Defecte cauzate de fenomenul de contractie
In decursul racirii metalelor si aliajelor acestea sufera fenomenul de contractie. Acest fenomen se manifesta atat in stare solida cat si in
stare lichida a metalelor. In general contractia totala a unui metal sau aliaj CT aflat in stare
lichida si supus racirii pana la atingerea temperaturii mediului ambiant, se
compune din :
CT=CL+CLS+CS±CF
In care : CL
-este contractia in stare lichida in decursul
scaderii temperaturii
de la temperatura de turnare T,
la temperatura de topire T top.
CLS - la trecerea din stare lochida in stare
solida ;
CS -contractia in
stare solida la scaderea
temperaturii de la temperatura de Tsol la
temperatura mediului ambiant To ;
CF -contractia(dilatarea) rezultata in
decursul
transformarilor de faza produse in stare
solida.
Dintre termenii din membrul 2 al reactiei o valoare insemnata o are CLS. Principalele efecte rezultand din
existenta fenomenului de contractie si
care pot provoca aparitia tensiunilor
interne, aparitia crapaturilor, aparitia
deformatiilor.
Formarea retasurilor si microretasurilor
Retasura sau globul de
contractie se produce ca urmare a contractiei metalului sau aliajului la
trecerea din stare lichida in stare solida. Daca intr-un vas tronconic cu baza
mare sus se suprapune racirii o cantitate oarecare de metal lichid, in urma procesului de solidificare, ca urmare a faptului ca volumul solidului
rezultat este mai mic decat al lichidului din care a provenit se formeaza in partea
de sus un gol de contractie denumit retasura. Volumul retasurii este cu atat mai mare cu cat coeficientul de
contractie la solidificare al metalului
respectiv este mai mare. O altfel de solidificare, avand ca rezultat formarea unei retasuri in
parea superioara a pisei turnate se numeste solidificare dirijata. Daca se
considera solidificarea unui cantitati de lichid intr-un vas cilindric, din
aceleasi motive, solidificarea va avea ca reprezentant formarea unei retasuri
in partea centrala a piesei cu opozitie
axiala se numeste solidificarea simultana.

Solidificarea lichidului intr-un vas de
forma tronconica cu baza mare jos duce la formarea a doua retasuri : una principala in
partea centrala si o alta secundara in
partea centrala a piesei. Formara retasurilor in timpul solidificarii dirijate
este dorit deoarece ele pot fi transferate in afara corpului presei.
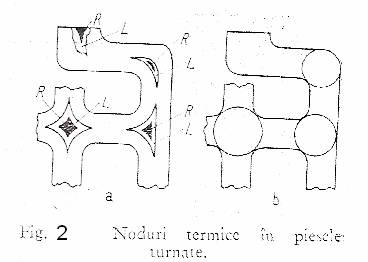
Golurile de contractie apar in
acele piese care preznita fie grosime uniforma a peretilor fie grosimi
variabile care impiedica solidificarea dirijata de exemplu portiune de piesa
reprezentata in figura 2 neuniformitatilor grosimii peretilor se va solidifica
cu goluri interioare deoarece exista zone in care acumulari de lichid L ce se
vor solidifica mai tarziu decat restul piesei formand goluri de contractie R.
Aglomerarile de metal inscrise
in cercuri ce nu pot fi rostogolite in sus prin pereti piesei pana la partea
superioara se numesc noduri termice Dealtfel, metoda cercurilor inscrise in alte portiuni
ale peretilor piesei se folosesc pe scara larga de indentificare a nodurilor
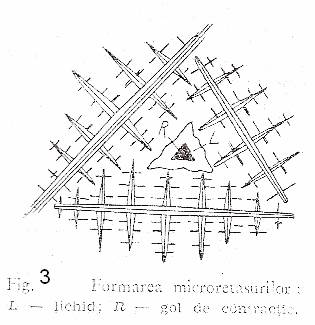
termice. In afara retasurilor concentrate la partea superioara sau in nodurile
termice si a pozitie axiale golul de
solidificare poate aparea si sub
forma de microretasuri sau microporositati
ca urmare a impiedicari patrunderi a
metalului lichid intre dendritele orientate arbritrar (fig. 3). Aceste defecte
produc o micsorare insemnata a proprietatilor mecanice si o pierdere a etanseitatii. Metalele pure si
aliajele eutectice produc numai retasura concentrata.
