Simulare
si modelare. Notiuni Generale. Definitii
Majoritatea
activitatilor umane presupun intr-un anumit mod specific modelarea
si simularea, ca etape necesare. In general in orice activitate se parcurg
urmatoarele etape:
analiza de sistem. Aici are loc formularea
problemei, precizarea ei, delimitarea dintre sistemul studiat si mediu. Se
pun in evidenta marimile caracteristice, factorii specifici
s.a.m.d.
modelarea. Se determina relatiile
dintre marimile caracteristice, se construieste un model simplificat,
o imagine a procesului considerat.
simularea. Se fac experimentari, se
testeaza modelul incercand sa se prevada evolutiile
acestuia.
decizii, actiuni, in care pe baza
rezultatelor experimentale nesingulare se trag concluzii, se iau decizii, se
stabilesc actiuni.
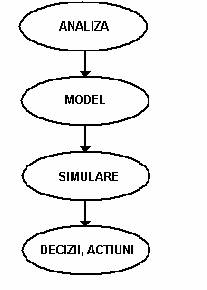
Fig1.1 Relatiile dinte
activitatiile umane
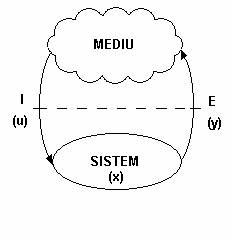
1.2.Sistem. Model. Simulare
Sistemul. Din punct de
vedere tehnic, un sistem e definit ca un obiect sau ansamblu de
entitati de elemente interconectate ce interactioneaza
intr-un anumit mod pentru a realiza un obiectiv, un scop cu anumite
performante. In particular, in automatica, obiectele din lumea
reala, fenomenele, procesul, instalatia, procesul tehnologic se
numeste sistem. Tot ceea ce nu apartine sistemului face parte
din lumea exterioara (mediu). Linia de separatie dintre sistem
si mediu pune in evidenta marimile de intrare I -
marimi "cauza" (u) si marimile de iesire E -
marimi "efect" (y), determinate prin cauzalitatea intrare-iesire.
Fig.1.2. I E
Starea x(t) contine informatia minima
necesara la un moment dat de timp care impreuna cu intrarile
ulterioare determina univoc evolutia iesirilor. Sistemul depinde
esential de obiectivele studiului. Ceea ce intr-un caz reprezinta un
sistem, intr-un alt context poate fi doar un subsistem.
Modelul. In domeniul
stiintelor tehnice, experimentul si observatia constituie
aspecte esentiale pentru un sistem ce se elaboreaza iterativ. In
ultima instanta, elaborarea unei teorii reprezinta
construirea unui model verbal sau matematic al realitatii.
Modelul
este reprezentarea cunostintelor, a aspectelor esentiale ale
unui sistem intr-o forma utilizabila.
Modelul
este o reprezentare simplificata, aproximativa a sistemului real. Nu
e de regula nici posibil, nici necesar sa se realizeze o descriere
amanuntita a tuturor mecanismelor interne. E suficient ca
modelul sa mimeze, sa se comporte suficient de aproape de sistemul
real.
Exista mai multe tipuri de
modele si anume:
modele fizice (empirice sau la scara redusa- de exemplu se
elaboreaza o tehnologie in domeniul chimiei, un micropilot, se
incearca procesul tehnologic pe acest model fizic si se trag
concluzii.)
modele fenomenologice (conceptuale - sistemele respective sunt descrise
prin anumite legi)
modele functionale (formale - sistemul e reprezentat prin relatii
functionale, scheme functionale)
modele matematice (analitice).
Modelul trebuie sa fie intr-o
forma utilizabila (care nu este un scop in sine). El constituie o
baza pentru analiza, luarea deciziilor si in acest sens modelul
trebuie sa fie de o complexitate cat mai redusa.
Simularea
Definitie. Simularea
este o metoda experimental-aplicativa prin care se realizeaza,
se implementeaza de obicei pe un calculator un model al unui sistem real
in vederea analizei indirecte a acestuia.
