ca sistemul sa cada in
pana in intervalul [t, t+dt], stiind ca el era in stare de
functionare la momentul t. Este deci o probabilitate
conditionala, spre deosebire de probabilitatea a priori ca sistemul
sa se defecteze in [t, t+dt]. Din punct de vedere statistic,
λ(t)Δt poate fi estimat prin numarul de echipamente care s-au
defectat intre t si t + Δt, raportat la numarul de echipamente
in buna stare de functionare la momentul t.
Daca consideram o lege de tip I in locul
celei de tip II, vom avea:
pr = prpc(n), (1.51)
unde
pc(n) = pr
Din
relatia (1.51) deducem
pc(n)
= .
.
Vom numi cantitatea pc(n) "probabilitate conditionala de
defectare" si vom nota ca
pc(-1) =  = pr = pi |
= pr = pi |
(1.68)
pr = l - pi |
cu:
E(X) = l x pj + 0 x (l - pj) = pi. (1.69)
De retinut ca independenta duratelor
de viata ale componentelor pi (i = 1,2..r)
antreneaza cu sine independenta variabilelor aleatoare Xi
(i = 1,2. r).
Fie
(x) = (xi, xi., xr) o realizare
posibila aleatoare (X) = (X, X2..Xr): (x) este o
stare de ansamblu a componentelor careia ii corespunde starea f(x)
a sistemului. Functia
f(X1,
X2, . , Xr) = f(X) (1.70)
este
o functie certa a variabilelor aleatoare X1, X2,..Xr.
Este deci, de asemenea, o variabila aleatoare, care ia valoarea 1
daca sistemul functioneaza, si valoarea 0 - daca
sistemul este in pana. Probabilitatea
pentru ca = 1 este probabilitatea pentru ca sistemul sa fie in buna
stare de functionare la momentul considerat. Vom
denumi variabila aleatoare (1.70) functia
aleatoare a structuri, sistemului. Speranta matematica a
acestei variabile aleatoare este
E(Ф)
= E[((X)] = 1 x pr + 0 x pr = pr.
Atunci insa, modulele gi1 gi2 gis,
ale structurii fC
functioneaza, deoarece ele au o structura paralela, si
fiecare din ele are cel putin o componenta in buna stare. Cum - prin ipoteza - ele constituie o
legatura a lui f, vom avea
fc = 1. Cu alte cuvinte, orice legatura a lui fs este o legatura a lui fC, ceea ce demonstreaza relatia (1.99). Se vede astfel ca
avantajul redundantei la nivelul componentelor se explica prin aceea
ca ea introduce toate legaturile minimale "omogene" (formate din
componente avand acelasi indice superior t) care figureaza in structura fS insa in afara legaturilor "eterogene" obtinute prin
alegerea arbitrara a indicilor superiori ai componentelor.
Exemplul 19.1.1.2
Fie I
fiabilitatea unui indicator radar, si p probabilitatea ca el sa functioneze timp de 100 ore
fara sa se defecteze. Indicatorul I poate fi subimpartit in cinci componente
(continand cartele echipate si sasiuri), toate cinci necesare
functionarii (structura avand o retea de fiabilitate
formata din cinci elemente in serie). Fiabilitatea fiecareia din
componentele sale este data de tabloul de mai jos.
Daca dublam indicatorul (doi indicatori
identici, plasati in paralel, unul alaturi de celalalt),
fiabilitatea ansamblului este:
hi(p) = 1- (l - (1.100)
|
Componenta nr.
|
Fiabilitate (probabilitatea de a functiona 100 h
fara defectare)
|
|
p1 = 0,96
p2 = 0,93
p3
= 0,85
p4
= 0,80
p5=0,75
|
|
Indicatorul I
|
|
Daca
dublam - in mod independent - fiecare componenta, obtinem:
h2(p)
= Π[(l - pi)2 ] = 1 - (l - 0,042)(l - 0,072)(1 - 0,152)(1 - 0,202)(1 -
0,252) = 0,874 (1.101)
Comparatia cu (1.100) ne arata ca
redundanta componentelor este mult mai eficace decat redundanta
ansamblului I.
1.19.2. Redundanta optima
Daca construim un sistem in vederea unei
utilizari date, ne putem pune problema redundantei optimale,
adica a alegerii numarului de componente redundante pe care le vom
utiliza, astfel incat sa putem face maxima sau minima o
anumita functie care corespunde unui anumit criteriu. Aceste criterii
pot fi
- fiabilitatea insasi a sistemului, pentru
un numar dat de componente;
- costul total pentru o fiabilitate fixata, cu o
restrictie privind numarul de componente;
- criterii de greutate, de volum etc.
Se stie ca optimizarea simultana a mai multor functii economice nu
prea are sens, din punct de vedere matematic. in general, se da o
singura functie economica si un ansamblu de restrictii;
problema consta in a gasi optimumul (maximul sau minimul, in
functie de caz) functiei economice, respectand restrictiile.
Solutia optima este unica sau nu, in functie de natura
problemei. In anumite cazuri, se pot extinde aceste probleme de optimizare la o
optimizare cu parametrare -
altfel spus, studierea evolutiei optimului, facand sa varieze
unul sau mai multi parametri. O diversitate de probleme de optimizare
poate fi pusa, plecand de la notiunea de sistem redundant. In
particular, ne vom propune ca functie de optimizat, fiabilitatea unui
sistem in care numarul de componente si de restrictii sau
specificatii ale costului sunt date. Cautarea redundantei
optimale va fi orientata de rezultatele obtinute mai inainte: vom
cauta sa obtinem o imbunatatire la nivelul
componentelor si nu la
nivelul structurii complete sau a substructurilor.
1.19.3.1. Ecuatiile generale ale
probabilitatilor de stari
Fie
■ p(i,t) probabilitatea de a fi in starea Ei
la momentul t (altfel spus:
probabilitatea pentru ca la momentul respectiv sa avem i dispozitive bune);
■ d(i,t) probabilitatea de trecere de la starea
Ei la starea Ei-1 (deci probabilitatea de mortalitate a
unui dispozitiv, in intervalul de la t
la t + dt, stiind ca erau i dispozitive bune la momentul t;
■ s(i,t) probabilitatea de trecere de la starea
Ei la starea Ei+1 (probabilitatea de nastere a unui dispozitiv, in
intervalul de la t la t + dt, stiind ca erau i dispozitive bune la
momentul t.
Fie acum un moment t oarecare, si momentul t +
dt. Sa presupunem ca in acest ultim moment t + dt, am avea exact i
elemente bune (starea Ei). Aceasta stare poate fi obtinuta in
trei moduri
diferite:
a) La momentul t
erau i + 1 dispozitive in
buna stare [starea Ei+i de probabilitate p(i+1, t)], iar in
timpul intervalului de timp dt, s-a
defectat un dispozitiv, si nici un dispozitiv n-a fost repus in
functie [acest eveniment are probabilitatea d(i+1,tjdt x [1-s(i+1,
t)dt, adica d(i+1, t)dt -
daca neglijam probabilitatile in dt2]. .
b) La momentul t, erau i elemente bune . Acest dublu eveniment
are deci o probabilitate [1-d(i,t)dt][l-s(i,t)dt].
c)
La momentul t, erau i-1 elemente bune [starea Ei-1 cu probabilitatea p(i-l,
t)], iar in intervalul dt a fost repus in functie un element,
fara sa aiba loc vreo defectare .
Aceste trei posibilitati fiind mutual
incompatibile, probabilitatea de a fi intr-o stare Ei la momentul t+dt va fi deci
p(i,
t+dt) = p(i+l, t).d(i+l, t)dt + p(i,t)[l-d(i,t)dt][l-s(i,t)dt] + p(i-l,
t).s(i-l, t)dt (1.103) sau
 = p(i+l, t).d(i+l, t)
+ p(i-l, t).s(i-1. t) - p(i,t)[d(i,t) + s(i,t) (1.104)
= p(i+l, t).d(i+l, t)
+ p(i-l, t).s(i-1. t) - p(i,t)[d(i,t) + s(i,t) (1.104)
(daca neglijam probabilitatile de
ordin superior in dt).
Daca dt 0, obtinem:
dp(i,t)/dt = p(i+l,t).d(i+l,t) - p(i,t)[d(i,t) +
s(i,t) + p(i-l,t).s(i-l,t) (1.105)
(daca admitem existenta derivatei lui p in
raport cu t).
Starile
Ei fiind mutual incompatibile, vom avea:
 = 1 (1.106)
= 1 (1.106)
sau
inca
 = 0. (1.107)
= 0. (1.107)
Cat
priveste conditiile limita, conform ipotezelor noastre vom avea
a)
i = n (toate elementele sunt bune). Starea En nu poate fi obtinuta
decat prin trecerea de la starea En-1 la starea En, in
urma repunerii in functie a dispozitivului aflat in reparatie; deci
d/dt[p(n,t)]=p(n-l,t).s(n-l,t)-p(n,t).d(n,t);
(1.108)
b) i
= (nici un element bun).
Starea E0 nu poate fi obtinuta decat prin trecerea de la
starea E1 la starea E0, in urma defectarii; deci
d/dt[p(0,t)]
= p(l,t).d(l,t)-p(0,t).s(0,t). (1.109)
De remarcat ca - daca suntem in
cautarea probabilitatii de pana totala a sistemului
(probabilitatea de a atinge starea E0) - este necesar sa
"imobilizam" aceasta stare, ca si cand ar fi provocat o oprire
automata a reparatiilor. Altfel spus, de indata ce am ajuns in
starea E0. probabilitatea de nastere s(O,f) devine nula.
in acest caz, relatia (1.109) devine
d/dt[p(0,t)]
= p(l,t).d(l,t) (1.110)
de asemenea, pentru starea E1, vom avea
d/dt[p(l,t)]
= p(l,t).d(2,t) - p(l,t)[d(l,t) + s(l,t) (1.111)
Daca in starea initiala (t = 0), k elemente erau in buna stare, vom avea
p(k,0)
= 1
p(i,0)
= 0 daca i ≠ k. (1.112)
in
general, se presupune ca - la inceput - toate dispozitivele
functioneaza corect; atunci
p(n,0)=l
p(i,0)
= 0 daca i ≠ n. (1.113)
Ecuatiile
(1.105) pana la (1.113) definesc - in mod general - procesul stocastic
considerat. Daca probabilitatile d(i,t) si s(i, t) nu
depind de timp, procesul va fi omogen. Daca - in plus -
probabilitatile p(i,t) nu depind de timp, procesul va fi
stationar (echilibru statistic obtinut dupa un timp foarte
lung).
1.19.3.2. Probabilitatea de defectare
Presupunand o lege de mortalitate
exponentiala, probabilitatea de defectare instantanee a
dispozitivelor functionand la momentul t nu depinde de timp, dar este o functie de numarul de
dispozitive care functioneaza la momentul t (rata de defectare constanta ). Asadar daca toate
dispozitivele functioneaza simultan - cazul
redundantelor simple sau de c.c. permanente -, vom avea:
d(i,t)
= iλ (1.114)
Daca
elementele functioneaza secvential, vom avea
d(i,t) = λ (1.115)
Cand numarul de dispozitive tinde catre o
valoare foarte mare, ipoteza cea mai probabila consta in a lua ca
limita a legii de mortalitate o lege
Poisson. In acest caz, probabilitatea de trecere nu mai depinde de
numarul de elemente in functiune si nici de timp, asa incat
va trebui sa folosim relatia (1.115). Cand este vorba de studiul
dispozitivelor redundante insa, numarul dispozitivelor folosite este
totdeauna mic si va trebui sa utilizam relatiile (1.114)
si (1.115). In functie de tipul de functionare.
1.19.3.3. Probabilitatea de repunere in
functiune
Se admite, in general, ca legea de repunere in
functiune este o lege exponentiala, altfel spus rata de repunere
in functie este constanta. Va trebui sa tinem seama de numarul
de reparatori n. Daca
numarul de reparatori (sau de echipe de reparatie) este egal cu
numarul de dispozitive in functiune (r = n), nu vom avea niciodata de asteptat inainte de
o reparatie. Indata ce un dispozitiv se defecteaza, se va ocupa
de el un reparator. Daca insa r
< n, va exista o
anumita probabilitate de asteptare, iar probabilitatea de repunere in
functie va fi functie de acest numar.
In
cazul in care nu avem decat un reparator, vom putea scrie
s(i,t)
= μ (1.116)
Daca avem la dispozitie r reparatori (si presupunand
ca - de regula - un singur reparator lucreaza la un dispozitiv
cazut in pana), vom avea
s(i,t) = (n-i)μ daca n - i < r, n -i
fiind numarul de dispozitive in curs de reparatie;
si
s(i,t)
= rμ daca n-i ≥ r. (1.117)
Daca avem un
reparator pentru un dispozitiv
(n = r)
S(i,t)
= (n- i )μ (1.118)
In cazurile simple de ansambluri redundante, se
presupune - in general - ca nu avem decat o singura echipa de
reparatie, caci probabilitatea defectarilor simultane a mai
multor dispozitive este foarte redusa; aceasta explica de ce vom utiliza
frecvent relatia (1.116). Atentie! In cazul sistemelor complexe insa, ipoteza nu mai este
valabila.
Se recomanda ca, in cazul utilizarii unei
relatii care da fiabilitatea unui sistem reparabil, sa se
verifice cu grija daca ipotezele care au permis stabilirea acestei
relatii concorda cu aplicatia respectiva.
1.19.3.5.
redundanta k din n
in
sensul teoriei fiabilitatii, acest tip de redundanta este
un circuit in paralel cu n elemente, din care k sunt necesare pentru
indeplinirea functiei cerute, iar n-k sunt in rezerva (fig. 1.31).
Conform conditiilor intalnite adesea in practica, toate cele n
elemente sunt identice.
Problema
de rezolvat
Stiind
ca avem la dispozitie o singura echipa de reparatie,
sa se calculeze valoarea medie a timpului de lucru fara
intrerupere pentru o redundanta 1 din 2 cu doua elemente diferite E1 si E2,
avand ratele respective de defectare λ1, λ2
constante, si ratele de reparatie μ1, μ2,
de asemenea, constante.
2.
Mentenabilitatea sistemelor electronice [2.1][2.18]
Intocmai ca si fiabilitatea, mentenabilitatea
este un parametrii de conceptie al sistemelor electronice. Ea este o
calitate a echipamentului in intregime, care-1 face usor de reparat la
locul de utilizare sau - daca este vorba de un mic echipament - in
atelier. Mentenabilitatea este realizata favorabil, daca media
timpului total de diagnostic, reparatie, inlocuire si control este
inferioara valorii dorite pentru toate defectarile relativ frecvente
ale unui echipament. Cum nu este posibil sa marim mentenabilitatea
odata inchis dosarul unui echipament, este necesar ca mentenabilitatea
sa fie prevazuta inca din stadiul de conceptie si
constatata pe prototipuri prin cronometraje.
Principalele conditii ale
mentenabilitatii sunt:
♦
Organizarea generala a echipamentului.
Descompunerea
in subansambluri reprezinta functii care pot fi incercate, cu scopul
de a face sa coincida unitatile de intersanjabilitate
si unitatile de "test". Se cauta sa se optimizeze
decupajul intr-un compromis intre descompunerea logica avansata
si numarul de conectoare.
♦ Accesibilitate.
Calitatea care ne permite sa vedem si
sa intervenim, fara sa inlaturam sau sa
deplasam alt material decat cel pe care trebuie sa-l luam.
♦ Intersanjabilitatea subansamblurilor, la
toate nivelurile.
♦ Usurinta de evaluare a
performantelor; reglaj comod.
♦ Usurinta de etalonare a
instrumentelor si a referintelor interne.
♦
Standardizarea subansamblurilor avand aceeasi functiune.
♦ Mijloace incorporate de incercare si de
diagnostic.
♦
Independenta defectarilor intre ele.
O
prima defectare nu trebuie sa provoace pagube sau defectari
secundare. Altminteri, repunerea in stare de functiune al materialului ar
cere mai mult timp si ar fi nesigura. Drept corolar sa
retinem ca nici o defectare nu este o sechela a unei
defectari mai vechi. Daca
acest corolar nu este respectat, mentenanta nu va fi reusita.
♦ Protectii corespunzatoare trebuie
sa reduca consecintele unei defectari, deoarece
independenta defectarilor nu se poate totdeauna realiza altfel.
♦ Posibilitatea de a face apel la o alimentare
exterioara. (Penele in legatura cu propria alimentare a unui
echipament sunt numeroase si uneori greu de diagnosticat.)
♦ Protectia contra manevrelor gresite
ale operatorului si ale reparatorilor. Micsorarea
ambiguitatii la interfete, utilizarea de cabluri colorate etc.
in acest capitol ne propunem sa
familiarizam cititorii cu problemele si limbajul specific prezentand
ecuatia de probabilitate, corelatia intre mentenabilitate,
disponibilitate si fiabilitate, tipurile de mentenanta si
programul de mentenabilitate. Vom prezenta, de asemenea, cateva incercari
de definitie, fara sa uitam sa reamintim
notiunile cele mai utilizate, in conformitate cu MIL-STD-721.
2.1. Cresterea interesului acordat
mentenabilitatii
Eforturile stiintifice si tehnice din
ultimii 40 ani pentru a cuantifica aptitudinea la mentenanta a unui
sistem electronic au dat nastere unei noi ramuri numita mentenabilitate, definita ca
fiind o caracteristica a unui material (sau a unui sistem) exprimata
prin probabilitatea ca echipamentul respectiv (cand acesta are nevoie de o
interventie de mentenanta) sa fie repus intr-o stare
dala de functionare, in limite de timp specificate, tinand
seama ca lucrarile necesare se efectueaza dupa
procedee prescrise si in conditii date.
De o buna bucata de vreme se acorda un
interes din ce mai mare mentenabilitatii, deoarece specialistii
si-au dat seama - pe de o parte - de cresterea cheltuielilor anuale
datorita mentenantei, ca rezultat al cresterii volumului de
lucrari care trebuie efectuat, iar - pe de alta parte - de costul
indisponibilitatii sistemelor, in cazul in care acestea nu sunt
capabile sa asigure serviciile asteptate.
Fig.
2.1 arata locul mentenabilitatii in raport cu ansamblul
performantelor unui sistem electronic. Linia intrerupta separa obiectivul care urmeaza
sa fie atins, de rezultatele compromisului considerat, intr-adevar,
este vorba -inainte de toate - de a stabili un compromis intre fiabilitate
si mentenabilitate, pentru a putea realiza obiectivul de disponibilitate.
in mod normal, obiectivul de mentenabilitate este specificat sub forma unui timp cumulat maxim de imobilizare (Tci),
pentru o perioada data de " observatie. Acest timp
reprezinta suma timpilor necesari interventiilor de
mentenanta corectiva (indice c) si interventiilor de
mentenanta preventiva (indice p):
Fig. 2.1. Relatiile dintre
mentenabilitate, celelalte performante ale sistemului electronic si costul
sau global.
Tci = NcMc + NpMp, (2.1)
unde
Nc = numarul de operatii de
mentenanta corectiva,
Mc = media timpilor necesari pentru
misiunile de reparare,
Np = numarul de interventii de
mentenanta preventiva,
Mp = media timpilor necesari pentru
interventiile de mentenanta preventiva.
Nc este un parametru de fiabilitate
determinat si cunoscut in fiecare caz. Daca evaluarea celorlalti
trei parametri conduce la valori care nu satisfac Tci, inginerul de
mentenabilitate va putea, cere o modificarea conceptiei sistemului sau va
actiona el insusi asupra politicii de mentenanta in
interiorul limitelor costurilor prevazute.
2.3.
Definitii MDL-STD
Conform
standardului militar american MIL-STD-721, notiunile cele mai utilizate
privind mentenabilitatea sunt definite astfel (in ordine alfabetica):
Disponibilitate: Indicator al
gradului in care un sistem este operational, in raport cu timpul total
considerat.
Fiabilitate: Aptitudinea unui
sistem de a indeplini o functie ceruta in conditii date, pentru o perioada data de
timp.
Mentenabilitate: Caracteristica
proiectului si a instalatiei exprimata prin probabilitatea ca un
echipament (sistem) sa poata fi depanat intr-un timp dat, cu mijloace
date si in conditii date, regasind fiabilitatea
initiala.
MTTR (Mean Time To Repair; media timpilor de
reparare): Timpul total de mentenanta corectiva
impartit la numarul total de actiuni de
mentenanta corectiva, in timpul unei durate date.
Timp de neoperabilitate: Durata
in timpul careia sistemul nu este operational, datorita
defectarii unei componente sau a unui circuit.
2.4.