In general retasurile se produc la toate
aliajele de turnatorie. In cazul fontelor cenusii cu grafic lamelar, contractia la solidificare este partial
sau total compensata de cresterea volumului fontei la grafitizare. Ca urmare, tendtina de formare a retasurilor concentrate sau microretasurilor este mica
Prevederea formari
defectelor datorate golurilor de
contractie
Mijloacele de prevedere a
defectelor cauzate de golurile de contractie se impart in masuri
tehnologice si masuri constructive.
Masurile tehnologice constau
din utilizarea meselor si a acceleratorilorr de racire.
-Maselotele sunt rezervate de metal lichid dispuse sub forma unor prelungiri ale
piesei, in scopul transferarii retasurii din corpul piesei in afara ei. Modul de actionare a maselotei este aratat in
figura 4.

Fara existenta maselotei piesa
ar fii prezentata dupa solidificarea retasura. 1 prin solidificarea cu maselota,
retasura este transferata in maselota, ocupand pozitia 2.
Dupa dezbaterea piesei din
forma, maselota se inlatura printr-un procedeu oarecare(taiere mecanica, termica).
Maselotele amplasate deasupra
piesei si care sunt cele mai folosite, se numesc maselote directe. In practica se
utilizeaza insa si maselotele aflate in interiorul formelor in dreptul unor
noduri termice.
Zona de actiune a unei
maselote se intinde numai pe o anumita distanta ;rezulta ca pentru o piesa
de o anumita configuratie se prevad, de
la caz la caz, una sau mai multe maselote. De exemplu, pentru piesa inelara din
fig. 4c s-au prevazut pentru maselote(M).
Distanta dintre doua maselote
vecine se stabileste pe baza constatarii ca o maselota isi exercita influenta
sa pe o distanta egala cu 2 s, in care s reprezinta grosimea peretelui piesei
pe care este amplasata maselota. Tinand cont ca si capatul piesei contribuie la
solidificarea dirijata a piesei, exercitandu-si influenta pe o distanta de 2, 5*s,
rezulta ca o maselota se poate amplasa la o distanta de 2*s+2, 5*s=4, 5*s de la
capatul piesei fig. 5.

Amplasarea unui racitor
exterior pe capatul piesei sporeste aceasta distanta cu circa 50 mm. Acceleratorii
de racire denumiti si racitori sunt corpuri metalice care servesc la
accelerarea racirii si solidificarii modului termic, inainte de solidificarea
portiunilor invecinate. Racitorii sunt singurele mijloace care fac posilbila
prevenirea formarii retasurilor in nodurile termice de la jonctiunea a doi
pereti la colturile interioare ale pieselor. In practica se folosesc doua
tipuri de racitori :interior si exterior.
Racitorii interiori sunt
corpuri metalice din aceiasi compozitie ca si metal care se toarna si se
introduc in nodul termic pentru a provoca prin absorbtie de caldura
solidificarea nodului, concomitent sau in inaintea peretilor subtiri invecinati
fig. 6.
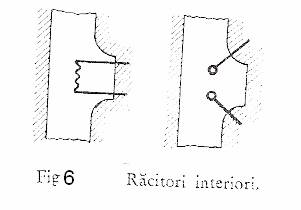
Racitorii interiori trebuie sa
fie resorbiti in masa aliajului care se toarna topindu-se sau sudandu-se de
acesta. Ei au diferite forme ca de exemplu :spirale de sarma, cuie, bare.
Racitorii exteriori sunt placi
metalice de fonta sau de otel care se incorporeaza in peretele formei in
dreptul nodurilor termice fig. 7.
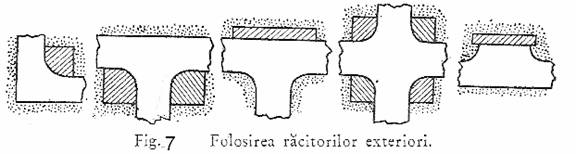
Racitorii exteriori se pot
folosii si in scopul accelerarii solidificarii unei anumite parti a piesei pentru
asigurarea solidificarii dirijate sau pentru a mari zona de actiune a unei
maselote.