Modelarea si simularea sunt
instrumente de analiza a sistemului. Simularea este utila in special
in cazurile in care analiza directa este imposibila (de exemplu
sistemul nu are inca o existenta reala, sistemul nu poate
fi pus la dispozitia analistului pentru experimentari directe,
exista pericolul producerii unor pagube prin experimentare directa,
sistemul este caracterizat prin evolutii foarte lente in timp, nu pot fi
generate direct conditiile de experimentare).
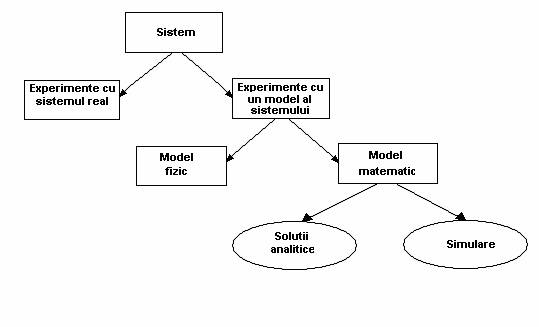
Fig 1.3 De la sistem la simulare
Dezavantajele
simularii
Nu se pot obtine solutii
foarte exacte pentru ca principial modelele sunt imperfecte, modelele
fiind aproximari ale lumii reale materiale.
Exista erori in precizarea
datelor, a parametrilor, a conditiilor de simulare care nu pot fi
compensate.
In cazul proceselor foarte complexe, modelul
de simulare poate deveni mai complex decat procesul insusi.
Uneori cel mai important
dezavantaj este acela ca nu se genereaza solutii analitice.
Etapele
analizei prin simulare
Stabilirea
cadrului simularii : definirea sistemului analizat, a obiectivelor, y
variantelor care se vor avea in vedere,
a criteriilor aprecierii;
Construirea
modelului matematic (modelarea analitica);
Definirea
experimentelor de simulare (inclusiv a datelor pentru validarea modelelor);
Realizarea modelului de simulare;
Experimentul de simulare propriu-zis
(verificarea si validarea modelului, aici intervenind experienta
tehnica a celui care face simularea);
Analiza
si interpretarea rezultatelor.
2.Masina de frezat Gantry FZ 37
Performantele
ridicate si eficienta tehnologiei de frezat sunt coloana vertebrala
a industriei de facut matrite si scule. Ele sunt decisive pentru
succesul si profitabilitatea intregului flux de munca din acest
domeniu. Particularitatea problemei ce trebuie rezolvata se
gaseste in nevoia de rezolvare a unor cerinte aparent
contradictorii, iar masinile de frezat tip portal sunt solutia pentru
aceste probleme.
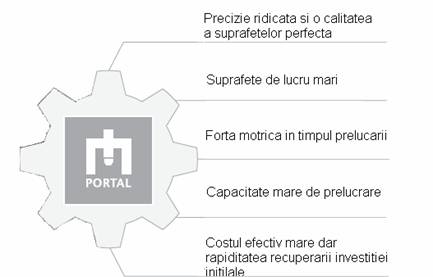
Fig. 2.1 Avantajele structurii portal
Constructia
tip portal reprezinta tehnologia de varf in ceea ce priveste
masinile - unelte cu gabarit mare . Masinile de frezat portal se
intalnesc in diferite domenii industrilale precum in industria
automobilelor, in industria aeronavelor cat si in atelierele de
scularie
Drumul
spre portal
Portalul- reprezinta o structura ce poate
fi fixa sau mobila ce are forma unei arcade sau a unui arc de trimf.
De
ce structura portal?
Unul
din avantajele acestei structuri este dat de reducerea meselor ce se misca
ce are un efect pozitiv asupra coportarii dinamice a masinii precum
si a vitezei de deplasare a acesteia. Chiar daca dimensiunile de
gabarit sunt mari se se obtine o
stabilitate inalta ce face posibila alimentarea traversei (axa Y).
Alte avantaje suplimentare date de
cresterea rigiditatii mecanice sunt precizia dimensionala si
imbunatatirea calitatii suprafetelor.