MTTR
MTTR
indica durata probabila a unei interventii corective si
constituie parametrul de mentenabilitate corespunzand MTBF-ului
fiabilitatii [2.13]. Pentru a evalua MTTR-ul unui sistem, se
constata astazi o tendinta care cere constructorului o
lista de cel putin 50 defectari probabile, cu estimarea
MTTR-ilor respective. Se face apoi un
sondaj cu ajutorul unui cronometru privind cateva dintre aceste defectari,
pentru a confirma valoarea estimarilor. Pentru a ameliora MTTR, se face
apel la o gestiune rapida si la dezvoltarea controalelor interne
(monitoring). MTTR poate fi definita ca media
aritmetica a timpului cerut pentru realizarea actiunilor de
mentenanta:
MTTR
= (N1 λ1 Rpl + N2 λ2 Rp2 + Nn λn Rpn) /(N1 λ1 + N2
λ2+ Nn λn), (2.2)
unde
N
= numarul de elemente sau sisteme similare,
λ
rata de defectare a unui anumit
element sau echipament, definita ca fiind numarul de defectari
in unitatea de timp,
Rp = previziunea timpului de
reparatie corectiva a unui element sau a unui echipament. Timpul de
reparatie Rp cuprinde localizarea si izolarea defectului,
demontarea componentei sau a elementului, inlocuirea, remontarea, ajustarea
si controlul acestuia.
Timpul de neoperabilitate al mentenantei
preventive este foarte mic in comparatie cu actiunile de
mentenanta corectiva si poate fi neglijat in expresia
mentenabilitatii M. Echipamentele (sistemele) existente au o
mentenabilitate inerenta in mediul in care functioneaza, pentru
cazuri asemanatoare, MTTR poate fi determinat plecand de la datele de
test sau de la datele care constituie "istoria" instalatiei, cu ajutorul
formulei
timpul total de nefunctionare datorita
reparatiilor
MTTR=  (2.3)
(2.3)
2.5. Ecuatia de probabilitate
In
electronica se accepta - in general - ipoteza unei rate de defectare
λ constanta in timp.
Probabilitatea de supravietuire R(t) a sistemului
se prezinta sub forma
R(t)
= exp(-λt). (2.4)
Defectarile care conduc la mentenante
si reparatii necatalogate au loc ca evenimente izolate.
Probabilitatea de a termina de reparat o defectare aleatoare intr-un timp dat
(drept constrangere) va depinde in mare masura de tipul
defectarii. Aceasta probabilitate - mentenabilitatea M - poate fi
calculata cu ajutorul legii exponentiale, daca MTTR este
cunoscut. in cazul distributiei exponentiale negative, ea devine
M(t)
= 1 - exp (- μt), (2.5)
unde
= 1/MTTR este numarul de reparatii care
poate fi efectuat in unitatea de timp
t = valoarea impusa pentru terminarea
reparatiei.
Probabilitatea de a nu fi terminat actiunea de
mentenanta in interiorul constrangerii de timp date este Qm =
exp(-μt). (2.6)
Pentru un timp impus de reparatie,
probabilitatea de a asigura succesul mentenantei depinde initial de
abilitatea personalului care elaboreaza proiectul, pentru a obtine o
valoare redusa pentru MTTR. Din punctul de vedere al clientului, o valoare
ridicata a lui M reprezinta atat o mare probabilitate de a economisi
bani destinati mentenantei, cat si o previziune
linistitoare in legatura cu eficacitatea sistemului. Efectul
diferitilor MTTR asupra probabilitatii M - in comparatie
cu doua valori impuse ale timpului de reparatie - este
reprezentata in fig. 2.2.
Fig.2.2. Mentenabilitatea M in functie de timpul acordat unei
reparatii, MTTR fiind parametru.
2.6. Fiabilitate si mentenabilitate
Previziunile de fiabilitate sunt deosebit de utile
daca ele sunt utilizate concomitent cu MTTR pentru a prevedea cheltuielile
legate de mentenanta (estimarea numarului de persoane-ora
de mentenanta, a timpului de mentenanta pentru fiecare
ora de functionare etc.) pentru o durata data de
functionare.
MTBF si rata de defectare pot servi pentru a prevedea ratele medii de~ defectare
ale componentelor sau ale sistemelor, in functie de timp. Aceasta
informatie ne dezvaluie zonele care cer un inalt grad de
mentenabilitate, caci MTBF si MTTR sunt - intr-un anumit sens -
complementare (fig. 2.3). In plus, modelul matematic poate furniza
informatii utile pentru efortul de mentenabilitate, cum ar fi
redundanta, componentele critice etc. Desi previziunile de
fiabilitate sunt afectate de erori, ele s-au dovedit a fi un instrument
esential pentru faza de conceptie a oricarui proiect.
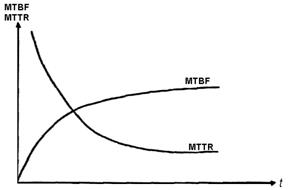
Fig. 2.3. Variatia in timp a lui MTBF si MTTR.
Daca notam cu T constrangerea de timp a
misiunii, probabilitatea de supravietuire R (sau fiabilitatea) este
data de
R = exp (-T/MTBF) = exp (- λT). (2.7)
Probabilitatea de eroare sau de defectare Q va fi
asadar
Q
= l - exp(-λT) (2.8)
in electronica, penele nu sunt decat rareori
datorate uzurii; dimpotriva, supratensiunile, parazitii
periculosi, constrangerile termice locale joaca un rol foarte
important. Enumerarea acestor parametri
ne face sa ne gandim la mentenanta si la prelungirea ei
fireasca si normala: fiabilitatea. Aceste doua tehnici -
fiabilitatea si mentenanta - se sustin reciproc. Asa
se face ca am putea defini mentenanta - la prima vedere - ca o
functie care consta in a face sa revina - sau sa
mentina - tot materialul in starea sa de functionare si
disponibil.
Caderile in pana ale materialului pot fi
clasificate in doua categorii: previzibile
si accidentale.
Defectarile previzibile sunt datorite uzurii
si imbatranirii, in timp ce caderile accidentale in pana
sunt imprevizibile. _
Un sistem fiabil ar trebui sa se defecteze la
putin timp dupa ce si-a trait viata utila, pentru
a dovedi ca nu s-a facut risipa de calitate. Pentru a compensa
natura accidentala a acestor pene, electronica are nevoie de o fiabilitate
mai mare.
Desi in electronica defectarile nu
sunt datorate uzurii, ci diverselor influente accidentale, totusi
imbatranirea exista. Materialele plastice, de exemplu - foarte
utilizate in electronica -, evolueaza incet cu timpul, se
transforma chimic sau absorb umiditatea. in functionare, aceste
transformari sunt accelerate de catre caldura.
Dimpotriva, problemele de umiditate pot interveni in timpul stocarii.
Ajungem - in felul acesta - la definitia care
spune ca mentenabilitatea este o probabilitate, anume aceea ca un sistem
sa poata fi depanat intr-un timp dat, cu mijloace date si in
conditii date, regasind fiabilitatea initiala. De aici
rezulta ca mentenabilitatea este o caracteristica
intrinseca a echipamentului, care trebuie sa aiba
urmatoarele calitati: accesibilitate, prezenta punctelor de
testare, dimensiuni optimale ale subansamblurilor - din punctul de vedere al
inlocuirilor.
Experienta arata ca 80% din problemele
de intretinere sunt fixate inca de pe planseta de desen, cinand
seama de aceasta importanta, organizarea mentenantei de
depanare trebuie sa prevada punctele urmatoare:
-
Metoda de localizare a penelor.
-
Prezenta elementelor de schimb necesare si a utilajelor speciale.
-
Mediu inconjurator calm, curat.
-
Interventiile asupra materialului: sunt prevazute demontarile
si remontarile.
-
Control de functionare.
-
Restabilirea situatiei (comanda elementelor de schimb consumate,
tinerea la zi a documentelor, punerea in lucru a eventualelor imbunatatiri).
Timpii
morti trebuie redusi la minimum; atunci - si numai atunci - un
depanaj devine reproducerea fidela a unui model de depanaj - recunoscut ca
fiind cel mai bun - si garanteaza fiabilitatea sistemelor.
2.7.
Mentenabilitatea si logistica sistemelor
Este
evident ca logistica si mentenabilitatea trebuie sa fie in
armonie pentru ca definitia mentenabilitatii sa aiba
un sens: o data ce interventia personalului de calificare si de
scolarizare a fost definita, se aplica metodele prevazute
in manualele tehnice si se utilizeaza utilajele indicate.
Mentenabilitatea n-ar avea decat un interes teoretic, daca conditiile
ideale ale testarii mentenabilitatii nu s-ar regasi -
macar in parte - in practica.
in
cazul echipamentelor, aceste notiuni nu creeaza nici indoieli si
nici dificultati de principiu. in cazul sistemelor multidisciplinare
insa, este mai util - dar si mai delicat - sa se realizeze o
buna mentenabilitate, o logistica corespunzatoare si eficace,
o automatizare avansata si toate astea la un pret competitiv.
intr-adevar varietatea echipamentelor sistemului ne determina sa
cream mijloace de incercare cu functii multiple, al caror cost
este ridicat.
Mijloacele
de incercare incorporate - foarte pretioase in echipamente - se impun in
multe sisteme, caci ele dispenseaza - in intregime sau numai
partial - reparatorul sa faca apel la mijloace exterioare;
pentru a efectua diagnosticul si controlul reparatiei. Aceste integrari contribuie la acordul
mentenabilitate-logistica, insa ele pot sa dubleze costul unor
materiale. Anumite aspecte ale politicii-de mentenanta au o
importanta influenta asupra mentenabilitatii. Politica
de mentenanta tine de studiul logistic, insa - de exemplu -
decizia de a repara anumite echipamente redundante doar atunci cand toate
se vor fi defectat sau - dimpotriva - cu ocazia fiecarei
defectari, afecteaza mentenabilitatea sistemului continand
aceste echipamente redundante. Optimizarea conceptiei poate conduce la
alegeri, care depind de politica anuntata de mentenanta.
Toate aceste consideratii arata ca mentenanta
sistemelor trebuie studiata in fiecare caz, si ca nu putem
reconduce fara examen solutiile vechi in mentenanta
unui sistem nou.
2.13. Tipuri de mentenanta
Distingem trei tipuri principale de
mentenanta:
- mentenanta curativa
- mentenanta corectiva si
-
mentenanta preventiva.
Mentenanta curativa consta in a depana
defectarile imprevizibile - care caracterizeaza tineretea unui
dispozitiv - si a prevedea respectivele imbunatatiri. Ea
este cu atat mai importanta cu cat materialul este nou sau
imbunatatit, deci cel putin in parte necunoscut in
privinta comportarii de durata. Este o activitate necesara
de cercetare, pentru punerea la punct initiala a prototipurilor.
Mentenanta corectiva consta in depanarile facute
functionale de catre mentenabilitate. Ea se aplica, de asemenea,
penelor previzibile - care nu sunt interesante pentru a fi luate in seama
in mentenanta preventiva. Mentenanta corectiva este
mijlocul de a repune in functiune un sistem in cele mai bune
conditii. Aceste depanari inevitabile ajuta la prepararea
intretinerii preventive. Mentenanta preventiva este cea mai
delicata de realizat. Ea este bine adaptata la problemele de
electromecanica - unde anumite schimbari pot fi constatate inainte ca
o pana sa aiba loc. insa in electronica (unde
modificarile sunt inaccesibile) o mentenanta preventiva
este impracticabila, cu o singura exceptie: cand sistemul
functioneaza intr-o atmosfera coroziva sau degradanta.
Mentenanta preventiva este a priori bine adaptata la prevenirea
penelor accidentale prin intermediul redundantelor [2.13].
2.15. Programul de mentenabilitate
De obicei, un program de mentenabilitate pentru un
sistem electronic cuprinde trei faze [2.4], [2.13], [2.14], [2.16]:
1) Dezvoltarea conceptului de mentenabilitate - unde
sunt stabilite scopurile urmarite de conceptie si liniile
directoare pentru realizarea nevoilor de mentenabilitate.
2) Dezvoltarea unei tehnici de previziune a
mentenabilitatii care sa fie aplicabila pentru primele
etape de conceptie si de dezvoltare, cand modificarile sunt nu
numai efective, dar si mai economice [2.8]. Previziunile sunt facute
trecand in revista circuitele respective si analizand efectele
fiecarei defectari posibile. Daca previziunile de
mentenabilitate indica incapacitatea de a realiza obiectivele sistemului,
se fac recomandari de actiune corectiva. Aceste procedee
stabilesc un grad de incredere, si anume: un MTTR specificat va fi
constatat, in realitate, de-a lungul unei anumite durate de exploatare.
3)
Demonstrarea mentenabilitatii dupa instalarea si controlul
sistemului. Scopul unei asemenea demonstratii este de a confirma
mentenabilitatea impusa atat de catre caietul de sarcini al
proiectului, cat si de specificatiile clientului [2.7].
| | | |
| |  |
|
|
Demonstratia de mentenabilitate
|
|
Fig. 2.5. Organigrama mentenabilitatii.
Toate aceste activitati si
interactiunea lor rezulta din schema de organizare a
mentenabilitatii data in fig. 2.5.
2.16. Managementul fiabilitatii si
mentenabilitatii (MFM)
Procesul general de management al definirii
programului, al organizarii, al controlului, al implementarii si
al educatiei fac parte din managementul fiabilitatii si
mentenabilitatii. Se recunoaste - in general - ca MFM are multe
roluri si raporturi care nu sunt acoperite de un aranjament contractual
intre un furnizor si un client. Cum orice produs cunoaste de-a lungul
ciclului sau de viata patru faze de baza (conceptia si definirea produsului,
proiectarea si dezvoltarea lui, fabricarea si instalarea, punerea in
functiune si mentenanta - vezi fig. 2.6), managementul
si ingineria au de indeplinit sarcini specifice de-a lungul tuturor
acestor patru faze; principiile pe-care le vom expune in cele ce urmeaza
sunt valabile nu numai pentru sisteme, ci si pentru componente si
subansambluri. Urmatoarele premise sunt esentiale in
realizarea oricarui produs:
 Fiabilitate / mentenabilitate
Fiabilitate / mentenabilitate
Fig. 2.6 - Fazele ciclului de viata a unui produs
a) Pentru fiecare din cele patru faze, MFM are de
jucat un rol special, iar actiunile si sarcinile planificate trebuie
executate in fiecare faza.
b) Conceptele pot fi aplicate oricarui produs,
nu numai produselor electronice.
c) Asamblarea unui program efectiv MFM, pentru orice
faza, cere nu numai cunoasterea principiilor de fiabilitate, dar
si o intelegere aprofundata atat a produsului insusi, cat
si a tehnologiei lui.
d) Programele controlului de calitate sunt
esentiale pentru faza de fabricare si de instalare, daca dorim
ca nivelul dorit al MFM sa fie indeplinit in aceasta faza.
e) Rezultate mai eficiente pot fi realizate daca
activitatile MFM sunt gestionate ca facand parte din programul
produsului, si nu ca o activitate separata.
Metodele MFM pot fi aplicate tuturor produselor
si au tendinta de a fi multidisciplinare. MFM depinde in mare
masura de rolul particular pe care organizarea (sau grupa MFM) il
indeplineste in ciclul total de viata al echipamentului.
Asadar, el este mai putin influentat de tehnologia
echipamentului. Diferitele roluri ale fiabilitatii care cer
management sunt identificate in tabela 2.1.
Rolurile cele mai comune sunt cele de
"proprietar-utilizator" si de "proiectant si fabricant". in plus,
unele organizatii au grupuri de fiabilitate dedicate in mod special fie
laboratoarelor de proiectare si dezvoltare, fie sectiei de
fabricatie. Exista, de asemenea, grupuri cu activitati
fiabiliste care sunt doar proprietari si operatori de produse de larg
consum, iar aceste produse includ aplicatiile domestice si
vehiculele. In mod normal, in aceste cazuri, proprietarul-operator sau
consumatorul nu are nici o influenta directa asupra
specificatiilor din faza de concept si definire, dupa cum nu are
nici un control asupra proiectarii, dezvoltarii sau fabricarii
produsului. Controlul lor este limitat la alegerea produselor si
serviciilor.
Exista organizatii care indeplinesc primele
trei roluri, dar care nu se ocupa de punerea in functiune si nu
fac mentenanta echipamentelor. Acestea sunt organizatii care
ofera clientului un serviciu complet (de exemplu, companiile care produc
ordinatoare, fabricantii de automobile si cei mai multi
fabricanti de componente).
In mod normal, achizitionarea echipamentelor
implica un client si un furnizor, legati printr-un contract.
Este o chestiune de rutina pentru client sa specifice cerintele
lui de MFM, iar pentru furnizor sa genereze planuri si sa
puna la punct actiuni care sa garanteze cerintele
clientului, care fac parte integranta din procesul contractual.
Tabela 2.1 - Rolurile fiabilitatii in ciclul de viata
al echipamentului
|
Rol
|
Concept si definire
|
Proiectare si dezvoltare
|
Fabricare si instalare
|
Functionare si
mentenanta
|
Exemple
|
|
Proprietar /
utilizator
|
X
|
|
|
x
|
Armata, guvern
|
|
Proiectant/ fabricant
|
|
X
|
X
|
|
Firme industriale
|
|
Proprietar/ proiectant/ utilizator
|
X
|
X
|
|
X
|
Utilitati publice
|
|
Fabricant
|
|
|
X
|
|
Industrie
|
|
Proiectant
|
|
X
|
|
|
Laboratoare cercetare si
dezvoltare
|
|
Proprietar/ operator
|
|
|
|
X
|
Consumator
|
|
Conceptor proiectant fabricant
|
X
|
X
|
X
|
|
Automobile
|
|
Serviciu complet
(toate fazele)
|
X
|
X
|
X
|
X
|
Comp. de ordinatoare, telef.
|
Sunt,
totusi, multe alte instante din domeniul electronicii unde nu se
aplica asemenea aranjamente, insa unde programele MFM sunt
totusi importante; dar limitate - mai cu scama la faza de punere in
functiune si de mentenanta -, ca de exemplu industria
bunurilor de larg consum.
Serviciile
de leasing sunt astazi destul de raspandite: intr-un asemenea caz.
echipamentul este proiectat sa raspunda cerintelor unui
anumit segment de piata si nu ale unui client particular.
Controlul clientului se va limita, de aceea, la faza de punere in
functiune.
2.17. Conceptul de cost al ciclului de
viata ("Life cycle cost - LCC")
Un sistem in exploatare trebuie sa
functioneze fiabi de-a lungul intregii sale vieti. Costul
intretinerii lui in timpul ciclului de viata
depaseste adesea costul sau initial de achizitie.
De aceea, achizitionarea unui sistem trebuie sa aiba in vedere
si costurile lui de
intretinere, caci pentru managementul in timp este important sa
se poata prevedea cat mai bine fluxul de fonduri necesare in timpul
vietii sistemului. De o buna bucala de vreme. in multe
tari occidentale, guvernele si marile concerne industriale au
introdus linii specifice de conduita, pentru a se asigura ca procesul
de achizitionare tine seama de costurile totale ale ciclului de
viata (LCC), mai cu seama cand valoarea investitiei
initiale este importanta. Aceasta reprezinta un instrument de
imbunatatire a procesului de decizie, in cadrul managementului.
LCC reprezinta, asa ilar. totalitatea cheltuielilor necesare pentru
procurarea, punerea in functiune, mentinerea in stare de
functiune si eliminarea unei unitati considerate.
Un procedeu utilizat adesea in industrie este cel al
nivelului maxim de compensare posibil, care este direct proportional cu
costurile optimizate de achizitionare, tinand seama - cu maximum de
eficacitate - de LCC. Sistemul trebuie, asadar, nu numai sa
indeplineasca criteriile legate de functionarea sa, dar si
cerintele de suport logistic, cu respectarea constrangerilor de cost.
Un alt procedeu utilizat este cel al stabilirii
nivelurilor de fiabilitate si mentenabilitate care pot fi realizate in
cadrul unui buget de cost global dat. Acest procedeu este eficace in faza de
proiectare si dezvoltare, in sfarsit, procedeul LCC generalizat - care
balanseaza rolurile clientului si al fabricantului - a fost dezvoltat
intr-o diagrama de flux [2.6][2.16], reprezentata in fig. 2.7. in
faza initiala, procedeul poate fi repetat pentru diferite niveluri de
detalii.
Planificare /
Programare / bugetare
|
|
Fig.2.7 - Procedeul LCC generalizat
Inainte de a realiza un studiu LCC, va trebui sa
raspundeti la urmatoarele intrebari [2.5] [2.15]:
- Care este scopul estimarii?
- Care este impactul preciziei in estimare?
- Cine este implicat in costul proiectului?
- Care sunt constrangerile?
- Ce date sunt disponibile?
- Ce detalii sunt cerute pentru structura costului?
-
Cum trebuie tratate incertitudinile?
-
Care sunt limitarile costului general?
-
Care este responsabilitatea pe care o are analistul costului?
Cum
datele cerute pentru orice studiu sunt importante, ar trebui sa
raspundem urmatoarelor intrebari [2.5][2.15]:
■
Sunt orientate datele pentru a rezolva problema, sau nu?
■
Sunt coordonate datele cu alte informatii?
■
Sunt comparabile datele cu alte date?
■
Sunt invechite datele?
■
Sunt aplicabile datele pentru acest studiu?
