CONTROLUL
DEFECTOSCOPIC AL MATERIALELOR METALICE
Principiul si scopul
controlului defectoscopic
Controlul
defectoscopic constituie ansamblul lucrarilor efectuate pentru punerea in
evidenta a eventualelor defecte existente pe sau in materialul
verificat si care nu pot fi puse in evidenta prin vizualizarea
cu ochiul liber.
In
cadrul acestui control, se folosesc in mare majoritate procedee fizice, uneori
chimice, de evidentiere a acestor defecte, care sa permita
observarea lor si scoaterea din circuitul tehnologic (sau remedierea
daca este posibil) a materialelor metalice defecte.
Cele
mai frecvente moduri de control sunt:
metoda ultrasonica
metoda radiologica, prin raze X
Defectoscopia
ultrasonica
Utilizeaza
proprietatea fizica a ultrasunetelor, de intensitati mici
si frecvente mari de ordinul
megahertilor) de a se reflecta, atunci cand intalnesc pe directia de
propagare un mediu cu densitate diferita de a celui corespunzator
inceputului propagarii.
Printre
metodele de control nedistructiv cu ultrasunete, metoda de examinare cu impuls
reflectat are o larga utilizare.
Prin
acest procedeu, defectele interne (D1, D2, fig.16.1) sunt sesizate prin
ecourile reflectate si vizualizate pe tubuul catodic al aparatului.
Impulsul initial si cel care sesizeaza capatul materialului
(I, C, fig.16.1) sunt sesizate separat.
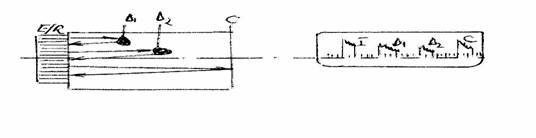
Fig.16.1. Defectele interne (D1, D2,)
Procedeul
utilizeaza un singur emitator-receptor, inglobat intr-un corp
comun.
Aparate folosite pentru
controlul ultrasonic
Palpatoarele
Indeplinesc
rolul de emitator-receptor al ultrasunetului.
In
general, un palpator este constituit din cristalul piezoelectric (fig.16.2.) pe
fetele caruia vin in contact conductorii electrici ce fac
legatura cu fisa de cuplare (3) legata in circuitul de
alimentare (curent alternativ sau baterii).
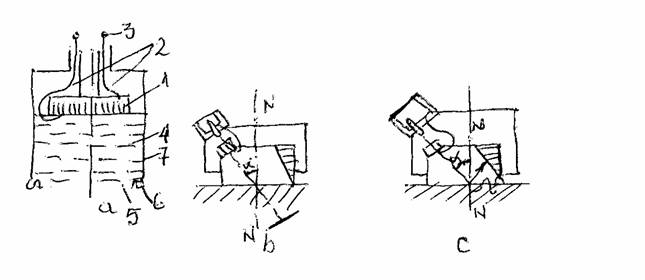
Fig.16.2. Tipuri de
palpatoare
Unde:
a)constructia
generala
b)pentru
unde transversale
c)pentru
unde de suprafata
Ultrasunetele
sunt produse de un oscilator de cuart, fiind transmise printr-un strat de
plexiglas (4), aparat de o folie protectoare (5), stransa pe
carcasa (7) de inelul (6).
Pentru
propagarea undelor transversale se foloseste un palpator inclinat (fig.15.2-b)
care introduce undele in piesa cercetata sub un unghi de cca.450.
Defectoscopul
Are o
constructie integral cu tranzistoare, fiind raspandita forma
portabila, care permite controlul defectoscopic mobil.
Alimentarea
cu tensiune se face prin baterii. Se remarca ecranul de vizualizare al
ecourilor (fig.16.3).
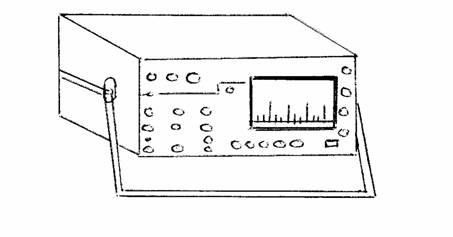
Fig.16.3 Defectoscop
portabil
a -
pentru defectele de tipul fisurilor sau golurilor se determina
distanta de la capatul palpatorului la defectul din material intern
prin relatia de proportionalitate:
L/Ld=l/ld (1)
Unde
marimile Ld,l si ld sunt cunoscute, masurandu-se atat pe bara
metalica cat si pe
gradatia ecranului defectoscopului.
Rezulta: Ld=L*ld/l (2)
b - se
precizeaza granulatia (marimea grauntilor) structurii,
in functie de aspectul ecourilor, dupa modelul din fig.16.4.
c - pe
baza formei ecoului de defect si utilizand tipurile de ecou din fig.5 se
pot identifica tipul defectelor existente in materialul controlat.