Superioritatea acestei structuri
devine si mai evidenta prin cererile clientilor de realizare a
unei masini complete cu 5 axe de prelucrare a unor piese de dimensiuni
mari, fiind nevoie de un spatiu mai mare de depozitare .
5 fete si prelucrari pe 5 axe
Prelucrarile moderne pe 5 axe reprezinta
factorul decisiv in ceea ce priveste prelucrarile de scule, de
matrite si de modelare. Un avantaj suplimentar a tehnologiei portal este
ca permite prelucrari pe 5 axe ale unei piese de lucru fixe (fig 1.2
si fig.1.3).
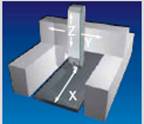
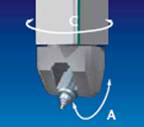

a)Deplasarea portalului b)Rotirea capului de
frezat c)Fetele masinii de frezat
Fig. 2.2
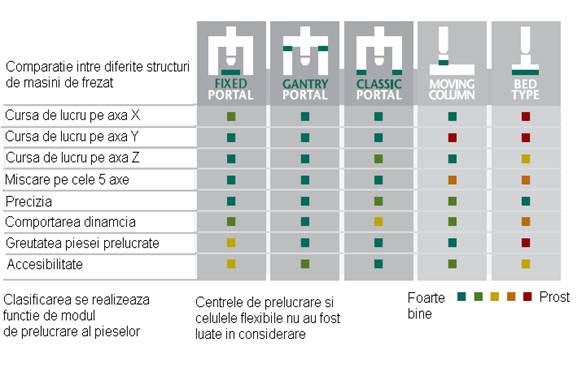
Fig2.3 Comparatie intre diferite
strucruri
de masini de frezat

|

|

|

Masina utilizata pentru
prelucrari in conditii grele de lucru ce are o rigiditate
ridicata datorita portalului fix.
|
Masina de frezat tip
portal pentru prelucrari in conditii de lucru grele cu tehnologia
MuST a arborelui de rotatie.
|
Masina rigida folosita in
general pentru prelucrarea de finisare a materialelor din otel.
|
Masina performanta cu
caracteristici dinamice ridicate pentru deplasarile de avans .
|
Cea mai
bine vanduta masina cu o gama larga de utilizare.
|
Masina de ultima
ora utilizata pentru prelucrari complete ale materialelor
prototip.
|
Masina de frezat cu portal clasic
adaptata pentru prelucrarea
materialelor din polistiren
|
Masina utilizata
pentru toate tipurile de materiale
|
Masina de frezat cu portal clasic FZ
35, FZ30
Masina rigida folosita in
general pentru prelucrarea de finisare a materialelor din otel. Aceste
masini cu o construtie modulara sunt mai usor de folosit.
Datorita portalului condus cu piesa de lucru stationara si
cu mase deplasabile constante se realizeaza precizii ridicate si
totodata indepartarea unei cantitatii de achii
considerabile.Cadrul masinii este accesibil din toate unghiurile, prin
urmare situatiile de reglare pot fi rezolvate usor. Datorita
structurii deschise operatiile de incarcare si pozitionare pot
fi realizate repede si usor.
FZ 35
Aceasta
masina este ideala pentru prelucrarile de finisare ale
otelului
Avantaje :
- constuctie robusta ;
- precizia capului in forma
de furca ;
- masini de capacitate ridicata ;
Este utilizata la fabricarea modelelor cu
o aplicabilitate mare ce prelucraza in deosebi materiale din aluminiu
si plastic.
Avantaje:
- caracteristici generale bine echiliobrate
- cap in forma de furca ce prezinta rigiditate
si precizie buna;
- prelucrari pe 5 axe
Masini de frezat gantry cu portal fix FZ 50
Aceste masini cu portalul fix sunt
destinate prelucrarilor cu sarcina de lucru mare. Masina FZ 50 este
utilizata pentru prelucrarea unor sarcinii mari in conditii grele de
lucru.
Avantejele oferite de constructia
portalului combinate cu robustetea si rigiditatea masinii au
condus la aducerea la suprafata a spanului a tuturor
materialelor mai putin a otelului de scule si a titanului
Este o noua
masina de frezat portal ce are portalul fix si masa de
pozitionare mobila. Rigiditatea inalta a structurii portalului
obtinut prin turnare permite inlaturarea completa a
cantitatii de material.