■
Sunt influentate datele in favoarea cuiva?
■
Sunt disponibile datele pentru studiu?
Pentru
a estima LCC, trebuie facuta o comparatie intre costurile
existente si cele noi. De aceea
datele
"istorice" sunt adesea utilizate ca baza de comparatie. Exista
un numar de metode care pot fi utilizate pentru a estima costurile.
O metoda simpla este de a utiliza datele
existente in cataloage. Desi pretul pentru un singur echipament s-ar
putea sa nu reflecte pretul actual al pietei, el reprezinta
totusi o baza cu care se poate opera. intr-un anumit sens, este o
informatie istorica - deci corecta -, care poate fi
utilizata. Comparatia intre un exemplar dintr-un catalog si
altul - din alt catalog - poate furniza o buna estimare a pretului. O
alta metoda consta in utilizarea informatiei generate
pentru scopul planului initial. Datele de cost pot fi foarte preliminare,
dar candva s-ar putea sa reprezinte tot ce este disponibil, mai cu
seama in cazul unor dezvoltari noi. Ajustarea unor asemenea date se
poate face progresiv.
Metoda costurilor comparative poate fi utilizata
preparand o diagrama care identifica relatiile de cost ale
tipurilor existente cu cele noi.
Alte metode pot fi de natura parametrica,
ocupandu-se cu relatii specifice de cost in productie,
mentenanta, performanta, piese de
schimb etc, relatii care trebuie stabilite.
Unul din subiectele cele mai controversate si
dificile ale studiilor LCC este tipul factorilor care ar trebui inclusi in
evaluare, analiza, estimare etc. Explicatia controversei consta
in faptul ca fiecare are un punct de vedere diferit despre acesti
factori importanti. Evident, pentru un avion militar, anumiti factori
au o prioritate mai inalta decat altii; insa factorii
acestia nu sunt in mod necesar aceiasi pentru a calcula costurile
pentru - sa zicem - automobilul directiei firmei.
Toate notiunile de care am vorbit sunt
interdependente si cuplate. Pentru a avea un tablou de ansamblu, este util
sa ne referim la notiunea de eficacitatea sistemului (vezi fig. 2.8
[2.2, Birolini]) care reprezinta o unitate de masura pentru
capacitatea unui sitem de a indeplini functia ceruta cu cel mai bun
raport foloase / costuri pe durata
vietii (LCC). Se obisnuieste sa
numim eficacitatea costurilor ca fiind eficacitatea
sistemului. Distingem costuri periodice si neperiodice, si ele
pot fi identificate la evaluarea LCC a oricarui sistem sau echipament. De obicei, factorii neperiodici LCC sunt in raport cu:
Fig. 2.8. Costurile sau eficacitatea sistemului pentru echipamente
complexe. (Disponibilitatea operationala se mai numeste si
dependabititate).
- Cercetarea sau
dezvoltarea. Costul acesta
va depinde de marimea cercetarii sau a dezvoltarii specificate
in contract. Daca cercetarea se refera la ultimul stadiu al tehnicii,
costurile vor fi ridicate. Dezvoltarile minore vor fi neinsemnate in
raport cu alti factori de cost.
- Ingineria
fiabilitate-mentenabilitate. imbunatatirea fiabilitatii
sau a mentenabilitatii unui proiect inainte sau dupa livrare
este un alt factor.
- Aprobarea
calificarii. Aprobarea unui sistem inainte de acceptare sau livrare
cere incercari, conditii favorabile si mana de lucru.
Adesea testele nu pot fi efectuate in fabrica, iar expedierea si
incercarea lor la laboratoare specializate s-ar putea dovedi costisitoare, mai
cu seama in domeniile opticii, microelectronicii, puterilor mari etc, unde
noi metode de test trebuie adesea puse la punct.
- Clauzele
guvernamentale contractuale. In contractele guvernamentale sunt multe
clauze standard care se refera la livrare, impachetare, plati
etc. Desi acestea pot avea o influenta asupra costurilor, ele nu
sunt asa de critice cum sunt clauzele privitoare la informatie,
brevete, licente etc. ale caror costuri sunt substantiale.
- Life cycle
management. Managementul oricarui proiect cere efective in faza
initiala de conceptie. Dezvoltarea specificatiilor,
cerintele si prepararea intregului pachet contractual pot cere timp
mult. dovedindu-se costisitoare.
- Achizitionarea.
Costul de cumparare al unui sistem include orice element care face
parte din echipament (alimentare, cablaj/piese de schimb, taxe vamale etc).
- Instalarea.
Odata cumparat, sistemul trebuie instalat si - uneori -
testat in mediul sau inconjurator final. Vor trebui cumparate
fise si conectoare suplimentare, ajustari, filtre de
interferenta si suporturi de fixare s-ar putea dovedi necesare.
Nu uitati manopera suplimentara ceruta.
- Echipamentele
de testare. Ele reprezinta un important element de cost neperiodic.
-
Scolarizarea si
antrenamentul. Introducerea oricarui echipament nou cere
familiarizare, antrenament, scolarizare, caci unul din factorii
importanti ai nefiabilitatii ramane omul.
- Transportul. in prima faza a produsului, transportul
reprezinta un important factor de cost.
- Documentarea.
Aceasta include toate datele cerute pentru exploatarea corecta a
sistemului. Estimarea costurilor este dificila, caci multe documente
sunt puse la punct abia dupa ce ne dam seama ca ele lipsesc,
si asta cu ocazia unei pene la care nici macar nu ne-am gandit.
Informatiile traduse pentru documentare sunt deosebit de scumpe.
Cat
priveste costurile periodice, acestea
sunt legate de:
-
Functionare. Trebuie
sa tinem seama de cerintele misiunii considerate. Racirea sistemului, de exemplu, este - in unele
cazuri - absolut necesara, iar pentru aceasta este nevoie de multi
kW, de apa, de pacura etc.
- Mana de
lucru. Prea putine sisteme sunt complet automatizate, dar si
atunci este nevoie de interventia periodica a omului.
- Suport. Pentru
a mentine continuu un sistem in functiune este nevoie, periodic, de
suport. Pana si o imprimanta are nevoie din cand in cand de
hartie, iar intregul sistem nu mai functioneaza daca avem o
pana de curent electric.
- Mentenanta. Costurile de
mentenanta (uneori foarte costisitoare) sunt cele mai importante
pentru mentinerea in stare de functiune a sistemului, chiar daca
este vorba de un echipament de mare fiabilitate. Pentru memorie, vom
mentiona reparatiile periodice, calibrarile, ungerea
servomotoarelor etc.
- Inventar. Pentru
a fi siguri de a avea totdeauna piesele de schimb necesare, e nevoie sa
facem inventarul lor, pentru a le putea cumpara din vreme si a le
avea in stoc. Unele piese de schimb nu pot fi pastrate timp indelungat
fara sa se deterioreze.
Dependenta LCC = f(fiabilitate), pentru
diferiti factori de cost este aratata in fig. 2.9. Fireste,
enumerarea este incompleta si ar fi util - in viata
practica - sa completati aceasta lista.
Independent de tehnologie toate sistemele
trec prin cel patru faze ilustrate in fig 2.6. Pentru a ajunge la nivelul
dorit de fiabilitate si de mentenanta in faza a patra, o serie
de masuri manageriale si tehnice trebuiesc coordonate de-a lungul
tuturor celor patru faze. Sarcinile tehnice si manageriale din fiecare
faza pot constitui un program administrabil. Alegerea
sarcinilor care trebuie realizate depinde, de aceea, de faza de activitate in
care opereaza organizatia.
Exemplul 2.17 [2.2,
Birolini]
Un echipament contine n componente independente,
fiecare cu o probabilitate de defectare p. Fie ck costul pentru inlocuirea a k
componente defecte. Sa se determine:
a) speranta matematica a valorii medii a
costului total C(i) pentru inlocuirea componentelor (in echipament nu sunt
permise componente defecte);
b) media costului total (inlocuire si test)
daca componentele sunt supuse unui control de intrare care reduce rata de
defectare de la p la p0 (costul testului pentru fiecare componenta este
ct).
Rezolvare
a) Aplicand distributia binomiala,
probabilitatea de a avea exact k componente defecte intr-un lot de dimensiune n
este data de
Pk =
Media C(i) a costului total provocat de o
componenta defecta va avea forma
c(i) = 
b)C(ii) =nct + 
Diferenta dintre in timpul si C(ii) ne
da castigul obtinut datorita introducerii controlului de
intrare, ceea ce permite optimizarea costurilor.
Pe baza unor considerente similare, vom obtine
pentru speranta matematica a costului total de reparatie
valoarea medie Ccm in timpul cumulat T de functionare al sistemului cu
rata de defectare λ si costul ccm pentru o reparatie:
Ccm = Tccm
T da valoarea medie a numarului de defecte
petrecute in timpul T. Media lui C va fi suma costurilor pentru asigurarea
calitatii si pentru asigurarea fiabilitatii,
mentenabilitatii si a suportului logistic a unui sistem complex
C = C0 - Cf - Cmc - Cmp - C1 + (T/MTBFs)ccm - (1 -
Ds)Tcdi + ndcd,
unde indicii c inseamna calitate, f -
fiabilitate, mc - mentenanta corectiva, mp -
mentenanta preventiva, 1 - suport logistic, di - durata de
indisponibilitate, iar d inseamna defect. MTBFS si Ds
reprezinta media timpilor de buna functionare al sistemului
si - respectiv - disponibilitatea totala a sitemului.
3. Analize de fiabilitate in faza de dezvoltare
[3.2J[3.4]
in faza de dezvoltare a unui produs, analizele de
fiabilitate servesc atat Ia recunoasterea Ia timp si la eliminarea
punctelor slabe din punct de vedere fiabilistic, cat si la efectuarea de
studii comparative. Analizele de fiabilitate cuprind calculul
fiabilitatii prezise (analiza ratelor
de defectare), examinarea tipurilor de defectari si a
influentelor lor (analiza modurilor
de defectare) si controlul respectarii liniilor de dezvoltare
si constructie a produsului in privinta fiabilitatii.
in cele ce urmeaza ne vom ocupa de posibilitatile si
limitele calculului fiabilitatii prezise, de analiza si efectele
defectarilor pentru aparatele, echipamentele si sistemele
electronice.
O importanta parte din analizele de fiabilitate
efectuate in faza de dezvoltare consta in examinarea modurilor de
defectare si a ratei de defectare, pentru o anumita componenta
sau unitate considerata. Cercetarea ratei de defectare ne conduce la calculul fiabilitatii prezise - deosebit
de important pentru descoperirea din vreme a punctelor slabe ale produsului
si pentru examinarea unor solutii alternative, dar si pentru
punerea in evidenta a legaturilor de interdependenta
dintre fiabilitate, mentenanta. sprijinul logistic si
disponibilitate. Toate aceste aspecte ne vor permite sa definim cu
precizie - pentru furnizori - respectivele cerintele de fiabilitate.
Cum insa
- la stabilirea modelului respectiv s-au facut o
multime de simplificari;
- influenta perturbatiilor interne si
externe n-a fost luata suficient in considerare;
- erorile de dezvoltare, de constructie si
de fabricatie au fost neglijate;
- datele utilizate au un anumit grad de
nesiguranta;
- este dificil sa obtinem date fiabile din
faza de utilizare:
fiabilitatea prezisa nu poate fi decat o
aproximare, o evaluare a
adevaratei fiabilitati. Referindu-ne la rata de defectare a unui
aparat, a unui echipament sau a unui sistem, cu experienta necesara
si presupunand ca - in faza de fabricatie - toate masurile
necesare vor fi luate, abaterea dintre fiabilitatea prezisa si
fiabilitatea adevarata va putea fi tinuta in limite relativ
reduse (de obicei, un factor 2), cu observatia ca - de regula -
previziunea este pesimista. De remarcat ca, in cadrul studiilor
comparative, precizia absoluta nu joaca un rol prea important,
deoarece ceea ce ne intereseaza sunt valorile relative ale diferitelor concepte.
Cat priveste ratiunile teoretice care ne
conduc la fiabilitatea prezisa, pentru a efectua o buna analiza
este nevoie de cunostinte aprofundate atat in legatura cu
unitatea sau componenta considerata, cat si in legatura cu
posibilitatile concrete referitoare la imbunatatirea principiala a fiabilitatii.
Pentru unitatea considerata sunt importante modul de actiune
si conditiile de lucru ale fiecarui element, dar si
legaturile reciproce si influentele diferitelor elemente
(intrare / iesire, partajarea sarcinii, efectele tranzitorii,
influenta defectarilor etc).
Putem imbunatati
fiabilitatea
■ folosind corect componentele (respectand atat
sarcinile statice si dinamice, cat si problemele de
interfatare);
■ reducand sarcinile termice, electrice si
mecanice:
■ folosind componente calitativ mai bune, cat
si materiale si componente adecvate;
■ simplificand proiectul si
constructia;
■ imbatranind componentele si grupele
constructive critice;
■ introducand redundanta, acolo unde se
face simtita nevoia:
■ efectuand controale de calificare si
analize sistematice pentru eliminarea punctelor slabe constatate.
3.1. Patii necesari pentru calculul
fiabilitatii prezise
a) Definirea functiei si a profilului
cerute;
b) Stabilirea diagramei-bloc de fiabilitate;
c) Determinarea conditiilor de lucru pentru
fiecare element din diagrama-bloc;
d) Determinarea ratei de defectare a fiecarui
element din diagrama-bloc;
e) Calcularea fiabilitatii prezise a
fiecarui element din diagrama-bloc;
f) Calcularea fiabilitatii prezise a
unitatii considerate;
g) Eliminarea punctelor slabe si repetarea
pasilor b), c), d), e) si f), in cazul in care telurile de
fiabilitate nu au fost atinse.
3.2.
Definirea functiei si a profilului cerute
Functia ceruta specifica
misiunea unitatii considerate. Stabilirea ei constituie punctul de
plecare al oricarei analize, intrucat in felul acesta este definita
si defectarea. Pentru realizarea practica este necesar sa
prescriem - pentru toti parametrii - domenii de toleranta
si nu valori fixe.
In
plus, trebuie precizate conditiile
de mediu (temperatura ambianta, temperatura de depozitare,
umiditatea, praful, atmosfera coroziva, vibratiile, socurile,
zgomotul, variatiile tensiunii de retea I etc). Cu ajutorul
conditiilor de mediu si a incarcarilor interne ale
unitatilor considerate pot fi definite conditiile de lucru si determinate ratele de
defectare. Atat functia
ceruta, cat si conditiile de mediu depind adesea de timp - de
unde rezulta un profil cerut.
Se obisnuieste sa se introduca in caietul de sarcini un
profil reprezentativ, astfel incat telurile si calculele de
fiabilitate sa se poata referi la el. Pentru unitati
complexe, in caietul de sarcini se incepe adesea cu o descriere grosiera a
functiei cerute, functie care va fi apoi treptat slefuita
in cursul fazei de dezvoltare.
Fig. 3.1. Stabilirea de sus in jos a diagramei-bloc de fiabilitate.
3.5.1. Modelul Arrhenius
πT2/πT1
= A ≈ exp[Ea/k(l/T1 - 1/T2)], (3.3)
unde A este factorul de accelerare, k este constanta
lui Boltzmann (8,6x10-5eV/K),
T este temperatura absoluta a cipului, iar Ea
este energia de activare (0,4 eV - pentru circuite TTL incapsulate in
ceramica; 0,9 eV - pentru circuite integrate incapsulate in plastic).
Cat priveste factorul T, se recomanda ca J ≤ 85°C. De retinut ca diferenta dintre incapsularea
in plastic si cea in ceramica nu este atat de mare (fig. 3.5) pe cat
am fi tentati - poate - sa credem, astfel incat, in cele mai multe
cazuri, putem folosi valoarea data pentru incapsularea ceramica si pentru incapsularea in
material plastic, asa cum recomanda de altfel si MIL-HDBK-217F.
Cat priveste factorul Q, deosebim mai multe clase de calitate (vezi tabela 3.2).
Fig. 3.5. Dependenta factorului C2 in functie de
numarul de "pins" ai circuitului integrat.
Tabela 3.2 - Factorii πQ pentru componente electronice (MIL-HDBK-217F)
|
CI monolitice
si hibride
|
S
|
B
|
B-l
|
Inferior
|
|
Comp. discrete
semiconductoare
|
JANTXV
|
JANTX
|
JAN
|
Inferior
|
|
Rezistoare
-fixe-
-variabile
|
S
|
P
|
M
|
inferior
|
|
Capacitoare
|
S
|
P
|
M
l
|
inferior
|
Toate
aceste indicatii permit evaluarea ratei de defectare a componentelor
electronice "clasice", cu bune rezultate, diferenta fata de
datele obtinute din exploatare fiind cam un factor 2. In practica, se
recomanda folosirea ultimei editii a unuia din cataloagele renumite
pentru rate de defectare (CNET/British Telecom/Italtel Handbook of Reliability
Data; DIN/Siemens Failure Rate Handbook; MIL-HDBK-217F).
3.8. Analiza de fiabilitate cu ajutorul
diagramei-bloc
O conditie pentru dezvoltarea si folosirea
modelelor de fiabilitate este definirea clara si fara
echivoc a probabilitatii starilor de functionare si de
defectare. Pentru sistemele mici, definirea nu ridica probleme. Pentru
sistemele redundante complexe, sarcina este insa mult mai complicata.
Dupa definirea starilor de functionare
si defectare, vor trebui schitate intr-o diagrama-bloc de
fiabilitate posibilitatile de conectare a diferitelor parti
ale sistemului, asa cum este descris in detaliu in capitolul 3 din
MIL-HDBK-217F.
Exemplul 3.8.1
O instalatie
electronica este alcatuita din doua sisteme redundant-active
identice, cu o tensiune de alimentare comuna (fig. 3.7); diagrama-bloc de
fiabilitate corespunzatoare este reprezentata in fig. 3.8. unde se
vede ca tensiunea de alimentare apare in doua locuri diferite.
Aceasta se explica prin aceea ca tensiunea de alimentare C este
legata de buna functionare atat a sistemului A, cat si a sistemului
B. Cand tensiunea de alimentare C se defecteaza, intreaga instalatie
cade in pana. Folosind algebrele Boole putem scrie previziunea
referitoare la fig. 3.8
cu ajutorul relatiei
AC
+ BC (3.21)
care se reduce la
(A
+ B)C (3.21')
dupa cum se poate vedea si din
diagrama-bloc "minimizata" din fig. 3.9.
Intrucat
relatiile (3.21) si (3.21') sunt echivalente si diagramele
corespunzatoare vor trebui sa fie echivalente. Amandoua diagramele
conduc la aceiasi garnitura identica de stari
(instalatie in stare de functionare / defectare), ca si cand ar fi
descrise de aceiasi tabela de adevar.
Exemplul 3.8.2
Sa
luam cazul unui amplificator operational integrat LM 741, care
trebuie sa indeplineasca misiunea de "amplificator" (fig. 3.10). Componentele respective pot fi impartite
in:
■ partea de tensiune: R1, C1, C2, DZ
■ partea de compensare: R2, C3, C4
■ partea de amplificare: R3, R4, R5, R6, R7,
C5.
Fig. 3.7. Diagrama unei instalatii alcatuita din doua
sisteme identice A si B (redundanta pasiva, in asteptare)
si o tensiune de alimentare continua.
Fig. 3.8. Diagrama-bloc de (labilitate corespunzatoare fig. 3.7.
Fig. 3.9. Diagrama-bloc "minimizata" pentru schema din fig. 3.7.
Fig. 3.10. Amplificator construit cu ajutorul circuitului integrat LM
741.
Tabela 3.4 - Dalele importante ale
componentelor amplificatorului din fig. 3.10
|
Poz.
|
Comp.
|
Valoare
|
Factor sarcina p
|
10-6/h
|
K
|
λ = λbK(∏R)
10-6/h
|
Obs.
|
|
R1
R2
R3
R4
R5
R6
R7
C1
C2
C3
C4
C5
DZ
AO
|
Rez. Carbon
Rez. Carbon
Rez. Carbon
Rez. Carbon
Rez. Carbon
Rez. Carbon
Rez. Carbon
Cond.tantal
Cond. MKC
Cond. ceramic
Cond. ceramic
Cond. ceramic
Dioda Zener
Ampl.operational
25lipituri "de mana"
|
390Ω/1,5W
1.5kΩ/0,25W
1,2MΩ/0,25W
56kΩ/0,25W
56kΩ/0,25W
1 kΩ/0,25W
47Ω/0,25W
6,8μF/35V
100pF/250V
47pF/100V
47pF/100V
6,8μF/35V
12V/30mA
LM 741
|
|
|
|
|
R
R
|
|
n = 4,07873 ∙ 10-6/h
|
Fig. 3.11. Diagrama-bloc de fiabilitate pentru circuitul din fig. 3.10
Pe baza catalogului MTL-HDBK-217, am alcatuit
tabela 3.4. Din ea rezulta ca MTBF-ul circuitului este 0,25.106
ore. Diagrama-bloc de fiabilitate este reprezentata in fig. 3.11. Cat
priveste factorul de sarcina , pentru rezistente el are forma
ρ
= Pefectiv / Pnominal, (3.22)
iar pentru condensatoare p = Uutilizat/ Unominal. (3.23)
De retinut ca folosind rata calculata
de defectare nu atingem fiabilitatea operationala, ci fiabilitatea propriu-zisa. Fiabilitatea
propriu-zisa cuprinde doar acele defectari care impiedica
indeplinirea functiei aparatelor respective, pentru fiecare utilizare a
instalatiei.