Prevenirea retasurilor din
nordurile termice prin masuri contructive se realizeaza prin proiectarea
judicioasa a piesei sau daca acest lucru nu s-a facut la timp, prin modificarea constructiva a piesei fara ca
aceasta sa dauneze razistentei si functionarii ei. La alegerea metodei de rezolvare
a nodurilor termice trebuie sa analizeze toate posibilitatile tehnologice sau
constructive si sa le aleaga metoda optima. (fig. 8)

Combaterea formarii
microretasurilor se face prin exercitare unei presiuni asupra metalului in
momentul solidificarii(turnarea sub presiune, centrifugala).
Aparitia tensiunilor interne.
In cursul racirii in piesele
turnate pot aparea 3 feluri de tensiuni :termice, fizice si de contractie.
. Tensiunile termice se
datoresc racirii neuniforme a pieselor. Peretii subtiri si partile mai
indepartate ale punctului de intrare a metalului in forma se racesc mai repede
si trece mai devreme din zona de
temperaturi in care metalul este este plastic in zona de temperaturi in care
deformarile sunt elastice. Rezulta ca la un anumit moment o parte a piesei se
afla in stare plastica si cealalalta in stare elastica. Cand si a doua parte va
atinge starea elastica ambele parti se vor contracta diferit, ceea ce face ca
in ele sa apara tensiuni de intindere sau compresiune in functie de dimensiunile partii respective(in partile
groase-tensiuni de intindere in partile subtiri-tensiuni de compresiune. Pentru
exemplificare se considera o piesa turnata in forma de jug fig. 9) cu doua bare
si una groasa G unite la capete prin doua traverse rigide. T
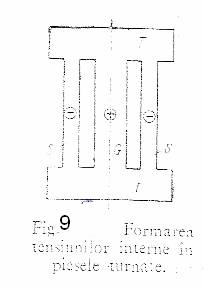
In timpul racirii barele subtiri vor trece in stare
elastica si contractandu-se se va comprima bara groasa G aflata in stare
plastica scurtand-o. Atunci cand si aceasta va trece in stare plastica ea va continua sa se contracte dar va fii
impiedicata de barele laterale. Aceasta interactiune duce la aparitia in bara
centrala a unor tensiuni de intindere, iar
in barele laterale a unor tensiuni de compresiune.
Tensiunile fizice apar ca urmare a faptului ca diferitele
parti ale piesei nu trec in acelasi timp prin transformarile de faza. Dupa cum
se stie transformarile de faza sunt insotite de modificari ale volumului
specific ale constituientilor structurali. Tensiunile produse pot provoca
distrugerea piesei, mai ales cand
efectul lor se suprapune peste cel al tensiunilor termice.
Tensiunile de contractie se datoresc impiedicarii contractiei prin rezistenta
opusa ale forme sau miezului. Spre deosebire de celelalte categorii de tensiuni
acestea au caracter temporar si dispar in momentul inlaturarii cauzei care provoaca franarea contractiei. Tensiunile de
contractie sunt intotdeauna tensiunii de intindere, fapt care le face deosebit
de periculoase mai ales ca la temperaturi ridicate rezistenta materialului este
scazuta.
Prevenire si
combaterea tensiunilor intense.
Tensiunile termice pot fii
reduse printr-o serie de masuri cu caracter constructiv ca de exemplu evitarea
unor diferite masuri intre grosimile peretilor piesei sau prin masuri
tehnologice ca:
- accelerarea racirii partilor groase cu
ajutorul racitorilor
- racirea foarte inceata a pieselor cu grosime
uniforma, evitandu-se diferentele mari ale vitezei de racire intre centrul
peretelui si suprafata.
- eliberarea partilor groase de formare imediat
dupa solidificarea lor etc.
Tensiunile fizice se pot
asigura asigurandu-se o racire a piesei incat punctele de transformare sa fie traversate cu viteza mai mica.