Avantaje :
- rigiditate
ridicata ;
- capete de
frezat schimbabile ;
- constructie
modulara ;
FZ 50 DUO
Are 2 ghidaje pe axa
Z ce pot fi retrase compet din rona de lucru permitand astfel schimbarea capetelor
de frezat pentru realizarea operatiilor
de degrosare pana la finisare.O mare varietate de capete de frezare
asigura o productivitate maxima pentru diferite aplicatii.
Masini de frezat gantry cu portal condus FZ 42, FZ
38 FZ 37 FZ 32
Acest tip de constructie reprezinta tehnologia de varf ce a
facut ca cunostiintele legate de masinile cu vitezele mari
sa poata fi aplicate cu succes. Structura acestor masini
prezinta o serie de avantaje :
mase
deplasabile mici ;
rigiditate
inalta a structurii ;
comportare
dinamica superioara a condus la realizarea unor precizii inalte
si la o calitate a suprafetor ridicata a piesei de
prelucrat ;
sistemele
de ghidare, de transmisie si de masurare sunt dispuse la adapost
de praf ;
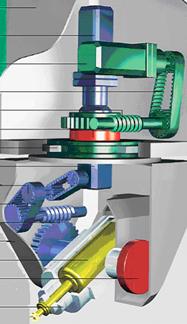
Tehnologia
capetelor de frezat
Capetele de frezat
se caracterizeaza prin performatele ridicare si totodata
prin constructia robusta ce confera o durabilitate
ridicata. Prin designul modern si inteligent capetele de frezat
dispun de noile descoperiri din domeniul programarii CAM.
Capetele de frezat individuale pot fi folosite uzual pe diferite masini
raspunzand astfel diferitelor solicitari cerute de clienti.
Pot fi
folositi diferiti arbori de la cei pentru prelucari de
degrosare pana la arbori pentru viteze inalte
Arborele vertical
Captele vericale
si arborii fixati (mechanic sau electric) intregesc aria.

Fig.2.4 Cap de frezat
Cap sub forma de furca pe 2 axe - AC 2
Sunt capete usoare cu viteze mari de
frezare si eforturi de torsiune durabile.

Fig.2.5 Cap de frezat tip AC2
Cap sub forma de furca pe 2 axe - AC 3
Aceste capete sunt extrem de precise, cu un
randament ridicat utilizate la prelucrarea tuturor materialelor.

Fig.2.6 Cap de frezat tip AC3
Cap sub
forma de furca pe 2 axe - VH 4
Au o construtie robusta cu un
mechanism de actionare format dintr-o roata de cuplare, clichet,
pentru prelucrarile in regim de lucru grele.
Fig.2.7 Cap de frezat tip VH4
Cap de frezare pe 2 axe - VH6
Acest cap de frezare ce are un concept multiax
este folosit in toate aplicatiile
ce utilizeaza viteze mari de prelucrare

Fig.2.8 Cap de frezat tip VH6
Alegerea masinii
se poate face im functie de materialul piesei ce urmeaza a fi prelucrat
si de domeniul de utlizare al viitoari piese, acest lucru de poate vede in
figura 2.9.