Asa cum se poate vedea din tabela 3.4,
amplificatorul operational LM 741 aduce contributia cea mai
insemnata la rata globala de defectare; pe locul doi al celei mai
importante contributii - in aceasta privinta - se
situeaza cele 25 lipituri realizate manual. Cat priveste componentele
pasive, ele se multumesc - aproape intotdeauna - cu unul din locurile
modeste din "coada" acestui clasament global.
Exemplul de mai sus arata ca - pentru a
putea efectua calculele de fiabilitate necesare pentru un sistem electronic -
avem nevoie de toate ratele de defectare, ale tuturor componentelor utilizate.
Hotararea privind introducerea redundantei (si - ca o
consecinta - un pret sensibil superior) la instalatiile de
mare fiabilitate depinde adesea de corectitudinea si exactitatea
calculelor de fiabilitate. Daca - din greseala - evaluarea ratei
de defectare se situeaza prea
sus, s-ar putea ca sistemul respectiv sa fie - in mod automat -
eliminat de pe piata, datorita concurentei, caci
introducerea redundantei scumpeste produsul final. Daca,
dimpotriva - tot din greseala - evaluarea ratei de defectare s-a
facut prea jos, costurile
legate de mentenanta vor fi mult prea mari, iar fiabilitatea reala a sistemului se va situa
sub limitele indicate de specificatii. Asa, de exemplu,
instalatiile de telefonie de astazi sunt concepute pentru o
durata de viata de 2540 ani, presupunand o functionare
neintrerupta. in timpul acestei perioade valoarea medie a ratelor de
defectare a componentelor trebuie sa ramana constanta
si aproximativ egala cu 10-9 pana la 5∙10-9/ora.
in acelasi timp, trebuie sa fim absolut siguri ca - de-a lungul
intregii durate de viata a instalatiei - nu vor apare defectari
de uzura.
Pentru a putea constata o rata de defectare de
10-9/ora cu o precizie rezonabila, avem nevoie de 1010
componente x ore de observare, pentru a inregistra 5 defectari. Asemenea
date pot fi colectionate doar prin observarea unui mare numar de
instalatii sau sisteme electronice identice, timp de mai multi ani.
Iar daca vrem sa studiem defectarile de uzura timp de
2540 ani, perioada de observatie trebuie sa se intinda pe
aproximativ 10 ani. Desi rezultatele unor asemenea observatii se vor referi
la componente fabricate in urma cu zece ani, ele ne vor ajuta sa
evaluam corect filozofia de conceptie a produsului respectiv, la
epoca respectiva.
3.9. Metoda factorului de comparatie [3.6]
Sa presupunem ca trei firme diferite X, Y
si Z produc aceiasi componenta electronica (un circuit
integrat TTL) si fac publice respectivele rate de defectare (vezi tabela
3.5).
Tabela 3.5 - Datele de
fiabilitate publicate de fabricanti
|
Fabricant
|
Comp. x ore
|
Nr. comp.
|
Nr. defecte
|
Rata de defectare (%/1000 buc.)
(nivel de incredere 90%)
|
|
X
Y
Z
|
|
|
|
|
O
prima comparatie - pe baza datelor din tabela 3.5 - lasa sa
se presupuna ca ar trebui sa alegem produsele fabricantului X,
deoarece au cea mai mica rata de defectare. Daca insa
introducem un factor de comparatie
Tabela 3.6 - Valori λ publicate de fabricanti;
factorul de comparatie Fc
|
Fabricant Xo Fc
|
|
X 0,15 0,0888 Y 0,38 0,00263
Z
0,76 0,0035
|
Fc = (λA - λB)/Nλ0, (3.24)
unde
Fc = factor de comparatie (o
masura relativa a timpului minim cerut pentru a atinge scopul
dat),
λA
= actuala rata de defectare la timpul t,
λB
= rata de defectare urmarita (in exemplul dat λB = 1),
λ0
= rata de defectare pentru 0 defecte, la timpul t,
N = numarul de componente testate.
Cu ajutorul ecuatiei (3.24) putem construi
tabela 3.6. Pe baza acestor calcule, rezulta ca ar trebui sa
alegem fabricantul Y, caci pentru el FC are valoarea cea mai
mica.
Kitson [3.6] recomanda (tabela 3.7) punerea in
evidenta a relatiei dintre factorul de forma din functia Weibull si factorul de
comparatie Fc.
Presupunand ca fabricantii pun la
dispozitia clientului datele de fiabilitate necesare, am putea
construi tabela 3.8.
Tabela 3.7 - Relatia
dintre si Fc
|
Factorul de schimbare al lui Fc
|
|
x 1,00
x 1,02
x 1,04
x 1,07
x 1,10
x 1,16
x 1,30
x 1,54
x 2,10
x 3,40
x ∞
|
Tabela 3.8
|
Fabricant P Factor de schimbare Fc modificat
|
|
X 0,9 x 3,4 0,03019
Y 0,3 x l,07 0,002814
Z 0,2 x 1,04
0,00364
|
Din datele continute in tabela 3.7 reiese
ca produsele firmelor Y si Z sunt similare in ceea ce priveste
fiabilitatea. Daca insa vom tine seama ca produsele
furnizate de Z au trecut cu succes un test de 1000 ore, iar cele ale firmei Y
un test de 2000 ore, vom recomanda cumpararea produselor firmei Z,
daca aplicatia respectiva cere o rata de defectare de
l%/1000 ore.
Din cele ce preced se vede ca metoda factorului
de comparatie ne furnizeaza date mai aproape de realitate decat
datele publicate de fabricanti, chiar acolo unde factorul de forma al functiei Weibull este necunoscut.
4. Analize de mentenabilitate in faza de dezvoltare
[4.1][4.20]
4.1. Introducere
Mentenabilitatea este o probabilitate, aceea ca un
sistem sa poata fi depanat intr-un timp dat, cu mijloace date si
in conditii date, regasind fiabilitatea sa initiala.
Esential este deci timpul anuntat;
pentru ca el sa aiba sens, trebuie sa precizam performantele sau
caracteristicile cautate si metodele
si mijloacele intrebuintate. Mentenabilitatea nu este
cautarea de timpi periculos de redusi, ci de timpi variabili, in vederea unei
reparatii garantat bine
facuta, si cu scopul unei previziuni intr-un context care - de
obicei - nu face destul loc acestei previziuni. De exemplu, daca
seful intretinerii poate spune ca sunt noua sanse din
zece de a repara intr-o ora - cu mijloacele de care el dispune -materialul
este mentenabil; iar probabilitatea ca el sa-si respecte promisiunea
este, in acest caz, de 0,9.
Timpii de executie sunt studiati si
prevazuti, fara sa uitam timpii morti - care
constituie cea mai mare penalizare in depanarile curente. Ei trebuie
redusi la minimum: eliminarea timpilor de asteptarea a pieselor, a
asteptarilor administrative, personal calificat si experimentat
pentru a putea evita tatonarile etc. Este deci o
preparare impinsa la limita superioara permisa de tehnica
actuala, cu cunoasterea exacta a timpilor necesari. In acest
fel, depanarea devine reproducerea fidela a unui model de depanaj
recunoscut ca fiind cel mai bun, fara improvizari si
fara variante personale, garantand astfel fiabilitatea si
disponibilitatea sistemului.
Mentenabilitatea
sistemelor are, asa dar, o importanta influenta asupra
disponibilitatii lor si - in cazul in care pot fi reparate
parti redundante, fara sa se intrerupa
functionarea - chiar asupra fiabilitatii lor. Mentenabilitatea
reprezinta astfel un important parametru de optimizare a
fiabilitatii, a disponibilitatii si a costurilor LCC
(Life Cycle Cost) pe toata durata de viata a aparatelor,
echipamentelor si sistemelor. Realizarea unei inalte mentenabilitati
incepe inca in primele stadii de conceptie si proiectare si
depinde in mare masura de conceptul
de mentenanta, gandit "pe masura" si specific,
pentru fiecare proiect. Modularizarea si
autotestarea cu ajutorul
testelor "built-in", dar si un sprijin logistic (cuprinzand si
serviciul dupa vanzare) bine gandit sunt masuri importante pentru
localizarea rapida defectarii si realizarea unor timpi
scurti de mentenabilitate. Exista insa si elemente
marginale (cum ar fi varietatea larga de defectari care pot sa
apara, standardizarea. ingustimea locului componentei defecte, costurile,
fiabilitatea specifica a proiectului etc.) de care trebuie sa
tinem seama si care ne obliga adesea sa realizam un
compromis.
4.2.
Cateva definitii importante
Mentenanta este
totalitatea actiunilor executate periodic in scopul mentinerii (sau
refacerii) caracteristicilor de functionare ale dispozitivelor in limitele
impuse de specificatii. Spre deosebire de aptitudinea la mentenanta - care poate fi privita
ca o proprietate si care se afla in campul competentelor unui
inginer de dezvoltare - notiunea de intretinere are in vedere
eforturile utilizatorului sau ale clientului. Dupa cum se poate vedea din
fig. 4.1 se obisnuieste sa se imparta mentenanta in mentenanta preventiva (executata
la intervale de timp predeterminate, in conformitate cu procedee impuse, pentru
a reduce probabilitatea de defectare a sistemului considerat) si mentenanta corectiva (efectuata
dupa recunoasterea defectului, cu scopul de a restabili sistemul in
starea lui initiala, astfel incat sa realizeze functia
ceruta).
 MENTENANTA PREVENTIVA
MENTENANTA PREVENTIVA
♦
Controlul si pastrarea capacitatii de functionare
°Examinarea
tuturor functiilor, pentru
descoperirea
defectelor ascunse
°Lucrari
pentru reducerea defectarilor de uzura MENTENANTA si compensarea celor de deriva
°Lucrari
de "depasire", pentru prelungirea
duratei
de folosire
MENTENANTA CORECTIVA
♦Restabilirea capacitatii de
functionare
°Recunoasterea defectului
°Localizarea
defectului
°Eliminarea
defectului
°Teste
functionale
Fig. 4.1. Subdiviziunile mentenantei.
Mentenabilitatea este o
caracteristica a unei unitati considerate, exprimata prin
probabilitatea ca mentenanta preventiva ("serviceability") sau
repararea ("repairabiliry") unitatii respective sa poata fi
efectuata intr-un interval dat de timp, cu ajutorul unor resurse
(numar de persoane si calificarea lor, piese de schimb,
capacitatile de testare etc.) si procedee date.
Valoarea reala MTTR a unui echipament nu este
usor de determinat, daca dorim sa avem e valoare globala,
pentru un interval de timp de mai multi ani. Interventiile succesive
au o durata variabila D si nu este suficient sa luam
valoarea medie Dc / N (unde N reprezinta numarul de interventii
iar Dc valoarea cumulata a interventiilor). Este necesar sa
facem sa intervina probabilitatea diferitelor pene si
frecventa interventiilor preventive: in felul acest MTTR
devine-limita sumei raporturilor ΣλD / Σλ pentru fiecare
interventie (D reprezinta durata unei interventii
corespunzatoare unei fiabilitati λ).
Adesea se vorbeste de reparatie in loc de mentenanta. Timpul care se scurge
de la recunoasterea defectului pana Ia efectuarea cu succes a
controlului functionarii (inclusiv timpul logistic - altfel spus
timpul necesar pentru procurarea pieselor de schimb sau a aparatelor de
masura) formeaza timpul
de reparatie. Se presupune adesea ca, intarzierea suportului logistic ideal este egala cu zero.
Fig. 4.2. Cele trei categorii de
factori care determina mentenabilitatea unui sitem.
Pentru
a ilustra natura complementara a mentenabilitatii si a
fiabilitatii, am rezumat in tabela 4.l comparatia
functiilor utilizate in fiabilitate si mentenabilitate.
Factorii
care determina mentenabilitatea unui sistem pot fi
impartiti in trei mari categorii (fig. 4.2): proiectare (alarme,
puncte de test, acces etc), mediul mentenantei (scule, logistica
etc.) si
factori umani (indemanare, antrenament etc).
Tabela 4.1 - Comparatia functiilor utilizate in fiabilitate
si mentenabilitate
|
Fiabilitate
Mentenabilitate
|
|
Timpul
pana la defectare Timpul pana la reparatie
f(t)
f(t)
Fiabilitate Mentenabilitate
R(t1) =  M(t1)
= M(t1)
= 
Nefiabilitate
R(t1) = 
Rata
de defectare Rata
de reparatie
(t) = f(t) / R(t)
(t) = f(t) / [1 - M(t)]
Mean Time Between
Failure
Mean Time To Repair
MTBF = 1/λ =
 MTTR
= d = 1/μ = MTTR
= d = 1/μ =
Probabilitatea
functiei de distributie
Probabilitatea functiei de
a
timpului pana la defectare
distributie a timpului pana la reparatie
f(t1) = (t1)R(t1)
= (t1)[1 - Q(t1)]
f(t1) = (t1)[1 - M(t1)]
= (t1) exp[- = (t1) exp[- = (t1) exp[-
|
Aptitudinea la
mentenanta este
exprimata prin probabilitatea ca cheltuiala de timp pentru restabilirea
capacitatii de functionare (respectiv pentru o intretinere)
sa fie mai mica decat un interval de timp dat, cu conditia ca
lucrarile de restabilire sa se desfasoare in conditii
date. privind materialul si personalul. Aptitudinea la mentenanta se
imparte in aptitudinea la
intretinere si aptitudinea
la restabilire. Daca notam cu - respectiv cu ' - timpii pentru efectuarea unei reparatii -
respectiv pentru efectuarea unei mentenante preventive - putem scrie:
"reparability"
= pr (4.1)
si "serviceability" = pr
cu densitatea g(t) = dG(t)/dt
(t) =  (l/ t) pr = -g(t)/[l - G(t)].
(l/ t) pr = -g(t)/[l - G(t)].
In
multe cazuri, pentru caracterizarea grosiera a timpilor de
mentenanta corectiva si preventiva sunt suficiente
valorile medii (sperantele matematice)
MTTR
(Mean Time To Repair)
MTTPM
(MeanTime To Preventive Maintenance).
La
aprecierea timpilor de mentenanta realizati in faza de
exploatare, va trebui sase tina seama ca acestia vor fi
puternic influentati de suportul logistic.
Exemplul 4.2
Fie
densitatea g(t) a timpului de reparatie τ' a unui sistem cu rata de
defectare λ constanta,
continua si unimodala, si sa presupunem ca
λE[τ'] = λMTTR « 1, si
λ « l. Sa
se cerceteze cantitatea g(
« l. Sa
se cerceteze cantitatea g(
Rezolvare
Pentru MTTR «1, λ « 1 si g(t) unimodal
g(  exp(- t) = t-( t)2/2]dt (4.5)
exp(- t) = t-( t)2/2]dt (4.5)
De aici rezulta expresia aproximativa
 MTTR +
MTTR +  (4.51)
(4.51)
in multe aplicatii practice
g(λ)
= 1 - λMTTR (4.6)
este o aproximatie suficient de buna.
La inceput, intretinerea preventiva era
legata de ideea de planificare, din motive de economie, de teama unei pene
prin surprindere si de frica unor blocari ale productiei. Ideea
in sine nu este perimata, dar ea a evoluat in aplicatiile sale.
Planificarea - din ce in ce mai justificata pentru prevenirea penelor -
s-a imbunatatit datorita metodei PERT, de exemplu, al
carui principal avantaj - pentru noi - este cercetarea celei mai mici
intarzieri la definirea drumului critic.
Tabelul 4.2 rezuma diferitele caracteristici ale
diferitelor tipuri de mentenanta si de lucrari de
reinnoire.
Tabloul 4.2 - Recapitulare
|
Tipul lucrarii M.
corectiva M.
preventiva Reinnoire
|
|
Pregatirea
interventiei
da da da
|
|
Interventie
inainte/dupa pana
dupa inainte inainte
|
|
Fiabilitatea rezultanta da da da
|
|
Mentenabilitate da da da
|
|
Planificare nu da nu
|
|
Localizare da da da
|
|
Aplicatii
electronica el.-mecanica material vechi sau perimat
|
Costul
parametrilor de care depinde fiabilitatea si mentenabilitatea unui sistem,
cat si relatiile
dintre
acesti parametri si costul actual ai mentenantei reprezinta
o interactiune complexa, astfel incat nu se pot trage concluzii cu
valabilitate generala. Pentru a intelege mai bine modul cum se pune
problema, figurile 4.4 si 4.5 considera impartirea
costurilor intre utilizator si fabricant, precum si variatia lor
in functie de disponibilitate, iar fig. 4.6 ilustreaza
interdependenta mutuala dintre acesti parametri si costuri.
Banii cheltuiti pentru mentenabilitate reduc timpii de reparatie,
care - in schimb - imbunatatesc fiabilitatea in cazul
defectarii unitatilor redundante. O fiabilitate imbunatatita reduce
costurile de mentenanta, in timp ce banii cheltuiti pentru
mentenanta preventiva pot ameliora fiabilitatea. O situatie de
compromis exista intre mentenabilitate si mentenanta: banii
cheltuiti pentru mana de lucru si testarea echipamentului
imbunatatesc mentenabilitatea, reducand timpul de mentenanta;
in timp ce banii cheltuiti pentru accesibilitate, pentru punctele de test,
pentru aparatura de test "built-in" si pentru afisare reduc atat
timpii de mentenanta preventiva si corectiva, cat
si costurile.
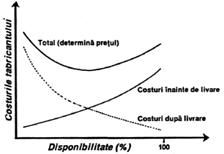
Fig. 4.4. Pret si disponibilitate.
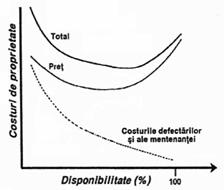
Fig. 4.5. Costurile de proprietate si disponibilitate
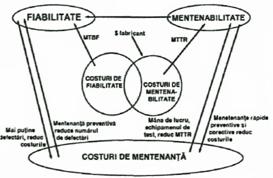
Fig. 4.6. Inter-relatii intre eficacitatea sistemului si
costuri.
Acolo unde se cere sa se realizeze un compromis
cu privire la unul sau doi parametri, si in cazul cand exista
putine solutii alternative, se poate face o analiza relativ
simpla a beneficiilor in termeni de cost (sau de timp de reparatie,
sau de MTTF). Fireste, nu se poate optimiza fiecare parametru de
eficacitate; trebuie gasite cateva combinatii care ofera un
optim al beneficiilor, in general, in termeni de eficacitate si de cost.
Nu se poate considera simultan fiecare variabila a sistemului, pentru a
ajunge astfel la o combinatie care identifica punctele de optim
situate pe curbele din fig. 4.4 si 4.5. Este nevoie sa comparam
costurile diferitelor metode, luand in considerare fiecare variabila -
acolo unde exista alternative -, si sa examinam avantajele
si dezavantajele respective, presupunand ca sacrificam un
parametru in favoarea altuia. De exemplu, se poate construi un compromis -
asa cum se arata in fig. 4.7 - indicand balanta dintre
mentenantele preventiva si corectiva. Din aceasta
figura se vede ca o crestere a mentenantei preventive se
traduce printr-o descrestere a mentenantei corective; aceasta
concluzie nu este insa totdeauna adevarata, caci o
mentenanta preventiva mai slaba va provoca cresterea
volumului necesar de mentenanta corectiva. Diagrama
ilustreaza existenta unei combinatii optime a acestor doi
factori.
Fig. 4.7. Compromis intre
mentenantele preventiva si corectiva.
4.3. Timp de indisponibilitate si timp de
reparatie
Desi se evita sa se dea o
definitie formala, se poate spune ca timpul de indisponibilitate
este
perioada in care conditiile de exploatare ale
sistemului sunt inacceptabile.
Se face adeseori confuzie intre timpul de
indisponibilitate si timpul de reparatie. Desi acesti doi
timpi se acopera partial, ei
nu suni identici. Timpul de indisponibilitate incepe inaintea timpului de reparatie. In plus, in mod
obisnuit reparatia cuprinde si un numar de teste si
elemente de realiniere, ceea ce face ca acestea sa se situeze dincolo de limita timpului de indisponibilitate.
De retinut ca termenii
pot avea semnificatii diferite la nivelul sistemului, la nivelul unei
unitati redundante sau la nivelul modulului de inlocuire. In general,
o schimbare in timpul de reparatie a sistemului se traduce printr-o
schimbare a timpului de indisponibilitate; cele doua notiuni nu sunt
total interdependente.
