Masini de
rectificat rotund - Schema bloc a masinii de rectificat
rotund exterior
Dupa
pozitia suprafetei prelucrate, masinile de rectificat rotund se
pot clasifica in:
- masini de rectificat rotund exterior;
- masini de rectificat rotund interior;
- masini de rectificat rotund universale.
Dupa principiul de
lucru, masinile de rectificat rotund se clasifica in:
- masini de rectificat
rotund intre varfuri;
- masini de rectificat rotund fara
varfuri (centerless).
|

Fig. 11.3. Schema bloc a masinii de
rectificat rotund exterior
|
Masinile de rectificat rotund exterior au posibilitatea
prelucrarii pieselor cilindrice, conice sau profilate, care sunt prinse
intre varfuri, mandrina sau fara varfuri (centerless).
Principiul
constructiv si modul de realizare a miscarilor de lucru la o masina de rectificat rotund
exterior intre varfuri sunt
prezentate in figura 11.3.
Batiul masinii B este prevazut cu ghidaje pe care
se deplaseaza masa longitudinala M
si masa superioara Ms.
Aceasta se deplaseaza in miscarea de avans longitudinal II si sustine papusa
port-piesa Ppp,
papusa mobila Pm
si piesa dintre varfurile acestora.
|
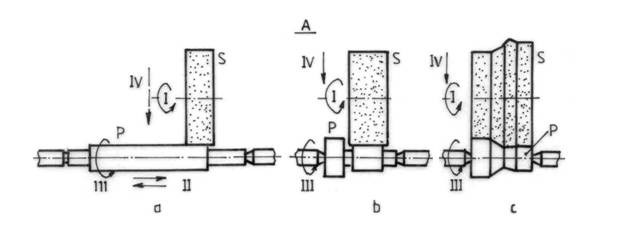
Fig. 11.4. Principiul de lucru al masinilor
de rectificat rotund exterior
|
Partea
posterioara a batiului este prevazuta cu ghidaje transversale pe
care se deplaseaza papusa port scula Pps in miscarea de avans radial IV.
Scula
abraziva S executa
miscarea principala de aschiere I, fiind antrenata direct de motorul M1 sau printr-o transmisie cu curea.
Piesa,
fixata in mandrina sau intre varfuri, executa si
miscarea de avans circular III
(miscare de generare), antrenata fiind de motorul M2 prin intermediul unei
cutii de avansuri CA sau al unui
variator.
In
vederea "A" (fig.11.4) a zonei de lucru sunt mentionate
miscarile necesare prelucrarii diferitelor tipuri de
suprafete. Astfel, la suprafetele cilindrice lungi (a) se folosesc
pentru prelucrare toate miscarile mentionate mai sus.
Miscarea
de avans longitudinal II este
realizata de un motor hidraulic MH,
alimentat dintr-un rezervor Rz
de o pompa P printr-un sistem de
comanda hidraulic SCH.
Amplitudinea miscarilor (functie de lungimea piesei) este
reglata prin limitatoarele de cursa Lc1, Lc2.
Miscarea
de avans radial (de patrundere) IV
o executa scula S cu
papusa port-scula Pps,
cu intermitenta la capete de cursa, printr-un sistem
hidromecanic sau electromecanic.
La
prelucrarea suprafetelor scurte si netede (b) sau profilate (c) cu
generatoare materializata pe scula lipseste miscarea de
avans longitudinal, miscarea de patrundere IV avand un caracter continuu.
Rectificarea
suprafetelor tronconice se poate efectua prin mai multe metode. Astfel, in
cazul suprafetelor conice de lungime mica se utilizeaza pietre
conice si se poate lucra cu avans transversal st (radial) sau cu avans longitudinal sl (fig.11.5.a).
La
piesele lungi de conicitate mica (<10o) se poate inclina
masa superioara 3 (fig.11.5.b).
Pentru
prelucrarea pieselor scurte de conicitate mare se poate roti papusa
port piesa (fig.11.5.c).
Pentru
piesele de lungime si conicitate relativ mare, prinse intre varfuri, la
unele masini, se poate roti papusa port piatra (fig.
11.5.d).