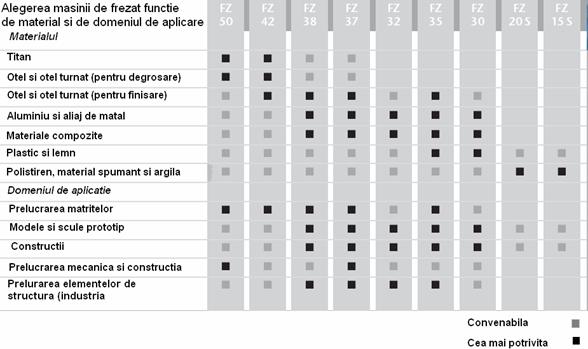
Fig.2.9Alegerea masinii functie
de materialul piesei si de domeniul de utlizare
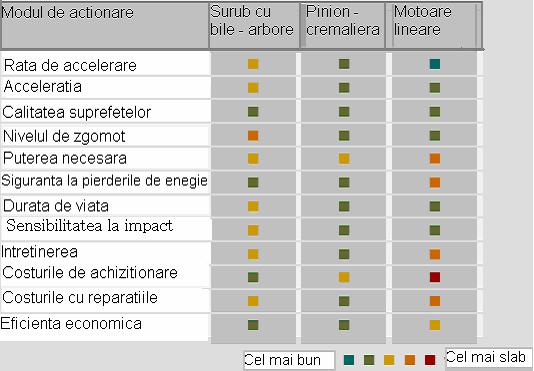
Modul
de actionare
Surub
cu bile
Acest mod de
actionare este solutia clasica pentru ariile de lucru mici.
Suruburile cu bile cu precizie ridicata din cea mai recenta
generatie sunt utlizate ca solutii standard.
Fig.2.10. Surub cu bile
Transmisia pinion-cremaliera
Este ideal de
utilizat in cazul suprafetelor de lucru mari datorita
rigiditatii ridicate. Aceasta noua tehnologie de
actionare se caracterizeaza prin dinamicitate ridicata si
siguranta in functionare cat si prin durata lunga
de viata si eficienta economica.
Fig.2.11
Transmisie pinion-cremaliera
Actionarea lineara
Este utilizata
in cadrul realizarii vitezelor mari de pozitionare, pentru schimbarea
rapida a sculelor, cat si pentru micsorarea acceleratiilor,
scurtarea distantelor cat si a timpului. Datorita transmisiei
fara contact
Fig.2.12.Motoare liniare
FZ 37 portal gantry
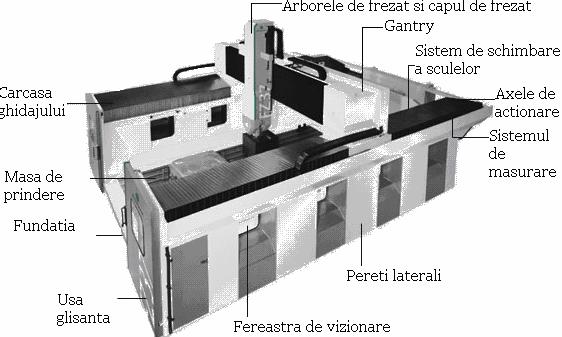
Fig.2.13 Masina de frezat tip portal
gantry FZ37
Date tehnice :
|
Domeniul de lucru
|
|
Axa X
|

|
3 000 - 10 000 mm
|
|
Axa Y
|
|
2 000 - 3 000 mm
|
|
Axa Z
|
|
1 000 - 2 000 mm
|
|
Dimensiunile
mesei de lucru
|
|
Lungime
|
|
3 000 - 10 000 mm
|
|
Latime
|
|
2 000 - 3 000 mm
|
|
Inaltime
|
|
370 mm
|
|
Sarcina maxima incarcata
|
|
30 000 kg/m²
|
|
Canalul longitudinal in forma de T
|
|
18 H12 (optional 18
H8)
|
|
Distanta
intre canale
|
|
250 mm
|
|
Actionarea
|
|
Avansul pe axele
liniare
Motoare liniare
|
|
0 - 20 000 mm/min.
0 - 40 000 mm/min.
|
|
Viteza de rotatie a axelor de rotatie
|
|
50°/s
|
|
Acceleratia
pe axele liniare
|
|
2.5 -4.5 m/s²
|
|
Precizia pe axe
|
|
to VDI/DGQ 3441
|
|
Precizia de pozitionare
pe axa X
|
|
0.030 mm
|
|
Precizia de pozitionare pe axa Y, Z
|
|
0.020 mm
|
|
Repetabilitatea (X)
|
|
0.015 mm
|
|
Repetabilitatea (Y, Z)
|
|
0.010 mm
|
|
Precizia sistemului de masurare A, C
|
|
|
|
Precizia de
pozitionare pe axa A, C
|
|
|
|
Repetabilitatea (A, C)
|
|
|
|
Capul de
frezare AC 3
|
|
Puterea
maxima a arborelui(2)
|
|
28 kW
|
|
Turatia
maxima a arboreluli
|
|
24 000 rpm
|
|
Cuplul maxim
|
|
89 Nm
|
|
Domeniul de
turatie constanta
|
|
3 000 - 18 000 rpm
|
|
Sistemul de prindere al sculei
|
|
HSK 63 A
|
|
Cuplul pe axa A
si C (3)
|
|
1 500 Nm
|
|
Aria de lucru pe axa A
|
|
|
|
Aria de lucru pe axa C
|
|
>± 300° (opt.