Tabela 4.3 identifica efectele timpului de
indisponibilitate si a timpului de reparatie, atat la nivelul
sistemului, cat si la nivelul subsistemului (vezi si fig. 4.8).
Fig. 4.8. Elementele duratei de indisponibilitate
si ale timpului de reparatie
Tabela 4.3 - Efectele timpilor de indisponibilitate
si de reparatie
|
Timp de
indisponibilitate Timp de reparatie
|
|
Sistem Determina
disponibilitatea si deci Contribuie la costurile de mentenanta *
costurile
veniturilor pierdute
Unitate Influenteaza
fiabilitatea Contribuie la costurile de mentenanta *
redundanta sistemului
Modul Influenteaza
disponibilitatea Influenteaza atat costurile
de mentenanta.
de inlocuire pieselor de schimb cat si
disponibilitatea modulului ca piesa
de
schimb
|
* Costul mentenantei este - in principal -
determinat de numarul de oameni-ore cerut pentru a face o reparatie
(excluzand mentenanta preventiva), dar numarul de oameni-ore nu
este exact proportional cu timpul de reparatie care considera
si existenta perioadelor de inactivitate datorita intarzierilor
administrative si logistice.
Disponibilitatea este determinata de timpul de
indisponibilitate, dupa cum rezulta din relatiile de mai jos:
disponibilitatea =
 (4.7)
(4.7)
Relatiile de mai sus sunt valabile numai
daca rata de defectare este constanta.
Disponibilitatea
instantanee este
probabilitatea de functionare la un anumit moment aleator al timpului.
Timpul de indisponibilitate si fiabilitatea (exprimate mai inainte in
functie de rata de defectare) determina disponibilitatea; in plus
insa. timpul de indisponibilitate poate influenta fiabilitatea,
daca s-a aplicat redundanta. Timpul pana la reparatie
trebuie sa influenteze probabilitatea de defectare a sistemului,
datorita unei alte pene care se produce in timpul repararii primei
unitati. Se poate arata, de exemplu, ca daca doua
unitati sunt in redundanta activa si daca
rata de defectare si MTTR ale fiecarei unitati sunt si respectiv 1/ , atunci - pentru acest sistem - vom avea:
MTBF= (4.8)
(4.8)
Timpul de indisponibilitate poate fi
impartit intr-un numar de elemente, dintre care urmatoarele
sunt cele mai importante:
Timpul pana la
realizare este timpul care se scurge inainte ca conditia de defectare
sa devina aparenta. El depinde de conditiile de
alarma, de tipul de serviciu furnizat de sistem etc. Este un element
constitutiv al timpului de indisponibilitate, important deci pentru
disponibilitate. insa nu este o parte a timpului de reparatie.
Timpul de acces este timpul scurs din momentul in care s-a realizat
existenta defectarii (pentru specialistul sau echipa de
intretinere este timpul de realizare a contactului cu afisajele sau
punctele de test ale sistemului care marcheaza inceputul localizarii
penei) si momentul in care accesul la punctele de masura,
afisare sau test devine efectiv.
Timpul de diagnoza include "incalzirea" echipamentului de test
si ajustarea lui (de ex. un generator de semnal sau un osciloscop),
examinarea formelor de semnal si masurarea tensiunilor necesare,
interpretarea informatiilor furnizate de aparatele de test, verificarea
concluziilor, decizia de a executa o anume mentenanta corectiva.
Timpul de procurare a
pieselor de schimb are in vedere
timpul scurs de la identificarea fizica a elementelor sau pieselor de
schimb (existente intr-o "cutie de serviciu", sau prin "canibalizare", sau prin
parti redundante) care trebuie inlocuite.
Timpul de inlocuire
cuprinde accesul la si inlocuirea "Least Replaceable Assembly" (LRA),
instalarea si conectarea lui etc; el depinde in mare masura de
alegerea LRA si de caracteristicile lui mecanice de proiectare, cat
si de alegerea conectoarelor.
Timpul de verificare cuprinde timpul necesar pentru a ne asigura ca
conditiile de defectare au
incetat
si ca sistemul a redevenit operational.
Timpul de aliniere a
sistemului. Asocierea unui
nou LRA poate sa ceara atat ajustarea LRA, cat si a sistemului,
cu scopul de a optimiza performantele.
Timpul logistic este timpul investit cu asteptarea transportului
pieselor sau elementelor de schimb la fata locului.
Timpul administrativ este o functie a sistemului de organizare a
utilizatorului, care cuprinde
raportarea defectarilor, alocarea sarcinilor de
reparatie, de mana de lucru, intreruperi "oficiale" etc.
Activitatile (b) - (g) sunt numite timpi activi de reparatie, iar
activitatile (h) si (i) timpi
pasivi de reparatie. Elementele active ale timpului de
reparatie au adesea loc in ordinea in care au fost prezentate. in timp ce
elementele pasive cat si elementele timpului de acces pot avea loc oricand
si oricum (vezi fig. 4.8).
4.4. Conceptul de mentenanta
O cerinta, inca si mai
stringenta decat in cazul fiabilitatii, este ca mentenabilitatea
sa fie construita,
inglobata in echipament si sisteme, inca in timpul fazei
de proiectare. Constatarea este cu atat mai adevarata cu cat
mentenabilitatea nu poate fi prezisei cu usurinta (si,
deci, nici nu poate fi optimizata), si cu cat
imbunatatirea mentenabilitatii cere adesea importante
schimbari atat ale layout-ului (dispozitiei topografice), cat si
ale constructiei sistemului considerat. Din toate aceste motive, nu se
poate atinge mentenabilitatea impusa unui sistem complex, decat daca
se planifica si se realizeaza un concept de mentenanta. Orice fabricant de sisteme
electronice trebuie sa puna la punct, asadar, un asemenea
concept care sa aiba in vedere:
■ detectarea si localizarea
defectarilor, incluzand si testul functional dupa
reparatie;
■ structurarea echipamentului (sistemului) in
unitati reparabile LRU (Last Repairable Units) - de cele mai multe
ori independente - si parti de schimb, la nivelul sistemului;
■ documentatie pentru utilizator, inclusiv
manualele de exploatare si de mentenanta;
■ antrenarea personalului de exploatare si
de mentenanta;
■ suportul logistic al utilizatorului,
cuprinzand si serviciul dupa vanzare.
Fireste, conceptele de mentenanta sunt
diferite, in functie de interesul pe care il reprezinta ele pentru fabricanti si - separat -
pentru utilizatori. Din punctul
de vedere al utilizatorilor - in afara de punctele mentionate mai sus
- mai trebuie avute in vedere:
■
organizarea si intretinerea;
■ inzestrarea si formarea personalului de
intretinere.
La aprecierea unui concept privind recunoasterea
defectarii si localizarea ei, trebuie sa tinem seama
ca ceea ce conteaza in mod special sunt efectele defectarii (mai
cu seama in legatura cu defectarile supracritice si
defectarile totale), si nu frecventa
defectarilor. Importante sunt, de asemenea, recunoasterea si
localizarea defectelor elementelor redundante. In tabela 4.4 sunt comparate
avantajele si dezavantajele diferitelor filozofii de testare folosite la
recunoasterea si localizarea defectarilor.
Tabela 4.4 - Avantaje si dezavantaje ale diferitelor filozofii de
testare
|
Echipament de test
Avantaje Dezavantaje
|
|
Categorii:
Scopuri
speciale Echipamente precise, simple" pentru Costa scump, au durata de
viata scurta.
Este o categorie speciala
utilizata sarcina
respectiva, satisfac cerinte prezinta mari riscuri, au
probleme de
pentru sisteme specifice si
pentru speciale ale
materialului. disponibilitate, exemplare unicate
monitorizarea testelor sau pentru
a testa o singura
functie a siste-
mului respectiv
Scopuri
generale
Convenabil ca pret. disponibil cu Cer ingeniozitate pentru
adaptare,
Este o categorie pentru
unitati
usurinta, durata lunga de viata,"
se consuma timp in
procesul de mentenanta
"off-the-shelf', utilizabile in bucura de
increderea utilizatorului,
diferite sisteme. are
multiple posibilitati
|
|
Tipuri:
"Built-in"
Minimizeaza
suportul extern al echi- Greoi,
mari dimensiuni, consuma mult.
Realizat - din punct de vedere me- pamentului, disponibilitatea,
timpul complex, costa
scump, nu poale sa se
canic si electric - in
aceeasi carcasa de
intrerupere (datorita transportului). auto-testeze. calibrarea se face
impreuna
cu echipamentul de testat. Nu e nevoie de sonde
sau conexiuni cu echipamentul
de testat, inflexibil in
manuale. Identifica
degradarea per- materie de
procedee de test
formantelor. Poate fi transportat si
depozitat
fara problema
Automat
/ semi-automat
In mod normal testeaza o
succesiune Rapid, creste
capabilitatea de test, di- Mare,
greoi, scump, extrem de specializat,
de doua sau mai multe
semnale, fara mina erorile umane, reduce nivelul
de cere posibilitati de
auto-testare, luarea in
interfata umana.
Poate fi inclus in
indemanare si de antrenament pentru considerare a punctelor de test,
sensibil
echipamentul de testat, sau realizat echipamentul de baza. la
schimbarile de proiectare, nu atat de
separat.
fiabil ca un aparat manual
"Go / no-go"
Poate fi o combinatie de
"built-in" Simplifica
deciziile si sarcinile de Circuite unicate, unitati scumpe de test,
si de "automat /
semi-automat''. Con-
mentenanta. Informatia este clara. probleme de programare;
ne-adecvat
ceput pentru a determina daca siste- concisa si decisiva. pentru
o analiza amanuntita a circuitelor
mul lucreaza in interiorul tolerantelor,
nu determina gradul de
conformitate
"Collating"
Combinatie de "built-in" si de "auto- Reduce numarul de indicatori,
timpul Similar cu "go / no-go"
si automat;
mat / semi-automat". Conceput sa de test si erorile;
simplifica diagnoza. nu indica
nefunctionari specifice
prezinte rezultatele a doua
sau mai ale
semnalelor
multe teste pe un singur
dispozitiv
de afisaj
|
In continuare, tabela 4.5 prezinta aspectele de
care inginerul de dezvoltare trebuie sa tina seama la alegerea
filozofiei de test privind recunoasterea si localizarea
defectarilor.
Tabela 4.5 - Aspecte de care trebuie sa se tina seama la
alegerea filozofiei de test
Factor
|
Element
|
Evaluare
|
|
Built-in
|
Scopuri
|
|
speciale
|
generale
|
|
Tehnician de
mentenanta
|
Acceptarea personalului
|
Important
|
Mediu
|
Neinsemnat
|
|
Siguranta personalului
|
Important
|
Mediu/Important
|
Mediu/Neinsemnat
|
|
Complexitatea functionarii
|
Neinsemnat
|
Mediu
|
Important
|
|
Timpul pentru teste complete
|
Cel putin
|
Mediu
|
Cel mai mult
|
|
Timpul de antrenare al personalului
|
Cel
putin
|
Mediu
|
Cel mai mult
|
|
Tendinta de a depinde de echip. de test
|
Important
|
Mediu
|
Neinsemnat
|
|
Factori fizici
|
Limitele dimensiunilor echip. de test
|
Limite minime; depind de aplicatie
|
Limite max.
|
|
Limitele greutatii echip. de test
|
Limite minime; depind de aplicatie
|
Limite max.
|
|
Complexitatea
"wiring in" a echip. test
|
Important
|
Mediu
|
Neinsemnat
|
|
E nevoie de puncte aditionale de test
|
Nici una
|
Nici una
|
Multe
|
|
Spatiul dorit in zona de lucru
|
Cel putin
|
Ceva
|
Cel mai mult
|
|
Probleme de depozitare
|
Nici una
|
Mediu
|
Multe
|
|
Consideratii de trafic
|
Neinsemnate
|
Mediu
|
Important
|
|
Mentenabilitate si fiabilitate
|
Probabilitatea de defectare a echip.
|
Mica
|
Mica
|
Importanta
|
|
Prob. defectare provocata de ech. test
|
Mica
|
Mica
|
Importanta
|
|
Efectul
reparatiilor asupra ech. testat
|
Ceva
|
Mic
|
Nici unul
|
|
Logistica
|
Costul pt. a o
incorpora in echip. test
|
Important
|
Mediu/Important
|
Nici unul
|
|
Timp procurare echip. de test
|
Important
|
Mediu
|
Neinsemnat
|
|
Efortul pt ingineria proiectarii
|
Important/Mediu
|
Important/Mediu
|
Neinsemnat
|
|
Conformitate cu specii", echip. de testat
|
Trebuie
|
Poate
|
Poate
|
|
Aplicatie
|
Utilizarea indelungata, cu frecv. ridicata
|
Important
|
Important /Mediu
|
Neinsemnat
|
|
Suplete in aplicatii
|
Neinsemnat
|
Neinsemnat
|
Important
|
|
Oportunitate pt. utilizare incorecta
|
Neinsemnat
|
Neinsemnat
|
Important
|
|
Adaptabilitatea sistemului la ech. de test
|
Neinsemnat
|
Mediu
|
Important
|
4.6. Calculul mentenantei
Ca si in cazul fiabilitatii, pentru
sisteme complexe ne intereseaza adesea sa avem o previziune de
mentenanta. Asa, de pilda, este deosebit de simplu cazul in
care dorim sa calculam doar speranta matematica a timpului
de reparatie al sistemului MTTR$ si timpul de mentenanta al
sistemului MTTPMS.
4.6.1. Calculul lui MTTRS
Pentru calculul lui MTTRs vom proceda astfel: Fie o
instalatie avand diagrama-bloc de fiabilitate din fig. 4.9. Presupunem
ca toate elementele au acelasi timp cumulat de functionare T.
Fig. 4.9 - Diagrama-bloc de fiabilitate a instalatiei din exemplul
de calcul
Daca T va fi foarte mare, vom avea - in medie -
pentru elementul Ei T / MTBFi defectari. Timpul necesar
pentru repararea elementului Ei va fi, in medie
(MTTRi) x (T / MTBFi). (4.9)
Pentru toata instalatia vom avea,
asadar, in medie
(T/ MTBF1) + (T/ MTBF2) - (T/ MTBF3) (4.10)
defectari si un timp de reparatie egal
cu
T[(MTTR1/MTBF1) + (MTTR2/ MTBF2) + (MTTR3/MTBF3)]. (4.11)
Timpul mediu de reparatie va fi deci

 (4.12)
(4.12)
Aceste rationamente sunt valabile pentru valori
ale lui T foarte mari si ne dau pentru T ∞ valoarea exacta a sperantei
matematice a timpului MTTRS. Pentru o instalatie cu n elemente
vom avea:
MTTRS =  (4.13)
(4.13)
sau - in functie de rata de defectare i = 1/MTBFi -,
MTTRS =  (4.14)
(4.14)
Relatiile (4.13) si (4.14) sunt valabile -
cu aproximatie - si pentru unitatile cu
redundanta. (De retinut ca MTTR este speranta
matematica a timpului de reparatie folosit si nu timpul de intrerupere din cauza
reparatiei; in mod normal, in timp ce se repara un element redundant
instalatia continua sa lucreze.) Ecuatia (4.13) poate fi
folosita si in cazul sistemelor ale caror elemente nu au o
rata de defectare constanta; va trebui insa sa se
inlocuiasca MTBFi cu MTTFi. Se presupune ca
dupa fiecare mentenanta, elementul respectiv poate fi considerat
ca nou (MTTFi si MTTRi trebuie sa
ramana constante).
4.6.2. Calculul lui MTTPMS
Pentru calculul
lui MTTPMS - daca presupunem ca toate elementele au
acelasi timp cumulat de functionare T si ca fiecare element
este intretinut separat - vom avea:
MTTPMS = (4.15)
(4.15)
unde MTTPMi este speranta
matematica a timpului de mentenanta iar MTBPMi este
speranta matematica a timpului dintre doua actiuni
succesive de mentenanta.
Daca - dimpotriva - presupunem ca la
fiecare actiune de mentenanta toate elementele, unul dupa
altul, sunt intretinute, atunci vom avea:
MTTPMS= (4.16)
(4.16)
Ecuatia (4.16) nu este un caz limita al
ecuatiei (4.15) pentru
MTBPM1 = MTBPM2 = . .MTBPMn (este vorba de doua
modele diferite).
4.7.3. Suport logistic descentralizat
Pentru utilizatorii care au mai multe echipamente
identice sau asemanatoare in serviciu, in diferite
localitati, se organizeaza adesea descentralizat aprovizionarea
cu piese de schimb. O asemenea solutie este justificata daca
luam in considerare timpul de reactie, siguranta si
simplitatea ei. Dezavantajul principal este acela ca global vom avea nevoie de mult mai
multe piese de schimb (Vezi exemplul precedent 4.7.1). Aceasta explica de
ce se cauta adesea sa se realizeze o distributie optima
intre suportul logistic centralizat - pe de o parte - si cel
descentralizat - pe de alta parte. in functie de aplicatie,
functia-scop de optimizat poate fi diferita. De exemplu (a) pentru un
capital dat, sa se determine numarul de depozite locale de
distributie a pieselor de schimb in asa fel, incat valoarea medie a
timpului de intrerupere a activitatii sau timpul total mediu de
intrerupere a activitatii in intervalul (0,t] la nivelul sistemului
sa fie minim. Sau (b) pentru o valoare data a timpului mediu de
intrerupere a activitatii sau pentru o valoare data a mediei
timpului total de intrerupere a activitatii in intervalul (0,t] la
nivelul sistemului, sa se determine numarul depozitelor de
distributie locala, astfel incat capitalul necesar sa fie minim.
5.
Asigurarea calitatii software-ului [5.1][5.13]
In
zilele noastre, software-ul este utilizat din ce in ce mai mult pentru comanda
si supravegherea instalatiilor si sistemelor complexe si
reprezinta asadar - si din punct de vedere al costurilor -sume
din ce in ce mai insemnate. Spre deosebire .le hardware, la software nu
exista o faza de fabricatie, caci - o data pus la
punct - el poate fi copiat, fara greseala, in mii. sute de
mii si chiar milioane de exemplare. in plus - odata pus la punct -.
la software nu exista probleme de defectare, de drift, de uzura sau
de imbatranire. Cu toate acestea, software-ul pentru comanda
microprocesoarelor nu lucreaza totdeauna ireprosabil; el contine
adesea defecte ascunse (notiunea de greseala sau eroare este
rezervata pentru cauza unui defect), care adesea nu pot fi descoperite
decat cu mari cheltuieli inca inainte de faza de utilizare. De aceea, in
ultima vreme s-a impus asigurarea
calitatii software-ului, care se ocupa in special de
masurile preventive privind calitatea software-ului de-a lungul tuturor
fazelor deviata ale acestuia (vezi tabelul 5. A).
Obiectivul
acestui capitol este sa dea o vedere de ansamblu [5.6] a aspectelor
multiple privind asigurarea calitatii software-ului. si anume:
. bazele de la care s-a plecat;
. un set de definitii privind domeniile
contextuale;
.
o privire de ansamblu privind necesitatea asigurarii calitatii
software-ului;
.
implicatiile - din punct de vedere organizatoric - privind asigurarea
calitatii;
. implementarile curente;
. directiile viitoare de dezvoltare.
5.3. Cresterea fiabilitatii
software-ului
Problema care ne preocupa este, asadar: a)
cum sa "prezicem" si b) cum sa stim ca previziunile
sunt demne de incredere. Ne vom limita la problema cresterii
fiabilitatii, pentru un timp continuu. Tabelele 5.1, 5.2 si 5.3
ne dau date tipice de acest fel.
Tabela 5.3 - Timpii de functionare intre defectari succesive.
Aceste date se refera Ia defectari
|
experimentate pe un sistem,
datorita greselilor de software si de design hardware [5.8]
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Vom lua un program p, despre care stim ca
este o aplicatie p: I O, unde I este spatiul
de intrare - de ex. totalitatea tuturor intrarilor posibile -, iar
O este spatiul de iesire. Procesul
de eroare este ilustrat in fig. 5.1. Asa, de pilda, in fig. 5.1a
observam ca exista anumite intrari pe care programul p nu
le poate varia sau comuta corect. Acestea sunt cuprinse in subgrupa IF
a tuturor intrarilor I. In practica, o greseala va fi
detectata comparand iesirea obtinuta la procesarea unei
anumite intrari, cu iesirea care ar trebui sa se produca in conformitate cu
specificatiile programului. (Detectarea erorilor nu este o sarcina
triviala, dar nu ne vom ocupa aici de acest aspect.) O poate fi considerat
ca fiind grupul tuturor iesirilor care pot fi produse de catre
procesarea tuturor intrarilor posibile reprezentate de I. Subgrupa
intrarilor IF "predestinate" sa cada in pana
produce subgrupa OF a iesirilor care vor cadea in
pana.
Putem considera modelul conceptual ca fiind un stadiu
ulterior, care tine seama de erorile care stau la baza programului p (fig.
