Elaborarea fontei in cubilouri si in
cuptoare cu inductie
Fonta si otelul sunt
cel mai des folosite in constructia de masini.Fonta, in mod deosebit,
este materialul de turnare cel mai ieftin.
Proportia fontei in
industria constructoare de masini poate fi mai mare uneori de 70% din
greutate (pentru strunguri, freze, raboteze, blocuri motor).
Fonta are capacitate de
amortizare a vibratiilor in cazul sarcinilor oscilante sau alternante
(tenacitate ciclica), si datorita acestor proprietati
inlocuieste in multe cazuri otelul.
Elaborarea fontei in cubilouri
sau cuptoare cu inductie, constituie si face parte in acelasi
timp din capitolul de elaborare secundara a materialelor metalice. Acest
proces se face in agregate speciale numite cubilouri, sau mai nou cuptoare cu
inductie.
Cubiloul - cea mai simpla
si mai raspandita tehnologie de elaborare a fontei de a doua
topire (fonta de turnatorie).
Cubilourile pot fi de doua feluri: cu
antecreuzet si cu creuzet. Vezi in figura 7.1.
manta metalica
caramida
refractara - samota
placa
inelara cu dispozitiv de inchidere
stalpi
metalici
creuzet
vatra
- captuseala refractara
stalp
pentru sustinerea dispozitivului de inchidere
orificiu
de scurgere a fontei
orificiu
de scurgere a zgurei
alimentarea cu aer de ventilator
cuva
segmenti
metalici
gurile de
vant
platforma
de incarcare
gura de
incarcare
cosul
parascanteiul
fundatia
fonta
lichida
antecreuzetul
oala de turnare
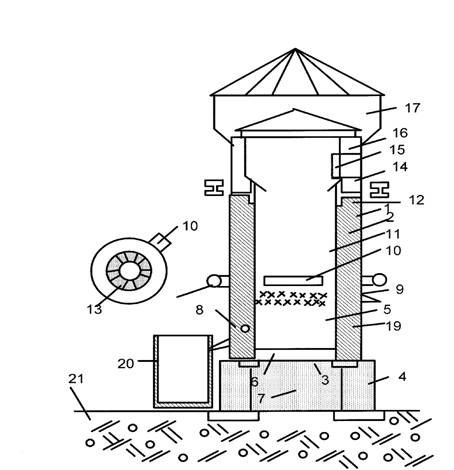
Fig.
7.1. Cubiloul
La un cubilou se disting urmatoarele parti principale
fundatia cu stalp de sustinere
creuzetul, de la vatra si pana
la gurile de vant
antecreuzetul (daca este cazul)
zona gurilor de vant
cuva, zona de la gurile de vant pana la
zona de incarcare
captuseala refractara
sistemul de incarcare
incarcatura - cocs
- fonta de prima topire
- deseuri de otel
- fondanti - doua parti Ca
CO3
-
o parte fluorura de calciu
Constructii speciale de cubilouri
cubilou cu preancalzitor de aer la cca.
300-4000C
cubilou cu trei si chiar patru guri de
vant
cubilou cu oxigen, in care aerul se
amesteca cu 20-30% oxigen pe durate scurte, intermitente
cubilou cu gaze, pentru ardere, in loc de cocs
Caracteristicile tehnologice se
raporteaza la marimea acestuia:
consum de aer 25-280 m3/min.
presiunea aerului in conducta inelara
400-1500 mm col H2O
raportul inaltime/diam.interior 3-7
marimea maxima a bucatilor
de fonta 150-500 mm
Procesul metalurgic
Pornirea si functionarea
se face prin uscarea zidariei cu arderea de lemne sau flacara cu
gaze, formarea unui pat de cocs (sursa termica) si respectiv
incarcatura acestuia in straturi alternative: metal, fondanti,
cocs, avand grija ca peste cocs sa cada intotdeauna
incarcatura metalica.
Prin arderea cocsului se
realizeaza temperatura de topire si fonta sub forma de
picaturi se colecteaza in creuzet.
In timpul procesului de ardere au
loc urmatoarele reactii:
2FeO+Si-2Fe+SiO2
FeO+Mn-Fe+MnO
FeO+C-Fe+CO
in urma carora ard: Si 15%, Mn 20%, C ramane
constant.
Oxizii ca si restul de impuritati
(fondanti, cenusa), formeaza zgura, care se ridica la
suprafata baii metalice.
Cocsul are influenta asupra
cresterii cantitatii de S cu cca 50%, in urma reactiei
3Fe+SO2-FeS+2FeO
Evacuarea din cubilouri se face cand zgura
ajunge la nivelul gurilor de vant, se deschid pe rand orificiul de evacuare al
zgurii, apoi cel al fontei.
Cubiloul este un cuptor cu functionare
intermitenta. Pentru asigurarea unui flux continuu, se folosesc 2-3
cubilouri.
Cuptoare cu inductie - folosite la elaborarea
fontei. Pot fi verticale (ca si pentru otel) sau orizontale si
functiune continua, ca in figura de mai jos:
Cuptor cu inductie fara miez de
fier este prezentat figura7.2..
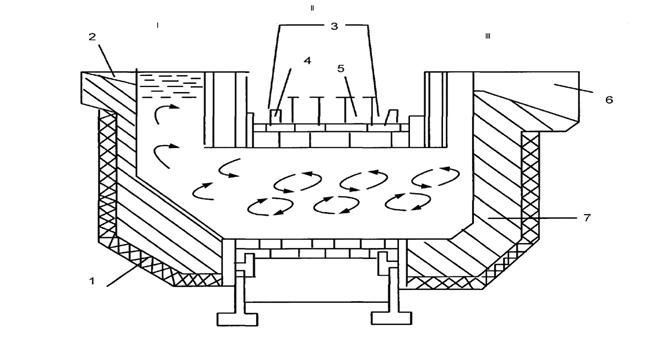
Fig.
7.2. Cuptor cu inductie fara miez de fier
Unde:
caramida
termoizolanta I zona de incarcare
jgheab
pentru zgura
bobine
pentru racire
conductor
magnetic
inductor
II zona de topire
jgheab
pentru fonta
captuseala
din samota
caramizi
refractare
III zona de evacuare a
fontei
Configuratia cuptorului
permite sa se asigure o densitate
mare de curent in zona de topire. Nivelul baii se mentine constant,
ceea ce protejeaza captuseala cuptorului, care vine in contact
direct cu atmosfera, fiind ferita de solicitari termice.
Dupa golire se
recomanda reancarcarea imediata cu incarcatura
preancalzita (600-7000C), pentru micsorarea
consumului de energie si a puterii de topire.
Elaborarea fontelor in cuptoare
cu inductie, permite obtinerea unor compozitii mai omogene
si mai precise.
Turnarea fontelor cenusii
Fontele cenusii pentru
turnatorii sunt standardizate in STAS 568-82.
Clasificarea in functie de domeniul de utilizare:
cenusie
ordinara-fara prescriptii mecanice FeOO, pentru piese
simple (console, flanse, capace, ceaune)
cenusie
normala-Fe12, Fe15 si Fe18 (12, 15, 18 - rezistenta minima
de rupere la tractiune), pentru piese cu pereti subtiri in
industria textila
cenusii
superioare-Fe21, Fe24 (roti dintate, cilindri de motoare sau blocuri
de motoare, segmenti de piston)
cenusii
speciale-Fe28, Fe32 (blocuri de motor, cilindri de compresor, segmenti de
piston). La acestea, uneori se introduc elemente de aliere: 1,2-1,5%Ni,
0,1-0,8%Cr, 0,4-0,5%Mb.