±360°)
|
|
Distanta
de la axul oscilant pana la capul arborelui principal
|
|
300 mm
|
|
Instrumentul de
prindere
|

|
dispozitiv
de strangere cu arc
|
|
Instrumentul de desprindere
|
|
dispozitiv hidraulic
|
|
Capul de frezare AC 3
|
|
Puterea
maxima a arborelui (2)
|
|
40 kW
|
|
Turatia
maxima a arboreluli
|
|
24 000 rpm
|
|
Cuplul maxim
|
|
95.5 Nm
|
|
Domeniul de
turatie constanta
|
|
4 000 - 20 700 rpm
|
|
Sistemul de prindere al sculei
|
|
HSK 63 A
|
|
Cuplul pe axa A
si C (3)
|
|
1 500 Nm
|
|
Aria de lucru pe axa A
|
|
|
|
Aria de lucru pe axa C
|
|
>± 300° (opt.
±360°)
|
|
Distanta
de la axul oscilant pana la capul arborelui principal
|
|
300 mm
|
|
Instrumentul de
prindere
|
|
dispozitiv
de strangere cu arc
|
|
Instrumentul de desprindere
|
|
dipozitiv hidraulic
|
|
Capul de frezare AC 2S
|
|
Puterea maxima
a arborelui (2)
|
|
20 kW
|
|
Turatia
maxima a arboreluli
|
|
28 000 rpm
|
|
Cuplul maxim
|
|
63.7 Nm
|
|
Domeniul de turatie constanta
|
|
3 000 - 18 000 rpm
|
|
Sistemul de prindere al sculei
|
|
HSK 63 A
|
|
Cuplul pe axa A
si C (3)
|
|
1 000 Nm
|
|
Aria de lucru pe axa A
|
|
|
|
Aria de lucru pe axa C
|
|
|
|
Distanta
de la axul oscilant pana la capul
arborelui principal
|
|
300 mm
|
|
Instrumentul de
prindere
|
|
dispozitiv
de strangere cu arc
|
|
Instrumentul de desprindere
|
|
dipozitiv hidraulic
|
Fig.2.14 Date tehnice ale
masinii de frezat portat tip gantry FZ37
Unde
(1) ambele variante sunt utilizabile atat
pentru masina in 5 axe cat si pentru versiunea 3+1 axe;
(2) optional lubrificare cu vapori;
(3) numai pentru
versiunea in 5 axe
Dimensiuni :
|
|
min.
|
max.