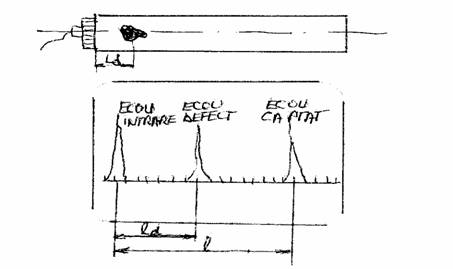
Fig.16.4. identificarea
defectului si a distantei la care se afla de la capatul
palpatorului
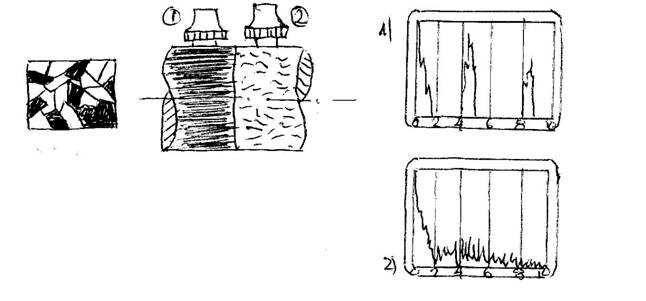
Fig.16.I Tipuri de ecou
pentru
structura granulara fina, 2)
structura granulara grosolana, 3) aspect metalografic de
structura grosolana (graunti metalici din turnare)
1)defect de forjare(rarefiere de material)
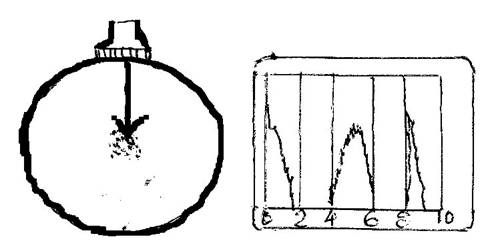
2)incluziuni nemetalice circulare in masa metalica
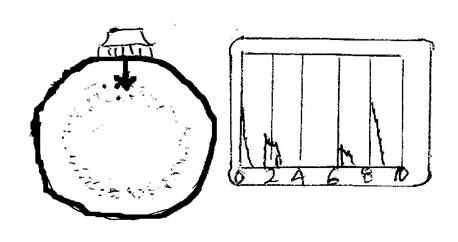
3)defect de turnare sub forma de zgura
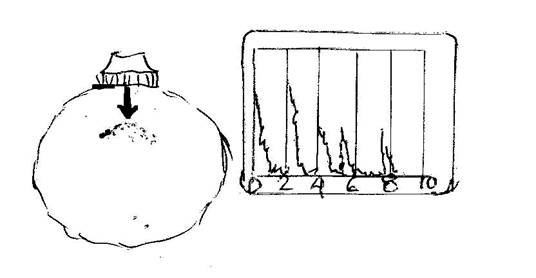
4)sulfura gazoasa in masa metalica
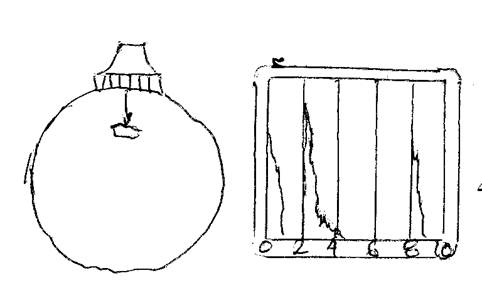
Fig.16.II Aspectele ecourilor
pentru diferite tipuri ale defectelor interne in materiale metalice.
Defectoscopia prin raze X
(radiologica)
Defectoscopia
radiologica efectueaza controlul defectelor interne utilizand
radiatia penetranta X care se produce in tuburi Roentgen. Lungimea de
unda a radiatiilor X este de 10-710-10 cm.
In
figura 16.6. se prezinta principiul controlului nedistructiv al defectelor
interne prin raze X. Acest tip de control are o larga utilizare, indeosebi
in controlul imbinarilor sudate, permitand inregistrarea
fotografica a acestor defecte (ceea ce la controlul ultrasonic este mai
dificil de realizat).
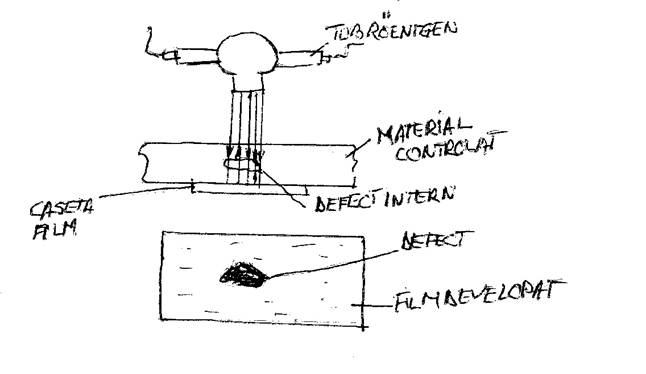
Fig.16.6 Principiul
controlului prin raze X
Filmul
radiologic situat intre doua placi de plumb si introdus intr-o
caseta, este asezat sub zona controlata a materialului, urmand
ca aceasta zona sa fie iradiata. In cazul existentei
unui defect, dupa developarea filmului, acesta va apare pe film ca o
zona mai intunecata fata de restul filmului (zona
fara defecte).
Aceste
filme se vizualizeaza cu ajutorul negatoscopului.
Controlul
prin raze X prezentat in figura 16.7. se realizeaza numai de catre
personal calificat, avand in vedere pericolul iradierii

Fig.16.7. Tipuri de defecte
interne care apar pe filmele controlului cu raze X.
Unde:
1-nepatrunderea
de sudura, 2-incluziuni de gaze, 3-fisura transversala,
4-fisura longitudinala(a) sant marginal(b), 5-incluziuni de
zgura si stropi metalici.