5.1b). Daca facem presupunerea (rezonabila) ca fiecare defectare
este provocata de o greseala (si numai de una
singura), putem imparti IF in subgrupe care corespund
diferitelor greseli. Cand am eliminat o greseala, programul p se
schimba intr-un nou program p' (fig. 5.1.c), iar schimbarea aceasta va
avea ca efect mutarea anumitor puncte din I in IF. De aceea, "membrii" grupului
greselii eliminate se vor situa acum in regiunile "acceptabile" din O.
Utilizarea operationala a unui program poate fi gandita ca fiind
selectia unei traiectorii de puncte in spatiul I. In mod tipic, multe
intrari vor fi incununate de succes, de ex. cele din afara lui IF. Cand se
produce o defectare, vom incerca sa determinam eroarea in cauza;
daca incercarea este incununata de succes, vom avea situatia
reprezentata in tranzitia de la fig. 5.1b la fig. 5.1c. Executarea
programului, apoi repornirea lui si traiectoria intrarilor succesive
vor continua pana la urmatoarea defectare, cand operatia "impas"
se repeta. Rezultatul va fi o secventa de programe p1, p2,
p3,., pn ; o secventa de grupuri din ce in ce mai mici IF1, IF2,
IF3,, IFn ; o secventa de iesiri O1, O2, O3,On; si o
secventa de subgrupe de iesire cu greseli OF1, OF2, OF3,,
OFn. Este clar ca cresterea fiabilitatii este determinata
de secventa .
Fig. 5.1. Modelul conceptual al
procesului de eroare software, presupus a fi o schita p: I -» O.
Liniile punctate indica schitele cazute in pana.
Intreaga
problema este o problema discreta
in timp (sistemele de calculatoare sunt sisteme discrete, iar modelul
conceptual se bazeaza pe cazuri de intrare discrete). Totusi, timpii
dintre defectarile succesive - care constituie variabilele aleatoare - vor
fi mult mai mari decat timpii ciclului masinii si decat timpii
ceruti pentru procesarea intrarilor individuale. De aceea, calea de
acces a timpilor continui va fi
o buna aproximare a situatiei reale. Tinand seama de cele de mai
sus, este rezonabil sa presupunem ca grupurile IF sunt
intalnite absolut intamplator in executia traiectoriei. Aceasta
explica de ce timpul pana la defectarea urmatoare (cat si
timpii dintre defectari) vor avea o distributie
exponentiala. Daca T1, T2, T3,.,Tn
sunt timpii succesivi dintre defectari, vom avea o descriere
completa a procesului stocastic, daca cunoastem ratele de
defectare λ1, λ2, λ3, . λn.
Este clar ca acesti λ si
- in particular - diferentele succesive reprezentand
imbunatatirile realizate de tentativele de eliminare a
greselilor, vor depinde de "dimensiunile" subgrupelor reprezentand
greselile in IF. Va exista o tendinta de a detecta - si elimina - mai
intai, greselile mari, ceea ce implica alege a "micsorarii
"castigurilor" ulterioare pentru punerea la punct a programului. Pe de
alta parte, nu exista nici o garantie ca greselile vor
fi intalnite in ordinea marimii lor. In realitate, secventa
greselilor succesive este un proces stocastic, si de aceea
secventa ratelor de defectare corespunzand Iui T1, T2,.,
Tn va fi numita n
La acest stadiu al modelului ne-am putea astepta
ca > > > n. Totusi, noi am presupus ca un anumit "impas" va fi cu
siguranta efectiv si ca singura nesiguranta se
refera la marime. Exista insa multe sanse ca, in fapt,
aceasta presupunere sa nu fie realista. De aceea e mai aproape
de realitate sa insistam ca secventa sa fie stocastic descrescatoare.
Pentru a rezuma modelul conceptual: exista doua surse de
nesiguranta in comportarea defectarii software-ului, software pe
care dorim sa-1 punem la punct. Mai intai, nesiguranta datorita mediului operational, apoi
nesiguranta provenind din insasi operatia de punere la punct. Chiar daca cunoastem
subdiviziunile lui IF, nu stim ce greseala vom
intalni mai intai, si deci vom avea nesiguranta marimii
schimbarii pe care o va suferi rata de defectare. Aceasta face ca
secventa ratelor de defectare (parametrii distributiilor
exponentiale ale lui T) sa fie o secventa de variabile
aleatoare. Iata de ce avem o dubla schema stocastica. (De
retinut ca toate modelele pentru software din literatura tehnica
recenta folosesc aceasta abordare dublu stocastica.)
Limitari de care trebuie sa tinem seama: Fig. 5.1
prezinta IF ca un grup conex intr-o topologie
nespecificata. Este improbabil ca acesta va fi cazul intotdeauna,
caci diferitele greseli vor fi departe una de alta. separate de mari
intinderi de intrari tara defectari. De aceea este imposibil ca
erori izolate sa nu constituie grupuri conexe. Stim prea putin
despre proprietatile acestor grupe de greseli. insa lucrari
preliminare experimentale sugereaza ca erorile de software pot avea
forme foarte ciudate (Amman & Knight, 1987). Si mai putin se
stie despre traiectoriile intrarilor succesive care corespund
aplicatiilor operationale.
Care este obiectivul nostru? Problematica de
baza este aratata in fig. 5.2. Datele disponibile utilizatorului
sunt o secventa a timpilor de executie t1, t2,
, ti-1. intre
greselile succesive. Acesti timpi observati pot fi priviti ca realizari ale
variabilelor aleatore T1, T2,,Tn.
Obiectivul este de a utiliza datele, observatiile privind trecutul etc.
pentru a face previziuni asupra viitorului neobservat Ti, Ti+1,
. Este important sa notam ca, fie chiar si cea mai
simpla problema privind masurarea fiabilitati curente, este tot o previziune: ea
contine viitorul, utilizand drumul variabilei aleatoare neobservate Ti.
Putem deci caracteriza, in putine cuvinte, problema previziunii, singura problema care
intereseaza efectiv utilizatorul: poate fi prevazut viitorul cu
destula acuratete? Problema previziunii poate fi rezolvata
daca putem estima cu precizie distributia de legatura a
oricarei grupe finite. Expunerea confirma intrebarea: ce se
intelege prin "acurateta", "precizie"? Dupa cum vom vedea, o
mare parte a acestui capitol va fi dedicata raspunsului la
aceasta intrebare. Desigur. in practica, un utilizator va fi
multumit cu mult mai putin decat o descriere completa a
oricarei incertitudini ulterioare. In multe cazuri va fi suficient sa
cunoastem fiabilitatea curenta a software-ului de care ne ocupam.
Ea s-ar putea prezenta sub diferite forme: functia de fiabilitate R(Ti
< t); rata curenta incidentala a defectarilor ("rocof", in
engleza: rate of occurence of failures, cf. Newby si - separat -
Ascher & Feingold, 1984): durata medie pana la defectarea
urmatoare (MTTF). Utilizatorul ar mai dori - in-mod alternativ - sa
"prevada" cand anume o fiabilitate "tinta" sau "tel" -
utilizata uneori drept criteriu - va fi realizata.
Fig. 5.2 - Problema este de a face previziuni privind viitorul, acum, in
prezent, utilizand doar datele colectate in trecut.
Daca scopul nostru este previziunea, veti
spune dvs., modelele de
cresterea fiabilitatii software-ului pot sa ne induca
in eroare. Ar trebui sa comparam meritele relative ale sistemelor de previziune, caci
un sistem de previziune ne permite sa prezicem (Ti, Ti+1,
) pe baza trecutului (t1, t2, , ti-1)
si cuprinde:
(1)
modelul probabilistic care specifica distributia oricarei
subgrupe Tj, cu conditia de a cunoaste parametrul α;
(2)procedeul de inferenta statistica
pentru , incluzand folosirea datelor disponibile (realizari ale lui Tj);
(3) procedeul de previziune - care combina (1)
si (2) - pentru a ne permite sa facem afirmatii
despre
viitorii Tj.
Se
intelege ca modelul reprezinta o importanta parte a acestei
triade si e improbabil sa se poata obtine previziuni bune.
daca modelul nu reflecta indeaproape realitatea. Totusi, un bun
model nu este suficient: stadiile (2) si (3) sunt vitale pentru
componentele sistemului de prezicere, iar dezastre pot avea loc in oricare din
cele trei stadii. in principiu, nu este posibil sa analizam fiecare din
cele trei stadii in mod separai astfel incat sa avem incredere in
previziuni, si aceasta din trei motive. in primul rand, modelele sunt prea
complicate. Chiar cel mai simplu model exponential sau statistic [Jelinski
si Moranda (1972), Shooman (1973), Musa (1975)] nu permite acest tip de
analiza. in al doilea rand, nu sunt disponibile proprietatile
estimatorilor parametrilor necunoscuti pentru o analiza
ne-bayesiana a acestor modele. in al treilea rand, s-ar putea argumenta
ca unele modele sunt mai bune decat altele, datorita
plauzibilitatii presupunerilor (ceea ce ni se pare destul de dubios,
caci procesul ingineriei software-ului este atat de imperfect. incat nu
putem alege un model convenabil decat daca cunoastem in amanunt
software-ul pe care-1 studiem[1]).
Sfatul
nostru este sa fiti eclectici si sa incercati mai
multe sisteme de previziune, incercand sa utilizati cea mai buna
metrica (cele mai bune unitati de masura) pentru datele
luate in considerare. Nu avem pretentia ca instrumentele descrise
aici sunt complete; de aceea va sugeram sa largiti
perspectivele lor de viitor acordandu-le o anumita importanta in
cercetarile dvs. viitoare (mai putine eforturi pentru proliferarea
modelelor, si mai multe eforturi pentru studii de acest tip).
5.4. Cateva modele de cresterea
fiabilitatii software-ului
In literatura de specialitate (Dale, 1982) se pot
gasi o multime de modele de previziune a fiabilitatii
software-ului. Noi ne vom limita doar la cateva. incercand apoi sa
comparam rezultatele respective. Primul model creat specific pentru
cresterea fiabilitatii software-ului a fost modelul lui Jelinski
si Moranda (1972), pe care-1 vom prescurta cu majusculele JM. Un an mai
tarziu, aparent fara sa fi avut cunostinta de modelul
JM, Shooman face cunoscut modelul sau. Modelul Musa (1975) introduce
cateva perfectionari, insa bazele modelului sunt identice cu JM.
5.4.1. Modelul JM
Modelul JM presupune ca Tj, T2, T3,..
,T" sunt variabile aleatoare independente cu functii de densitate a
probabilitatii exponentiale
p(ti | λi) = λ [exp (-λi ti)], ti >
0, (5.1)
unde
λi = (N-i+l)(. (5.2)
Rationamentul modelului este urmatorul:
cand incepe observatia noastra asupra cresterii
fiabilitatii (punerea la punct), programul contine N
greseli. Ori de cate ori
eliminam o greseala, rata de defectare se reduce cu f. De aceea f poate reprezenta dimensiunea unei greseli.
O alta cale pentru a considera modelul este
sa numaram riscurile. Se poate considera ca toate greselile
dintr-un program asteapta sa fie descoperite. Descoperirile vor
avea loc la timpii X1, X2,,Xn (pentru
cateva greseli arbitrar etichetate), masurate la inceputul
observatiei, la inceputul punerii la punct. Se presupune ca toate
erorile sunt similare, asa incat Xi poate fi considerat ca
identic distribuite. Se mai presupune (destul de rezonabil) ca Xi
sunt independenti si ca distributia comuna este
p(xi)
= ( exp(- (ti), xi > 0. (5.3)
Procesul
stocastic observat este deci acel proces care consta in primul, al doilea,
al treilea. eveniment
(descoperiri de greseli). Timpii acestor evenimente sunt statisticile care
apar in ordinea X(1), X(2), X(3).. Timpii
dintre evenimente sunt spatiile din ordinea statistica:
Ti
= X(i) - X(i-1) (5.4)
pentru i = 2,3, cu T1 =X(1).
Este usor de aratat ca aceasta formulare - pe calea ordinei
statistice - este in concordanta cu (5.1) si (5.2).
Parametrii necunoscuti ai modelului - N si f - sunt estimati de catre probabilitatea
maxima. Aceasta formeaza cel de-al doilea stadiu al sistemului de
previziune. Previziunile sunt facute (in stadiul al treilea) cu regula de
inlocuire: substituirea acestor estimari de probabilitate maxima in
expresiile corespunzatoare ale modelului.
Esenta criticii modelului este ca el presupune
ca procesul de punere la punct este pur deterministic si ca
toate greselile contribuie in mod egal la nefiabilitatea unui program.
5.4.2. Modelul Littlewood
Acest model - pe care-1 vom prescurta cu majuscula L
- a fost pus la punct in 1981 si incearca sa raspunda
criticilor modelului Jelinski si Moranda. L presupune ca
greselile din program contribuie in mod diferit la nefiabilitatea
software-ului. De. aceea, secventa ratelor de defectare care imbunatatesc
software-ul formeaza un proces stocastic. caci marimea
imbunatatirii software-ului nu este previzibila.
Intrand putin in detalii, modelul presupune
existenta relatiei (5.1). unde variabilele aleatoare
reprezinta "rocof"-urile succesive care au loc datorita
eliminarii graduale a greselilor. Aici λi = Φ1 + Φ2 +
+ ΦN-i+1, (5.5)
unde N este numarul initial al
greselilor iar j reprezinta rata (variabila aleatoare) asociata cu gresala
j (intr-o etichetare arbitrara).
Ratele initiale n sunt presupuse
a fi independente, distribuite identic din punctul de vedere al variabilelor
aleatoare ). Cand programul a fost executat pentru un timp total . folosirea teoremei lui Bayes arata ca
ratele care raman (care urmeaza sa fie descoperite) sunt de
asemenea variabile aleatoare. Aceasta reflecta intuitia noastra
care spune ca greselile pe care le vom descoperi mai intai tind sa
fie asociate cu ratele mai importante de defectare: dimensiunea medie a
greselii initiale este . care devine ) pentru greselile inca nedescoperite la
timpul . Executia "reduce" greselile mari ale programului.
Daca Xi reprezinta timpul
necesar pentru detectarea greselii i (intr-o etichetare arbitrara),
atunci
p(Xi
| Φi = (1) = (i [exp (- (i xi )], xi > 0 (5.6)
si i este o varianta ). Introducand (5.6) cu distributia a lui i obtinem:
p (xi) = α βα / (β + xi)α+1,
xi > 0 (5.7)
Procesul
stocastic observat al timpilor T1, T2, T3,.
Tn dintre greseli
este atunci un proces de ordonare in spatiu, al ordinei statistice a lui Xi
Tl = X(l)
Ti
= X(i) - X(i-1), i = l,2,3, (5.8)
Estimarea
parametrilor necunoscuti se face pe baza probabilitatii maxime,
iar previziunea - prin substituirea lor in expresii ale modelului adecvat,
utilizand regula de inlocuire. Fiabilitatea curenta estimata, bazata pe datele t1,
t2, t3,, tn, este atunci
R(t) = [(β +t) /(β + τ +
t)](N-i+l)α (5.9)
unde
 (5.10)
(5.10)
este timpul total scurs.
O analiza bayesiana a acestui model pare
dificila, in mare parte datorita rolului pe care-1 joaca |3 in
functia probabilistica. Abdel Ghaly (1986) a adoptat un procedeu ad
hoc care incepe prin a presupune ca este cunoscut: dupa care se poate realiza o
analiza bayesiana conventionala a necunoscutelor ( f), unde N Aceasta utilizeaza valori gamma
anterioare si posterioare analizei, care poate fi condusa analitic. Pentru orice dat este dupa aceea posibil sa se formeze
distributii de previziune obisnuite. In sfarsit, se
foloseste un estimator al lui bazat pe abordarea probabilitatii maxime.
5.4.3.
Modelul Littlewood si Verrall (1973)
Acest
model - pe care-l vom prescurta cu literele majuscule LV - trateaza ratele
succesive de aparitie ale defectarilor drept variabile aleatoare. Ca
si in cazul modelului JM se presupune ca se pleaca de la
relatia (5.1) si ca ratele λi sunt tratate ca o
secventa de variabile aleatoare stocastic descrescatoare. Aceasta reflecta probabilitatea, insa nu
certitudinea, ca un impas va fi efectiv. Se mai presupune ca
p (λi) = /Γ(α) (5.11)
este o distributie gamma cu parametrii α,
ψ(i). Functia ψ(i) determina cresterea
fiabilitatii. Daca - asa cum se intampla de obicei -
ψ(i) este o functie crescatoare, este usor de aratat
ca formeaza o secventa stocastica
descrescatoare. (De retinut ca aceasta este in contrast cu JM,
unde impasurile sunt sigure si de marime egala.) Alegerea
familiei de parametri pentru ψ(i) se face de catre utilizator.
Daca luam
ψ(i)
= ψ(i,β)=β1+β2i, (5.12)
previziunile
pentru parametrii necunoscuti α, β1, β2
vor fi facute dupa probabilitatea maxima si aplicand regula
de inlocuire. De aceea
estimarea functiei de fiabilitate curenta - dupa ce am
vazut care sunt timpii dintre greseli t1, t2, t3,
. , tn - este
R(t)
= α (5.13)
unde
α, β sunt probabilitatea maxima a parametrilor.
5.6.
Bazele asigurarii calitatii software-ului
O
abordare acceptabila a modului de solutionare a problemei este
cautarea unor analogii din alte domenii si aplicarea solutiilor
respective [5.10]. Asa, de pilda, valoarea asigurarii
calitatii pentru hardware este astazi unanim recunoscuta,
iar aplicatiile sale sunt din ce in ce mai numeroase. Ele includ aplicatii ale controlului statistic
de intrare pentru componentele si subansamblurile cumparate de la
terte firme, implementarea statiunilor de inspectie de-a lungul
fazelor de fabricatie, supravegherea metodelor de fabricatie etc.
Evolutia si maturizarea in domeniul general al asigurarii |
calitatii si al controlului de calitate sunt demonstrate si
de:
a) existenta unei societati
profesionale americane [5.12] - recunoscuta pe plan national si
international - pentru a atrage si a focaliza atentia membrilor
interesati in problemele specifice ale noului domeniului considerat;
b) existenta unei serii de standarde aprobate de
guvernul american si de organizatiile nationale si/ sau
internationale.
Recunoscand valoarea efortului general existent in
acest domeniu, s-au si facut numeroase incercari pentru a lua cu
imprumut aceasta abordare a asigurarii calitatii,
aplicand-o software-ului. Exista astfel - inca din 1981 - un standard
(numarul 730-1981) elaborat de ANSI / IEEE si intitulat Standard for Software Ouality Assurance
Plans.
In cursul acestui "transfer" de cunostinte
din domeniul hardware-ului in cel al software-ului s-au constatat, totusi,
anumite confuzii: aceasta i-a determinat pe specialistii respectivi in
probleme de standardizare sa defineasca mai precis atat campul de
aplicatii in software, cat si motivele care au condus la aceste
aplicatii.
5.7. Definitii
Asigurarea
calitatii: (1) Model planificat
si sistematic al tuturor actiunilor necesare pentru a crea increderea
adecvata in programul sau proiectul respectiv, care - dupa
respectarea recomandarilor facute - este conform cu cerintele
tehnice impuse [5.1].
(2) Totalitatea masurilor - planificate si
sistematice - executate pentru a asigura nivelul de calitate cerut pentru
unitatea considerata.
Calitate: Totalitatea insusirilor si
caracteristicilor unui produs (sau a unui serviciu) care sustin
capacitatea sa de a satisface cerintele impuse [5.2].
In lumea software-ului. definitia "metrica"
a calitatii este
putin diferita : Masura in care software-ul este conform cu
criteriile de calitate. Criteriile de calitate includ (dar nu sunt limitate la
aceasta enumerare): economia, integritatea, documentatia,
intelegerea, flexibilitatea, interoperabilitatea, modularitatea,
corectitudinea, fiabilitatea modificabilitatea, validitatea, generalitatea,
testabilitatea, reusita in materie, modul in care poate fi utilizat,
claritatea, mentenabilitatea, portabilitatea, eficacitatea etc.
Control de calitate: Actiuni ale serviciului de asigurare a
calitatii care ofera un mijloc de control si de
masura a caracteristicilor unui obiect ale unui proces sau ale unui
serviciu oferit cu scopul de a indeplini cerintele impuse [5.3].
6. Activitati ACFP (asigurarea
calitatii si fiabilitatii produselor) in faza de
fabricatie a sistemelor electronice [6.1][6.13]
6.3. Strategii de test si aspecte economice
Costurile pentru testarea si
preimbatranirea microcomponentelor electronice complexe sau a cartelelor
echipate reprezinta adesea 20 pana la 30% din costurile de
fabricatie (cu cat gradul de microintegrare al circuitelor este mai
ridicat, cu atat proportiile respective sunt mai avantajoase). Cat priveste
optimizarea cheltuielilor pentru preimbatranire si testare in faza de
fabricatie, fiecare fabricant isi pune intrebarea: Ce trebuie preimbatranit si
controlat (si - mai ales - cum?),
la ce nivel de integrare, astfel
incat sa putem elimina
intr-un mod optimal (din punctul de vedere al
costului) cat mai multe defecte si defectari timpurii, si asta
inca inainte de faza de
utilizare propriu-zisa?