Tensiunile de contractie se
inlatura prin indepartarea cauzei care le-a produs:rezistenta opusa de forma
sau miezuri ceea ce reclama o scadere a piesei din forma imediat dupa
solidificare.
Piesele turnate grele si de
forma complicata prezinta
inlaturarea tensiunii. Prin deformare o
parte din tesiuni dispar prin relaxare. Daca insa relaxarea se face dupa
intrarea in exploatare a piesei respective masina isi pierde din precizie
putand fii neutilizabila. Pentru a se elimina tensiunile interne din piesele
turnate se aplica frecvent tratamentul termic de recoacere de determinare. Adeseori
piesele de otel turnat sufera de tensionare in timpul recoacerii de omogenizare
sau de normalizare la care sunt aceste piese intotdeauna supuse, fie pentru
imbunatatirea proprietatilor mecanice fie pentru usurarea prelucrarii de omogenizare sau de normalizare la care
sunt aceste piese intotdeauna supuse, fie pentru imbunatatirea proprietatilor
mecanice fie pentru usurarea prelucrarii ulterioare prin aschiere.
Aparitia deformatiilor
Ca o consecinta
a existentei tensiunilor interne piesa turnata se deformeaza, functie de configuratia ei. Stiind ca tensiunile
termice sunt de intindere in partile groase si de compresiune in partile
subtiri, rezulta ca, partile groase ale piesei au tendinta, de a-si reduce lungimea, iar cele subtiri de a si-o mari. Cunoscand
aceste lucruri se poate prevedea forta pe care o va capata piesa deformata. Astfel
pentru o grinda turnata cu sectiune in forma de T, deformatia ei depinde de dimensiunile sectiunii
(fig 10 a
si b).
Cunoasterea modului de
deformare permite realizarea unor piese care sa nu sufere deformatii (fig. 10. c).

Atunci cand nu este posibila
obtinerea unei piese turnate nedeformabile, se poate prevedea executia unui model cu
deformatie contrara celei pe care o va primi piesa turnata.
Aparitia crapaturilor
Dupa temperatura la care se produc, crapaturile pieselor turnate pot fi crapaturi
la rece sau la cald.
-Crapaturi la rece, ce apar in piesele turnate la temperaturea
ambianta sau la temperaturi joase, sub
500°C- deci in domeniul elastic de temperatura- se datoresc faptului ca
tensiunile de turnare- insumate, depasesc
rezistenta de rupere a materialului. Ele sunt drepte, putin deschise, uneori abia perceptibile, au intindere mare, cu tendinta de a se propaga in continuare.
Ruptura este intracristalina de culoare metalica deschisa
sau usor colorata din cauza uni film de oxizi.
Crapaturile la rece se produc
fie la dezbatere, fie ulterior la temperatura ambianta.
Crapaturile la cald se produc
numai la racirea in forma, au un
traseu intracristalin, sunt mai largi, de
intindere mica serpuite si fara tendinta de a se propaga in
continuare ;ele sunt puternic
colorate in negru ca urmare a unei
oxidari puternice. Crapaturile la cald
se produc la temperaturi inalte, deci in domeniul plastic. Tensiunile care pot
aparea in acest domeniu sunt tensiuni de contractie deci crapaturile la cald se datoresc acestor tensiuni. In
cazul otelului peste aceste tensiuni se pot suprapune tensiuni fizice, datorita contractiei de volum produsa la transformare. In fig. 11. a. este aratat modul de producere
a unor crapaturi datorita impidicarii contractiei piesei de catre
forma. La racirea corpului piesei se
produce contractia 1 care este
impiedicata de catre peretele formei ce
apasa asupra flansei 2 provocand aparitia unei crapaturi in zona de maxima
solicitare. 3. Crapaturile la cald se
produc mai mult in piesele de otel turnat si constitue alaturi de
retasuri cel mai frecvent defect de
turnare.

2. 7Prevenirea aparitilor
crapaturilor la cald.