|
|
X
|
Distanta de lucru pe axa X
|
3 000 mm
|
10 000 mm
|
|
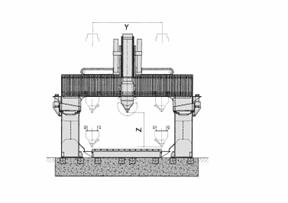
Y
|
Distanta
de lucru pe axa Y
|
2 000 mm
|
3 000 mm
|
|
Z
|
Distanta de lucru pe axa Z
|
1 000 mm
|
2 000 mm
|
|
|
|
|
|
|
L
|
Lungimea totala a
masinii
|
7 500 mm
|
14 5000 mm
|
|
B
|
Latimea
totala a masinii
|
4 500 mm
|
5 500 mm
|
|
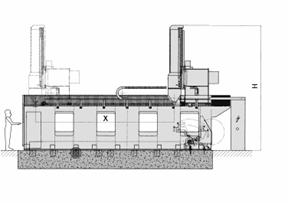
H
|
Inaltimea
totala a masinii
|
4 750 mm
|
6 750 mm
|
|

|
|
|
|
|
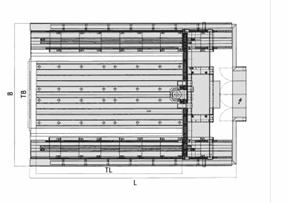
TL
|
Lungimea mesei
|
3 000 mm
|
10 000 mm
|
|
TB
|
Latimea
mesei
|
2 000 mm
|
3 000 mm
|
Fig.2.15 Dimensiunile masinii Gantry
FZ37
|
Vedere
din lateral
|
|
|
Vedere
din fata
|
|
|
Vedere de
sus
|
|
|
Fixarea
masinii in fundatie
|
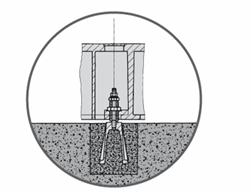
|
Fig.2.16 Desene de executie ale masinii
FZ37
Masina de frezat cu portal FZ 37 Gantry se bazata pe
un concept modular,care permite constructiei sa realizeze o varietate de
moduri de deplasare cu diferite curse si diferite tehnologii de actionare.Acest
model este realizat
pentru a obtine viteze inalte de lucru pe o arie larga de materiale,chiar si pe
suprafete dure ca fonta de turnatorie si
otel. Conceptul de masina (sau masinii) este optimizat cu
rigurozitate pentru obtinerea unei rigiditati si performante dinamice maxime.
Masina de frezat are o miscare lineara pe aza X
pana la 10000 mm,pe axa Y pana la 3000 mm si pe axa Z maxim 200 0mm la o
viteza de avans de 20000 mm/min. Miscarea pe axa X este realizata cu
ajutorul unui mecanism cu cremaliera cu un sistem de compensare a erorilor si cu un ghidaj
linear NSK cu un mecanism de compensare a erorilor paralele. Miscarea pe
directia axei Y este realizata
folosind un surub cu bila cu doua piulite si totodata
se folosesc ghidaje lineare NSK. In figura de mai jos este prezentata masina
Gantry FZ 37,a carei precizie ajunge pana la 20 micrometri ,in conditii de
lucru grele.
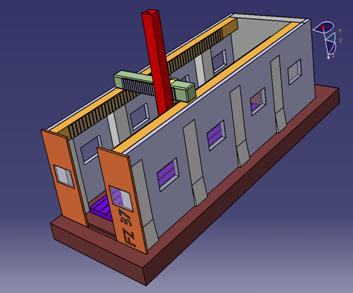
3.Exemplificare modelare si simulare
Ultimiile
studii realizate confirma extraordinarea dezvoltare a realitatii
virtuale intr-un ritm impresionant, de 35% pe an la un volum estimat de 23
miliarde euro in anul 2001.Europa repezinta 40% din piata
mondiala si reuneste un sfert din laboratoarele an care lucreaza
specialisti de inalt nivel.
Prototipul
virtual poate sa permita analizarea, testarea si validarea
criteriilor umane subiective, ale caror principale aplicatii sunt
urmatoarele : calitatea estetica a unui produs realizata de
catre om, ergonomia produsului , conceptia de intetinere a unui
produs, redarea fenomenelor fizice.
|
Zimmermann
|
Modelare
CATIA V5R16
|
|
|
|
|
BIBLIOGRAFIE
:
[1]
Constantin Ispas, Cristina Mohora, Simona Caramihai , Oana Calin "SIMULAREA
SISTEMELOR INTEGRATE DE FABRICATIE ", Editura Bren, Bucuresti, 1999
[2]
Constantin Ispas, Nicolae Predincea, Miton Zapciu ,Cristina Mohora ,Dan
Boboc: "MASINI-UNELTE INCERCARI SI RECEPTIE" ,Editura Tehnica,Bucuresti,1998
[3]
Cristina Mohora "REFABRICAREA MASINILOR-UNELTE",Editura Agir, 2003
SITE-URI
[4]
www.f-zimmermann.com
[5]
www.breton.it
[6]
www.mazak.com