Pentru a da raspunsul corect la aceasta
intrebare va trebui sa tinem seama de telurile urmarite in
materie de asigurarea calitatii, a sigurantei in
functionare si a fiabilitatii, de efectele defectelor
si defectarilor, de eficacitatea fiecarei etape de
imbatranire si testare, cat si - mai ales - de costurile directe
si provocate. Daca avem de a face cu o componenta
electronica complexa, costurile pentru inlaturarea unui defect
sau a unei defectari timpurii variaza - in medie - intre
fractiuni de DM (la controlul de intrare) si aproape 1000 DM -
daca "surpriza" s-a petrecut la client, dupa livrare. Evident, este
greu sa dam un raspuns cu valabilitate generala la
intrebarea formulata anterior, caci atat probabilitatea de
descoperire a unui defect sau a unei defectari pentru un anumit test, cat
si eficacitatea pasilor individuali de preimbatranire sunt in functie
de aplicatia specifica respectiva. Se pot face totusi
cateva recomandari cu caracter general, si anume:
a) La aprecierea costurilor, va trebui sa avem
in vedere intreaga serie de teste, incepand cu controlul de intrare si
terminand cu obligatiile firmei privind garantia oferita.
b) Vom incepe sa facem controale si teste
de imbatranire la nivelurile cele mai joase de integrare si vom opera
intotdeauna selectiv.
c) Ar fi o economie rau inteleasa
daca ne-am hotari - din motive de costuri, sau de termene care
trebuie strict respectate - sa eliminam controalele de calificare.
d)
Testele si controalele vor trebui coordonate.
e)
Controalele si testele trebuie planificate si efectuate cu
grija, astfel incat sa se poata asigura reproductibilitatea lor.
dar si interpretarea corecta, fara lacune, a rezultatelor. Ele trebuie sprijinite permanent de un sistem
eficient de date, o banca de date
privind calitatea si fiabilitatea,
f) Problemele privind controalele si testele
trebuie discutate si rezolvate cat mai devreme. in faza de dezvoltare
si de constructie a sistemului.
De retinut ca nu pot fi optimizati simultan mai multi parametri.
Definirea punctelor critice ale fiecarui proiect ne conduce la definirea
unei strategii specifice de control si de teste de imbatranire, la
nivelul componentelor si sistemului (fig.6.2).
Fig. 6.2. Exemplu de strategie de test si de preimbatranire,
pentru grupe simple.
In fig. 6.3 se da o comparatie a costurilor
pentru doua strategii diferite de
test: prima. In partea superioara a figurii - in principal: controlul cartelelor echipate; cea
de a doua strategie este reprezentata in partea inferioara a figurii
6.3 - in principal: controlul de
intrare. In ambele cazuri este vorba de fabricarea unui numar dat de echipamente, pentru
care se folosesc in total 100.000 CI de tip MSI, despre care se presupune
ca sunt furnizate la controlul de intrare - in medie - cu 0,5% defecte. Ca
urmare a manipularilor gresite, a unui fals montaj etc, in cursul
fabricatiei apar - pentru aceste microcircuite - si alte defecte; cifrele respective sunt 0,01% la nivelul
controlului de intrare, 0,1% la nivelul cartelelor echipate si 0,01% la
nivelul echipamentului. Costurile pentru descoperirea si eliminarea unui
CI defectuos se ridica la 2 DM - la
nivelul controlului de intrare -, 20 DM la nivelul cartelelor echipate, 200 DM la nivelul sistemului in fabrica si 2000 DM la client, in faza de utilizare.
Strategiile prezentate in fig. 6.3 difera prin probabilitatile
de a descoperi un defect (PD). Pentru cele patru nivele, ele reprezinta
0,1; 0,9; 0,8 si 1 - pentru prima strategie de test - si 0,95; 0.9;
0,8 si 1 - pentru cea de a doua strategie de test. Se presupune ca
costurile suplimentare pentru a
mari probabilitatea de descoperire a defectelor la nivelul controlului de
intrare (cea 0,2 DM/ componenta) au fost compensate la controalele
efectuate la nivelul cartelelor echipate (in sensul ca CI lipite pe
cartele nu mai sunt
controlate). Asa dupa cum se poate vedea din fig. 6.3 speranta
matematica a costurilor totale in
cazul celei de a doua strategii este cu cea 70% mai redus decat in cazul primei strategii de test. Se poate vedea,
de asemenea, ca modelul din fig. 6.3 poate fi folosit si pentru
necunoasterea punctelor slabe in procesul de productie (de exemplu,
procentaje prea mari de defectare la nivelul cartelelor echipate), cat si
la cercetarea eficacitatii altor masuri pentru micsorarea
costurilor de calitate.
Fig. 63. Comparatia a doua
strategii diferite de test. Sus - in
principal: controlul cartelelor echipate; jos - in principal: controlul de intrare (PD = probabilitatea de
descoperire a defectelor).
Tabela
6.2 - Secvente de preimbatranire - microcircuite si
semiconductoare (MIL-STD-883 MIL-S-19500) [6.5]
|
Pas imbatranire
|
Microcircuite
|
Semiconductoare
discrete
|
|
(MIL-STD-883)
|
(MIL-S-19500)
|
|
|
S
|
B
|
JANS
|
JANTXV
|
JANTX
|
|
Sarme conexiuni
|
|
|
|
|
|
|
Control vizual
intern
|
|
|
|
|
|
|
Stabilizare la temp. ridicata
|
24h/150°C
|
24h/150°C
|
24h/θ
|
24h/θ
|
24h/
|
|
Cicluri termice
|
10x-65/150°C
|
10x-65/150°C
|
20x
|
20x
|
20x
|
|
Acceleratie
constanta
|
30.000 g / 60s
|
30.000 g /60s
|
20.000 g /60s
|
20.000 g /60s
|
20.000g / 60s
|
|
Cocuri mecanice
|
|
|
1500g/0,5ms
|
|
|
|
Etanseitate
(Fine/Gross Leak)
|
|
|
|
|
|
|
Detectie
particule
|
|
|
|
|
|
|
Control electric
redus
|
|
|
|
|
|
|
HTRB
|
72h / 150°C
|
|
48h/ 150°C
|
48h / 150°C
|
48h/150cC
|
|
Control electric
redus
|
|
|
|
|
|
|
Burn-in
|
240h / 125°C
|
160h/125°C
|
240h/θmax
|
168h/θmax
|
168h/θmax
|
|
Control electric
|
|
|
|
|
|
|
Etanseitate
(Fine/Gross Leak)
|
|
|
|
|
|
|
Radiografie
röntgen
|
|
|
|
|
|
|
Control vizual
extern
|
|
|
|
|
|
S = space; JAN = Joint Army Navy.
6.4.
Testarea si preimbatranirea componentelor electronice
In faza de fabricatie, controlul componentelor
electronice se face - de obicei - sau in cadrul unui control
de intrare, sau cu ajutorul unui aparat de test "in circuit". Controlul de
intrare se face sau prin esantionare, sau 100%. Avantajele unui control
100% sunt:
. descoperirea nemijlocita a tuturor defectelor
relevante,
. reducerea numarului de cartele echipate-defecte,
. simplificarea controalelor la nivelul cartelelor
echipate si la nivelul echipamentelor /sistemelor,
. inlocuirea componentelor defecte de catre
furnizor,
. protectia impotriva oscilatiilor
calitatii de la un lot la altul, sau in interiorul aceluiasi
lot.
Aceste avantaje sunt deosebit de importante in cazul
componentelor speciale sau complexe (circuite ASIC si CI VLSI). Este
insa evident ca nici un control 100% nu poate asigura ea toate
componentele de pe o cartela echipata sunt complet lipsite de
posibile erori. Defecte suplimentare pot fi provocate prin false
manipulari, fenomene tranzitorii, greseli de montaj sau erori de test
etc. Pentru anumite aplicatii sunt permise abateri marginale de la
specificatii.
Fig. 6.8. Plan de control, pentru componente necalificate inca
[6.5].
Cota medie de defecte (probabilitatea de deseu)
a componentelor electronice este cuprinsa intre 0,01% (pentru componentele
pasive) si 2% (pentru CI complexe VLSI). Experienta arata
ca pot sa apara mari diferente de la un fabricant la altul
si chiar de la un lot la altul, pentru unul si acelasi
fabricant. Hotararea "control prin esantionare" sau "control 100%" se
ia nu numai pe baza ratei medii de defectare si a costurilor de control,
ci si tinand seama de costurile provocate si de efectele
posibile 1 ale defectelor asupra fiabilitatii si sigurantei
in functiune a echipamentului (sistemului).
Sa luam drept exemplu controalele electrice
la care sunt supuse CI LSI si VLSI. Controalele au loc in trei etape:
a)
controlul contactelor,
b)
controlul functiilor si controlul parametrilor dinamici (CA),
c) controlul parametrilor de curent continuu (CC).
Cu ajutorul controlului a) se stabileste
daca toate conexiunile cipului sunt in ordine (nu au vreun scurtcircuit
sau vreo intrerupere). Pentru aceasta, toate brosele ("pins")
microcircuitului vor fi puse la "pamant". Fiecare brosa va fi
incarcata cu cea 100 A si se va masura tensiunea care se
formeaza fata de masa. Pentru toate brosele
obisnuite de intrare si iesire acesta tensiune este
cuprinsa intre - 0,1 si -1,5 V. La controlul functiilor si
controlul CA. se controleaza tabela de adevar (sau o parte a ei),
tinand seama de timpii de tranzit. Frecventele de test pot ajunge
pana la 200 MHz. In fig. 6.9 este reprezentat principiul masuratorii.
Comparatia intre valoarea asteptata la iesire si
valoarea real masurata are loc la un moment bine definit in timp.
Prin deplasarea momentului in timp (precizia de moment se situeaza
astazi la cea 20 ps) pot fi determinati parametrii de timp. Precizia
masurarii este de 300 pana la 600 ps. Cu toata generarea
logaritmica a tabelei de adevar, nu pot fi controlate toate
starile si toate succesiunile de stari - in cazul CI LSI si
VLSI.
Fig. 6.9 Principiul controlului functiei si al controlului. CA,
la microcircuitele LSI si VLSI
Tabela 63 - Control cu preimbatranire pentru componentele
electronice utilizate in aplicatiile
civile (sisteme cu cerinte ridicate
de fiabilitate)
|
Componenta
|
Secventa de preimbatranire
|
|
Rezistente
|
Control vizual; 20 cicluri termice (-40 /+125°C)* pentru (esantioane *) de retele
de
|
|
Rezistente;
48 h burn-in static la 100°C si 0,6 P*N; control electric la
25°C*
|
|
Condensatoare
|
|
|
- cu folie
|
Control vizual; 48 h bum-in la 0,9 max si UN*; control electric la 25°C (C, tan ; Ris)*;
masurarea lui Ris la 70°C*
|
|
- ceramice
|
Control vizual; 20 cicluri termice ( max); 48 h burn-in static la 0,9 max si UN*; contr. el. la 25°C (C, tan max, Ris)*; masurarea lui Ris
la 70°C*
|
|
- cu tantal (uscate)
|
Control vizual; 10 cicluri termice ( max)"- 48 h burn-in static la 0,9 max si UN* (Z0 mic)*: contr. el. la 25°C (C,
tan , Ir)*; masurarea lui Ir la 70°C*
|
|
- cu AL (umede)
|
Control vizual; formare (la nevoie); 48 h bum-in static la 0,9 max si UN*; contr. el. la 25°C (C, tan
, Ir)*; masurarea lui Ir
la 70°C
|
|
Diode cu Si
|
Control vizual; 30 cicluri termice (-40 / +125°C)*; 48 h stocaj la
temp. inalta; HTRB
la 125°C; contr. el. la 25°C (Ir, UF, URmin)*;
etanseitate (Fine/Gross Leak)*(pentru
incapsulari etanse +
|
|
Tranzistoare cu Si
|
Control vizual; 20 cicluri termice (-40 / +125C)*; 50 cicluri in sarcina (25/100°C),
cea 1 minut anclansat / 2 minute in repaus pentru elemente de
sarcina*; contr. el. la
25°C (β, ICEOmin,
UCEOmin)*; etanseitate
(Fine Gross Leak)*+
|
|
Componente
optoelectronice
LED, IRED
|
Control vizual; 72 h stocaj la inalta temp. la 100°C*; 20 cicluri
termice (-25 / +100°C)*; contr. el. la 25°C(UF, URmin
)*; etanseitate (Fine Gross Leak)*+
|
|
Optocuplcare
|
Control-vizual; 20 cicluri termice (-25 -100°C); 72 h HTRB la 85°C;
control el. la
25°C (Ic
IF, UF, IRmin, UCesat, ICEO);
etanseitate (Fine/Gross Leak)*+
|
|
Microcircuite
numerice
|
|
|
- bipolare
|
Contr. el. redus
la 25°C (contr. grosier al functiunii, Icc); 48 h burn-in
dinamic la 125°C*; contr. el. la 70°C*; etanseitate (Fine/Gross Leak)*+;
control vizual
|
|
- MOS
|
Contr. el. redus
la 25°C (contr. grosier al functiunii, ICC); 72 h bum-in
dinamic la 125°C*; control el. la 70°C*; etanseitate (Fine/Gross
Leak)*+; control vizual
|
|
- CMOS
|
Contr. el. redus
la 25°C (contr. grosier al functiunii, IDD); 48 h bum-in
dinamic la 125°C*; contr. el. la 70°C*: etanseitate (Fine/Gross Leak)*+;
control vizual
|
|
-EPROM(>1M);
EEPROM
|
Programare (CHB);
stocaj la temp. inalta (48 h 125°C); stergere; programare (CHB
inv.); stocaj la temp. - inalta
48 h 125C; stergere; contr. el. la 70°C; etanseitate
(Fine/Gross Leak)*; control vizual
|
|
Microcirc. lineare
|
Contr. el. redus la 25°C (contr. grosier al functiunii, ICC, Offsets); 20 cicluri termice
(-40/+25°C); 96 h HTRB la 125°C cu cont el. dupa aceea la 25°C; contr.
el. la 70°C: etanseitate (Fine Gross Leak)*+; control vizual
|
|
Microcirc. hibride
|
Control vizual; stocaj la temp. inalta (24 h 125°C); 20 cicluri
termice (-40/+125°C);
accelerare constanta (2000 pana la 20.000 g / 60 s); contr.
el. redus la 25°C; 96 burn-in dinamic la 85 pana la 125°C; contr el. la
25°C: etanseitate (Fine/Gross Leak)*+;
control vizual
|
|
|
Pentru o memorie cu n celule, de exemplu, sunt necesare pana la n2
stari pentru n! Din punctul de vedere al adreselor, desi un asemenea
test ar fi posibil, ne izbim imediat de dificultati tehnice
insurmontabile; intr-adevar, doar pentru n = 50 (ceea ce - in
comparatie cu stadiul actual al tehnicii - este neglijabil de mic ca
numar de celule de memorie) ar fi nevoie de 1080 pasi de
control. De aceea, la asemenea teste si/sau controale, trebuie introduse
limitari. Consecinta este ca - pentru a putea optimiza controlul
functiei - este nevoie de multiple si complexe cunostinte
in privinta aplicatiilor specifice ale CI considerat.
Problema mentionata anterior nu exista
pentru CI SSI si MSI, caci in acest caz se renunta adesea
sa se verifice timpii de tranzit. Cum - folosind doar brosele
("pins") CI SSI/MSI - profunzimea logica cu care pot fi controlate toate
elementele lor active, este limitata, ne putem permite sa
renuntam la masurarea timpilor de tranzit.
Masurarea parametrilor de c.c. nu pune probleme
deosebite si se realizeaza prin comutarea surselor de curent si
de tensiune intre diferiti pins, si masurarea curentilor
(respectiv tensiunilor) care se formeaza. Pentru testarea unei componente
electronice este nevoie de 0,2 pana la 1 s (pentru CI SSI/MSI)
si de 2 pana la 10 s (pentru LSI/VLSI), ceea ce este mult prea scurt
- ca timp - pentru a putea detecta defectarile
timpurii. Experienta arata insa ca rata de defectare
a unui lot de componente de acelasi tip scade rapid in primele 100
pana la 3000 ore de functionare. Procentajul de componente care vor
prezenta defectari timpurii variaza puternic de la un tip de
componenta la altul, si de la fabricant Ia fabricant - adesea chiar
de la un lot la altul, chiar daca e vorba de unul si acelasi
fabricant. Valorile experimentale pentru componente semiconductoare se
situeaza, de obicei, sub 1% - pentru tehnologiile mature -, si intre
1% si 5% - pentru tehnologiile noi. Punctual, putem gasi valori mai
mari daca s-au introdus modificari in procesul de fabricatie sau
daca - in special pentru circuitele MOS de toate familiile, dar si
pentru circuite bipolare cu un inalt grad de integrare - au fost produse
"leziuni" anterioare testarii (descarcari electrostatice,
microcrapaturi in capsulele ceramice sau cerdip etc). Ori,
neplacerile cele mai mari vin din aceea ca - de cele mai multe ori -
-o defectare timpurie a unei componente conduce la o defectare timpurie la
nivelul echipamentelor si/sau sistemelor.
6.4.1. Teste de "screening" (preimbatranire)
O metoda care isi propune sa provoace
defectari timpurii specifice si
sa le elimine este preimbatranirea
("screening"). Ea-consta intr-o succesiune de solicitari care
se aplica unui lot alcatuit din componente presupuse identice - din
punct de vedere statistic -, cu scopul de a provoca defectari timpurii. in
cazul ideal - daca microcircuitele sunt perfect fabricate -,
preimbatranirea n-ar trebui sa provoace sau sa activeze nici un
mecanism de defectare. Pentru a putea determina procedeul adecvat - sau
secventele cele mai convenabile - de preimbatranire, va trebui
sa raspundem la intrebarile urmatoare:
- Care mecanisme de defectare vor fi activate si
pentru care solicitari anume?
- Care este solicitarea predominanta pentru un anumit mecanism de defectare?
- De la ce nivel de solicitare pot fi presupuse
stari care - in conditii normale - n-ar fi aparut? Datorita
numerosilor ani de-a lungul carora s-au facut cercetari din
cele mai diverse asupra componentelor, s-a ajuns astazi sa se formeze
si sa se stapaneasca, un bogat "know how", pe baza
caruia s-au putut stabili faimoasele MIL-STD-202, -883 etc. Cat
priveste secventele de preimbatranire utilizate curent in aplicatiile civile, tabela 6.3
da o vedere de ansamblu.
Stocaj la temperatura
inalta
Scopul acestui test este stabilizarea echilibrului
termodinamic, si deci a caracteristicilor electrice ale CI. in plus. se
activeaza mecanismele de defectare in legatura cu efectele de
suprafata (contaminare, oxidare, contactare). Pentru aceasta, CI se
tin - pe o placa metalica, cu brosele ("pins") in contact
cu placa - timp de 24 ore. intr-o etuva, la 150°C. Daca se
constata greutati la lipire, stocajul la temperatura
inalta se poate face in atmosfera de protectie cu N2.
Cicluri termice
Scopul acestui test este controlul
capacitatii microcircuitelor de a suporta trecerile de la joasa
la inalta temperatura, si invers. Prin aceasta solicitare sunt
activate mai ales acele mecanisme de defectare, explicabile prin tensiunile
mecanice care iau nastere datorita coeficientilor inegali de
dilatare a materialelor folosite. in acelasi timp, datorita acestui
test putem descoperi "slabiciunile" substratului de metalizare si de
oxid.
Ciclurile termice se efectueaza cu ajutorul unui
cuptor constituit din doua camere, cate una pentru fiecare
temperatura (aer/aer). CI sunt asezate eu brosele in contact cu
o placa metalica si se efectueaza cel putin 10 cicluri
termice intre -65 si +150°C. Timpul de stocaj la temperaturile extreme
trebuie sa fie de cel putin 10 minute, iar timpul de transfer dintr-o
camera intr-alta mai mic de 1 minut. Daca se constata
greutati la lipire, ciclarea termica se poate face in
atmosfera de protectie continand N2.
Acceleratie
constanta
Scopul acestui test (executat doar pentru CI in capsule ermetice) este de a controla
rezistenta mecanica a conexiunilor interne ale microcircuitului, a
contactelor acestora, a fixarii cipului si a capsulei. Pentru
efectuarea lui se foloseste o centrifuga care creeaza o
acceleratie de 30.000 g, timp de 60 s.
Burn-in
Este un test relativ scump, insa foarte eficace
ca secventa de preimbatranire. El poate elimina cea 80% din
defectarile timpurii ale cipului si cea 30% din defectarile
timpurii ale capsulei. Microcircuitele sunt expuse, sub tensiune, - static sau
dinamic - la temperatura unui cuptor electric. Racirea se efectueaza,
sub tensiune, la sfarsitul testului "burn-in" in cazul ideal, CI sunt
testate exact in conditiile aplicatiei prevazute. Prin marirea
temperaturii de test rezulta un factor de accelerare A in timp, care
asculta - in cele mai multe cazuri - de-legea lui Arrhenius.