Crapaturile la cald pot fi
prevenite prin masuri tehnologice si
constructive. Dintre masurile
tehnologice se pot enumera :
- asigurarea unei compresibilitati aparte formei
si miezului
- folosirea racitorilor exteriori in locurile in care se prevede aparitia crapaturilor la cald, in scopul maririi rezistentei portiunii respective prin
scaderea temperaturi ei.
Dintre masurile constructive fac parte :
- intarirea zonei periclitate cu nervuri de
contractie fig. 11b. sau ingroseri fig 12.
- inlocuirea peretilor plani cu pereti curbi fig. 13
- evitarea partilor iesite, amplasarea la distanta mare.

Defecte cauzate de fenomenul de segregare.
Fenomenul de segregare se
poate manifesta atat la scara cristalelor cat si la scara peretilor
piesei.
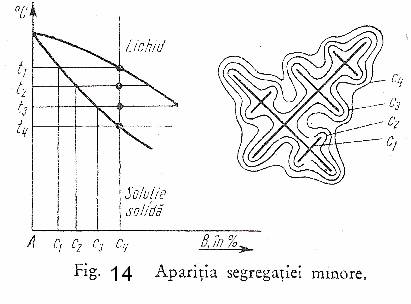
Sefregarea minora consta in
aparitia diferentelor de concentratie intr-un anumit element, in cazul
unei faze in curs de solidificare. Dupa
cum se cunoaste la temperatura t, (fig. 14) faza separata are concentratia C1 la
tempetatuta T2, concentratie C2 si asa mai departe. Un cristal
separat liber in masa lichidului va avea
deci zona axiala mai bogata in component
A , iar zona marginala mai bogata in
component B. Prin procesul de difuzie
ulterioara aceasta eterogenitate chimica se atenueaza intr-o anumita
masura daca exista conditia
favorabila mentinerii indelungate a
temperaturii ridicate
Fig. 14.
Segregatia majora consta in existenta diferentei de concentratie echimica intre diferitele zone ale peretelui piesei turnate
In cazul aliajelor fieroase, primele cristale in primul strat solidificat in
contact cu peretele formei sunt mai
sarace in elemente solubile :C, SI, P ca zona centrala a piesei. Se
observa ca incluziunile de timpul suflurilor, oxizilor, silicatilor din cauza punctului lor
de topire scazut, segrega si se acumuleaza in zona centrala a pieselor si in special in zona
invecinata retasurii.
Se considera deasemenea ca fiind segregare majora
eterogenitatea chimica rezultata din diferenta de densitate
dintre primele cristale separate si
lichid, duce la punerea acestor cristale
in zonele inferioare ale pieselor
Reprezentarea neuniforma
a componentilor aliajelor in piesele turnate ca urmare a procesului de segregare, exercita o influenta defavorabila asupra proprietatilor fizice, chimice si mecanice ale acestora. Fenomenul de
segregare pote si combatut printr-o
serie de masuri privind compozitia
aliajului turnat si tehnologia de
turnare
Eterogenitatea chimica rezultata in urma fenomenului de segregare se poate inlatura supunand piesele turnate ale unui tratament termic de
recoacere de omogenizare.
Defectele cauzate de patrunderea gazelor
in aliajul lichid.
In metale si aliaje gazele se
pot gasi sub forma de sufluri, straturi de gaze absorbite, solutii solide si combinati chimice. Incloziunile
de gaze constituie unul din cele mai
raspandite defecte ale pieselor turnate.
Gazele dizolvate degajandu-se in solutii solide pot provoca crapaturi ce se prezinta
sub forme de numeroase fisuri cu aspect de pete de culoare deschisa denumite
fulgi
Suflurile sunt
discontinuitati in piese care scad rezistenta materialului prin micsorarea
sectiuni si prin efectul lor de
concentrare a tensiunilor
Sulfurile se deosebesc de retasuri prin aspectul de culoare a cavitati. Astfel
sulfurile prezinta o suprafata neteda, de obicei neoxidata, de culoare argintie
, in timp ce retasurile prezinta o
suprafata neregulata de culoare neagra din cauza oxizilor formati.
Suflurile se pot datora atat
metalului turnat cat si formei.
Suflurile datorate metalului se obtin prin dizolvarea gazelor in metallichid fenomen favorizat de existenta temperaturilor inalte. Gazele care pot difuza in metalele si aliaje sunt:azotul, hidrogenul, oxigenul.
Principalele surse de
patrundere a gazelor datorate formei sunt :
- antrenarea aerului la curgerea metalului prin
reteaua de turnare ;
- dislocarea de catre metal a aerului din cavitatea formei
- umiditatea si aerul sau gazele din porii
amestecului de formare
- existenta unor componenti ai amestecului de formare care produc gaze.
Prevenirea apariilor
sulfurilor se poate realiza prin
adaptarea unor masuri tehnologice corespunzatoare, care sa elimine sursele de aparitie a gazelor in metal.
Alte defecte
In afara defectelor amintite, in piesele turnate se intalnesc si alte defecte cauzate de fenomene cum ar fi:
- eroziunea
peretilor retelelor de turnare si a
cavitati formei de catre metalul lichid
aflat in miscare;
- reactiile
chimice produse intre peretii formei si
metalul turnat
- cauze accidentale.
Metode de combatere a
defectelor :
Proiectarea corecta a tehnologiei pieselor turnate ;
Pregatirea corespunzatoare a tehnologiei procesului de
fabricatie ;
Analiza statistica a defectelor pieselor turnate.
Remanierea defectelor :
Remanierea cuprinde
totalitatea operatiilor de corectare a defectelor care fac ca piesele turnate
sa nu corespunda conditiilor calitative prevazute in standarde, normative si instructiuni de receptie.
In functie de felul defectului,
de dimensiunile si forma piesei turnate,
remanierea se executa prin procedee
mecanice, prin sudare, dar si chimice si speciale.
Din procedeele mecanice de
remaniere fac parte : curatirea, indreptarea, stemuirea, dopuirea, bucsarea, placarea, procedeul Metalock. Aceste procedee se aplica
in mod curent in turnatorie avand avantaj ca se folosesc utilaje si tehnologii
simple.
Sudarea, este una din cele mai sigure si mai raspandite
metode de remaniere ale defectelor pieselor turnate.
Clasificarea procedeelor de
sudare se face in functie de natura surselor de caldura folosite pentru topirea
aliajului de baza si al celui de adaos la locul de imbinare. Sunt recomandate
in mod curent trei procedee pentru remanierea defectelor de turnare :
Sudarea cu arc electric ;
Sudarea oxiacetilena ;
Sudarea aluminotermica.
Dintre procedeele chimice de
remaniere amintim : remanierea prin impregnare.
Ca si procedeu special de
remaniere se foloseste si remanierea prin metalizare.
BIBLIOGRAFIE
1.
Voicu M. s. a. - Studiul si tehnologia
metalelor, E. D. P. 1975
2.
Nanu A. - Tehnologia materialelor E. D. P. 1978
3.
Manualul inginerului mechanic, Tehnologia constructiilor de masini, Ed. Tehn. 1972.
4.
Sofronie L. -Elaborarea si turnarea aliajelor
E. D. P. 1975
5.
Chira I. s. a. - Procedee speciale de turnare
E. D. P. 1980
6.
Buzila S. - Proiectarea si executarea formelor,
E. D. P. 1976
7.
Stefanescu Cl. s. a. -Tehnologia de executare
a pieselor prin turnare, Ed. Tehn. 1981
8.
Popescu V. - Forjarea si extruziunea metalelor,
E. D. P. 1978.
9.
Badea S. - Forjarea metalelor, E. D. P. 1979.
10.
Zgura Gh. s. a. - Tehnologia stantarii si
matritarii la rece, E. D. P. 1979.
11.
Salagean Tr. - Sudarea cu arcul electric, Ed. Facla, 1977.
12.
Boarna C. s. a. -Procedee neconventionale de
sudare, Ed. Facla, 1980.
13.
Avram I, s. a. -Procedee conexe sudarii, Ed. Tehn. 1968.
14.
Popescu N. s. a. -Tehnologia tratamentelor
termice, Ed. tehn, 1974.
15.
Enache St. s. a. -Proiectarea formei pieselor
in constructia de masini, Ed. tehn. 1979
16.
Colectiile standardelor de stat.