A= λ2/λ2 = MTBF1/MTBF2 ≈ exp[Ea /
k(1/T1 - l/T2)], (6.8)
unde Ea este energia de activare (diferita, in
functie de mecanismul de defectare), k este constanta lui Boltzmann
(8,6.10-5 eV/K) iar λ1, respectiv λ2, sunt ratele de defectare
constatate la temperaturile cipului T1, respectiv T2 (in K). Valori globale
pentru Ea sunt date in tabela 6.4.
|
Tabela 6.4 - Energii medii
(globale) de activare pentru CI [6.5)
Familia
de CI
|
Ceramica /
Cerdip (eV)
|
Plastic (eV)
|
|
TTL
NMOS CMOS Lineare
|
|
|
Tabela 6.5 - Distributia (aproximativa) - in procente - a ratelor de defectare
observate ale CI, pentru diferite secvente de preimbatranire (C =
ceramica; P = plastic; AC = acceleratie constanta)
|
Tip de defectare
|
Stocaj la temp. inalta
|
Cicluri termice
|
AC Burn-in
|
|
C
|
P
|
C
|
P
|
C
|
static
|
dinamic
|
|
Lipire dura (conex.)
|
|
|
|
|
|
|
|
|
Suprafata (curenti fuga, inversiune)
|
|
|
|
|
|
|
|
|
Metalizare (coroziune,
electromigrare, fisuri)
|
|
|
|
|
|
|
|
|
Oxid (strapungere, inversiune, electr. fierbinti)
|
|
|
|
|
|
|
|
|
Difuzie
|
|
|
|
|
|
|
|
|
Substrat
|
|
|
|
|
|
|
|
|
Adeziune cip
|
|
|
|
|
|
|
|
|
Etanseitate
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cu
ajutorul ecuatiei (6.8) se poate determina durata testului burn-in pentru
o anumita aplicatie. Daca - de exemplu - perioada
defectarilor timpurii dureaza cea 3000 h, iar
= 55°C si = 130°C, vom obtine^pentru circuite CMOS incapsulate in material
ceramic A« 37, si deci o durata burn-in de 80 h. Pentru circuite TTL
in material ceramic (Ea ≈ 0,4 eV), aceasta durata ar
fi 214 h.
Deseori este dificil sa determinam
daca un burn-in static sau dinamic
este mai eficace. in general, daca erorile de metalizare, de oxid si
de suprafata sunt dominante, un burn-in static este mai eficace.
Sa retinem insa ca un
burn-in dinamic activeaza practic toate mecanismele de defectare.
De aceea este important sa ne putem bizui pe valori rezultate din
experienta, intalnite curent in practica. Rezultatele unor
experiente recente efectuate asupra CI LSF si VLSI arata ca
avantajul unui burn-in dinamic poate
sa ajunga pana la un factor cuprins intre 2 si 4.
Proba de etanseitate
Scopul acestei probe (efectuata doar pentru CI incapsulate ermetic)
este de a controla daca cavitatea de deasupra cip-ului este destul de
etansa. Proba incepe cu "fine leak"; pentru aceasta, se
pregatesc CI (ce urmeaza sa fie testate), in vid (1h la 0,5 mm
Hg), iar apoi ele vor fi depozitate in atmosfera de helium sub presiune
(cea 20 h la 5 atm). CI se lasa apoi timp de 30 minute in aer liber
si sunt testate dupa aceea cu ajutorul unui spectrometru de masa
special etalonat, masurandu-se fluxul de heliu ce se scurge in afara CI,
sub vid. Sensibilitatea ceruta este de cea 10-8 atm cm3/s.
Dupa "fine leak" se efectueaza, in
continuare, proba "gross leak". Pentru aceasta, CI sunt pregatite mai
intai sub vid (1 h la 5 mm Hg) si apoi depozitate m FC-72 (FluorCarbon)
sub presiune (cea 3 h la 5 atm). Dupa o scurta asteptare de cea
2 minute in aer liber, CI sunt scufundate intr-o baie de FC-40 la 125°C. Daca
se constata - in acelasi loc - o crestere continua a
micilor basici sau aparitia a doua basici mai
mari in decurs de 30 s, acestea sunt semne clare ale unei defectari.
In afara de proba de etanseitate - care
serveste drept control -, orice secventa de preimbatranire
activeaza unul sau mai multe mecanisme de defectare. Tabela 6.5 ne da
distributia tipica observata a ratelor de defectare, pentru
diferitele secvente de preimbatranire ale CI. Valorile sunt indicative si pot fi diferite, in
functie de tehnologie.
Cat priveste eficienta secventelor
individuale de preimbatranire, pentru CI incapsulate in ceramica se
pot da urmatoarele valori indicative:
■ Stocaj la temperatura inalta 0
15%
■ Cicluri termice 5 15%
■ Acceleratie constanta 0 5%
■
Burn-in 60 80%
■
Proba de etanseitate 5 15%
6.5.
Testarea si imbatranirea cartelelor echipate
Controlul electric al placilor
echipate poate fi efectuat - in principiu - pe trei cai diferite:
a)
Controlul functionarii, direct in sistem; se foloseste pentru
serii mici si presupune - drept conditie prealabila - un
temeinic control de intrare cu aparate automate, care permite localizarea
defectarii.
b) Controlul functionarii cu ajutorul unui
aparat de control; se aplica doar pentru serii mijlocii si/ sau mari,
din motive economice.
c) Test "in circuit", cu controlul
functionarii - in continuare - in sistem; este metoda cea mai raspandita si
presupune existenta unui aparat de test "in circuit" cu ajutorul
caruia componentele sunt izolate electric si testate static. Aceasta este suficient pentru
componente pasive, semiconductoare discrete si CI SSI sau MSI. Pentru CI
LSI si VLSI controlul functionarii nu poate fi efectuat decat
foarte limitat. Nu sunt posibile masurari dinamice in sensul
controalelor de c.a. De aceea nu este justificat sa renuntam la
controlul de intrare al componentelor critice. Un alt dezavantaj al aparatelor
de test "in circuit" este ca la testarea CI izolate, iesirile CI
auxiliare sunt fortate sa ia starea "low" sau "high" ("backdriving"),
ceea ce creeaza conditii pentru avarierea circuitelor respective,
desi durata procesului este doar de 50 ns. Cu toate acestea, testul "in
circuit" este cel mai eficace cand
este vorba de localizarea defectelor. Tendinta actuala este de a
combina aparatele de test "in circuit" (care au avantajul unui control grosier
si al unei rapide focalizari a defectarii) cu aparatele pentru
controlul functionarii.
Cum numarul componentelor si al lipiturilor
este important, rata medie de defectare a cartelelor echipate este mult mai
mare decat in cazul componentelor izolate. Experienta arata ca -
in cazul unor serii mijlocii - pentru o cartela echipata cu cea 300
componente si avand 2000 lipituri este de asteptat sa avem
urmatoarele rate de defectare:
♦ cartele echipate defecte: 2 6%, cu
urmatoarea distributie:
*fabricatie20 30%,
* componente defecte 30 60%,
*defecte de functionare (depasirea
tolerantelor) 20 40%.
♦ Numar mediu de defecte pentru o
cartela (defecta) echipata: 1,2 1,5.
La serii mici, este posibil sa avem rate de
defectare de pana la 30%. Fiecare cartela necesita o munca
suplimentara, o retusare, care au o influenta negativa
asupra calitatii si fiabilitatii (factorul de
inrautatire poate ajunge usor la valoarea 10), asa cum
arata incercarile metalografice.
ANEXA 1.2
Proprietati ale algebrelor Boole
Pentru
orice A M au loc relatiile
M au loc relatiile
A A
= A, A
A
= A, A A
= A
A
= A
2) Daca A B
si BA, atunci A = B, pentru orice A, BM.
B
si BA, atunci A = B, pentru orice A, BM.
3) Daca AB,
atunci pentru A, B, C M au loc
relatiile
ACBC, ACBC
Intr-o
algebra Boole exista doua elemente numite elementul nul si
elementul total (notate respectiv  si
si  astfel incat pentru
orice AM au loc relatiile
astfel incat pentru
orice AM au loc relatiile
A A = , A A = .
5) Pentru orice AM, avem
Av
= A, Av
= v. A= A, A =
sau
A, Av.
Daca AB
= si AB = v atunci B = A
7) Pentru orice A, B M au loc
relatiile
(AB)
= A B, (AB)
= A B numite formulele lui De
Morgan.
ANEXA 1. 3
Metoda functiilor
Boole
Se pleaca de la premisa ca sistemul (sau
unitatea considerata) este coerent,
altfel spus, indeplineste urmatoarele conditii:
a) Starea sistemului depinde de starea tuturor
elementelor sale;
b) Dupa o defectare a sistemului, sistemul
ramane in starea de' pana - daca alte elemente se
defecteaza. Pentru sisteme reparabile, sistemul ramane in stare de
functionare - daca el se afla in stare de functionare,
si daca un element reparabil este din nou in stare de functiune.
Starea sistemelor coerente poate fi descrisa cu
ajutorul functiilor Boole speciale. O functie a sistemului este o
functie a carei indicatori ζi = ζ1(t)
depind de toate variabilele ζi (i = 1. 2, n), care iau
valorile 0 sau 1 dupa cum urmeaza:
s
= s(ζ1,ζn) = 
Se poate arata ca - pentru sisteme coerente
- functia sistemului s = s (ζ1, ζn ),
pentru fiecare dintre variabile, nu este descrescatoare (cu s = 0 pentru
toti ζi = 0, si
s = 1 pentru toti ζi = 1).
Cum atat indicatorii ζ1 cat si
functia sistemului s nu pot lua decat valorile 0 si 1, rezulta
ca functia de fiabilitate a elementului Ei este Ri(t)
= pr = E[ζi(t)] iar pentru
functia de fiabilitate a sistemului vom avea RS(t) =
E[s (ζ1, ,ζn)] cu ζi= ζi(t).
In felul acesta, la metoda functiilor Boole,
problema calculului lui RS(t) se reduce la determinarea
functiei sistemului s (ζ1, , ζn)
si a sperantei ei matematice. Pentru determinarea functiei
sistemului, ne stau Ia dispozitie doua metode:
1. Metoda legaturilor minime ("Minimal
Path Vectors"): Pi este o legatura minima, daca
(pentru ζi = 1) sistemul indeplineste functia ceruta pentru toti Ei
Pi si
ζk = 0 pentru toti Ek  Pk, si
daca asta nu e valabil pentru nici o submultime Pi. Ej
in Pi formeaza un model serie cu functia sistemului
Pk, si
daca asta nu e valabil pentru nici o submultime Pi. Ej
in Pi formeaza un model serie cu functia sistemului
SPi = 
Daca diagrama-bloc de fiabilitate contine r legaturi minime, aceste
legaturi formeaza o redundanta
activa 1 din r, cu alte cuvinte este valabila relatia
s = s(ζ1, ,ζn) = 1
- 
2. Metoda
separarilor minime ('Minimal Cut Sets"): C este o separare
minima, daca sistemul (cand ζi = 0, pentru toti
Ej Ci si
pentru toti Ek Ci) nu indeplineste conditia ceruta, si
daca conditiile din paranteza nu sunt valabile pentru nici o
submultime Ci.
SCl = 1 - 
Daca diagrama-bloc de fiabilitate contine m separari minime, atunci aceste
legaturi minime formeaza un sistem sene cu m elemente, deci este
valabila relatia
s = s(ζ1, ζn) = 
ANEXA 2
Metode Bayes
1. De ce este nevoie de metodele Bayes?
Doua sunt motivele principale care au condus la
aplicarea metodelor Bayes in fiabilitate: primul se refera la raritatea datelor, cel de al doilea
isi are originea in teoria
deciziei. Intr-adevar, in cele mai multe probleme de fiabilitate
avem de a face cu putine date (parametri ai distributiei
defectarilor si cantitati cum ar fi disponibilitatea,
fiabilitatea si defectarea "la cerere"). Cum fiabilitatea echipamentelor
si sistemelor este astazi ridicata - sau foarte ridicata -,
in practica nu ne intalnim cu prea multe defectari. Chiar daca
avem in exploatare o mare cantitate de echipamente, s-ar putea sa nu fim
in stare sa facem deductii, datorita heterogenitatii
datelor. Analiza datelor din domeniile de exploatare ale sistemelor arata
adesea ca echipamentele sunt utilizate in cele mai diverse conditii
de temperatura, de umiditate, de presiune, de sarcina etc.
Asadar, diferite scheme de mentenanta ale aceluiasi tip de
echipament impiedica punerea in comun a datelor de exploatare.
2. Teorema Iui Bayes
Teorema lui Bayes ofera un mijloc pentru a
ajusta probabilitatea ca un eveniment
- care urmeaza sa aiba loc - sa
incorporeze date aditionale. O axioma de baza a teoriei
probabilitatilor spune ca probabilitatea a doua
propozitii simultane A si B este data de
P(AB) = P(A) . P(B|A) (1)
Si de P(AB) = P(B) . P(A|B) (2)
Egaland partea dreapta a ambelor ecuatii si
impartind cu P(B) obtinem egalitatea
P(a|B) = P(A)[P(B|A)/P(B)]. (3)
care spune ca P(A|B) - probabilitatea
conditionata a lui A cand B este dat - este egala cu P(A) -
probabilitatea lui A, inainte de a avea informatia B - inmultita
cu factorul de corectie dat intre parantezele drepte.
Exemplul A2.1
Sa presupunem ca desenul din fig. 2
reprezinta distributia lui MTBF θ plecand de la opinia unui
expert; ea este bazata pe cunostinte a priori. Sa
presupunem ca datele noi ale evenimentului B spun ca este vorba de 5
defectari in 375 luni; analiza MTBF devine
P(θi | B) = P(θi)[P(B
| θi) / P(B)] (4)
P(θi | B) = probabilitatea lui MTBF
θ, fiind data informatia B .
P(θi) = probabilitatea lui MTBF θi, inainte de a avea
informatia B
P(B) = probabilitatea lui B
P(B | θi) = probabilitatea lui B,
fiind data valoarea lui MTBF ca fiind θi
θi =
MTBF pentru un interval de timp discret
Ecuatia pentru P(θi | B) este
P(B | θi) = [(T/θi)n]n!
exp[-T/ θi) (5)
unde n = numarul de evenimente (defectari);
T = numarul de perioade de timp;
θ = MTBF.
Utilizand datele noi care ne stau la dispozitie
( n = 5 defectari intr-o perioada de timp T = 375 luni), ecuatia
exemplului nostru devine
P(B | θi) = [(375/θi)5/5]
exp[-375/ θi) (6)
Tabelul A 2.1
|
θi
|
|
|
|
|
|
|
|
|
a
|
|
P(θi)
|
|
|
|
|
|
|
|
|
|
|
P(B | θi)
|
|
|
|
|
|
|
|
|
|
|
P(θi)[P(B | θi)
|
|
|
|
|
|
|
|
|
|
|
P(θi | B)
|
|
|
|
|
|
|
|
|
|
Datele din fig. 2 sunt date sub forma de
tabela in tabelul A2.1. Valorile
lui MTBF sunt date in linia 1. Valorile probabilitatii pentru aceste
valori MTBF sunt date pe linia 2. Valorile P(B|θi) sunt
calculate pe baza ecuatiei (6) pentru toate valorile lui MTBF din prima
linie si plasate apoi in linia 3. Valorile liniei 4 sunt calculate, prin
multiplicarea valorilor de pe linia 2 cu valorile de pe linia 3, pentru un
anumit θi. Valorile
de pe linia 4 reprezinta valorile a
posteriori (cu exceptia faptului ca ele vor trebui distribuite
astfel incat suma probabilitatilor lor sa fie egala cu 1).
Pentru aceasta se face suma valorilor de pe linia 4 si se
inregistreaza suma in coloana respectiva. Valorile individuale ale
liniei 4 sunt apoi impartite cu suma liniei 4 iar rezultatele sunt
inregistrate pe linia 5. Linia 5 da probabilitatea finala a
distributiei sau distributia a posteriori dupa ce am avut
informatia B cu distributia a priori. Rezultatele sunt reprezentate
grafic in fig. 3. Se vede ca - atunci cand sunt luate in considerare noile
date - distributia probabilitatii lui MTBF se deplaseaza
usor spre valori mai mari.
Fig. A2.2. Distributia a priori a lui MTBF.
Fig. A2.3. Distributiile a priori si a
posteriori ale valorilor MTBF θi.
3. Probleme de decizie
O analiza de fiabilitate este efectuata
pentru a da un raspuns la anumite tipuri de probleme de decizie.
Consecinta deciziilor bazate pe estimari de parametri include adesea
elemente economice si/sau financiare sau - mai general - o forma
oarecare de utilitate. Cum cel care ia decizia este mai interesat de consecintele
practice ale estimarii sale decat de proprietatile teoretice ale
estimarii, el va dori - de cele mai multe ori - sa minimizeze
pierderile asteptate. Pentru a demonstra aceasta teza, vom folosi
Exemplul A2.2 (fig. 4)
Un proiectant poate alege intre doua tipuri de
configuratii: A) doua pompe
de alimentare cu apa (una avand o capacitate de 100%, cealalta de
50%); B) trei pompe de
alimentare cu apa, fiecare avand o capacitate de 50%.
Tabela A2.2
|
Configuratii
|
Sarcina
plina
|
Sarcina pe jumatate
|
|
Sistem A Sistem B
|
1 v 1
2 v 3
|
1 v 2
1 v 3
|
Fig. A2.4 - Cele doua configuratii ale
sistemului
Modelul de sarcina pentru cele doua cazuri
este acelasi: plina sarcina (pentru 60% din timp. in medie)
si sarcina pe jumatate (pentru 40% din timp, in medie) - vezi tabloul A 2.2 unde notatia k v n
inseamna k din n. Din acest tablou rezulta ca la defectarea
uneia din pompe va rezulta pierdere partiala sau totala a
puterii. Functia de pierderi a unui sistem este functie de
nedisponibilitate a pompelor si de pierderea respectiva de putere. Expresia
nedisponibilitatii unei pompe contine parametri cum ar ti rata
intamplatoare de defectare λ Intr-un context bayesian, acest parametru este o variabila
intamplatoare. In felul acesta putem sa luam in considerare
orice nesiguranta pentru λ in privinta deciziei pe care urmeaza sa o luam.
Functia de pierderi devine astfel o variabila
aleatoare. Sa presupunem acum ca L(A) este functia de
pierderi a sistemului A si L(B) este functia de pierderi a sistemului
B. Investitia pentru sistemul B este mai mare decat cea pentru sistemul A.
Acest fapt a fost luat in considerare in functia de pierderi a ambelor
sisteme. Decizia referitoare la cele doua configuratii ale sistemului
este bazata pe diferenta L(A - B) = L(A)-L(B).
Daca P[L(A - B) ≤ 0] > 50%. atunci va
trebui sa preferam sistemul A, chiar daca sistemul B
reprezinta o optiune mai buna. Situatia descrisa mai
sus este reprezentata in fig. 5.
Fig. A2.5. Distributia functiei L(A - B)
ANEXA 3.1
Indicatori generali de fiabilitate [1]
|
Numele indicatorului
|
Simbol
|
Definitie
|
Unitate de masura
|
|
Functia de repartitie a timpului de functio nare
(functie de nonfiabilitate)
|
F(t)
|
Probabilitatea ca un produs sa se defecteze in intervalul (0, t)
F(t) = P(T ≤ t)
|
|
|
Densitatea de probabilitate a timpului de functionare
|
f(t)
|
Limita raportului dintre probabilitatea de defectare a intervalului (t,
t + Dt) si marimea intervalului, cand Dt
F(t) =  /t /t
|
ore-1
| |
|
Functia de fiabilitate
|
R(t)
|
Probabilitatea ca un produs sa functioneze fara
defectare in intervalul (0, t), in conditii determinate. R(t) = P ( T
> t)
|
| |
|
Rata de defectare
|
z(t)
|
Limita raportului dintre probabilitatea de defectare in intervalul (t,
t + Dt), conditionata de buna functionare
in intervalul (0, t) si marimea intervalului Dt, cand Dt
z(t) = / Dt
|
ore-1
| |
|
Media timpului de
functionare
-MTTF
-MTFF
-MTBF
|
m
|
Valoarea medie a timpului de functionare
m =  dt dt
|
ore
| |
|
Dispersia timpului de functionare
|
D
|
Momentul centrat de ordinul 2 al timpului de functionare
D = (t-m)2f(t)dt
0
|
ore2
| |
|
Abaterea medie patratica a timpului de functionare
|
|
σ = 
|
ore
| |
|
Cuantila timpului
ore de functionare
|
tF
|
Timpul in care un produs functioneaza cu o anumita
probabilitate (1 - F) ;
P(T ≤ tF ) = F
|
| |
| | | | | | |