FLUIDITATEA DE TURNARE A METALELOR SI A ALIAJELOR LICHIDE
a. Generalitati.
Fluiditatea de turnare a aliajelor lichide reprezinta o
proprietate tehnologica care caracterizeaza comportarea acestora la
turnarea in forme in vederea obtinerii de piese turnate.
Fluiditatea de turnare caracterizeaza capacitatea aliajelor
lichide de a curge prin canalele si cavitatile formelor de
turnare in vederea umplerii complete a amprentei piesei din forma si
de a reproduce cat mai fidel geometria amprentei, redand toate detaliile de
configuratie.
Fluiditatea de turnare reprezinta o proprietate tehnologica
deoarece este influentata nu numai de caracteristicile aliajului
lichid, ci si de conditiile tehnologice in care se
desfasoara turnarea.
b. Determinarea practica a fluiditatii de turnare a
aliajelor lichide
Fluiditatea de turnare a aliajelor lichide se determina prin probe
tehnologice.
Dupa principiul metodelor de determinare, probele tehnologice
pentru determinarea fluiditatii de turnare se impart in trei grupe
si anume:
-probe (metode) care se bazeaza pe curgerea aliajului lichid prin
canale de sectiune mica si lungime mare, caz in care fluiditatea
de turnare se apreciaza dupa
lungimea strabatuta de jetul de aliaj lichid in canal pana
la solidificare;
-probe (metode) care se bazeaza pe umplerea unor
cavitati (amprente) cu grosime variabila, caz in care
fluiditatea se apreciaza dupa gradul de umplere al amprentei din
forma;
-probe (metode ) care se bazeaza pe curgerea libera a
aliajului lichid prin orificii cu sectiune mica, caz in care
fluiditatea se apreciaza dupa cantitatea de aliaj scursa prin
orificiu intr-un interval de timp determinat.
In practica din atelierele de turnatorie cele mai utilizate sunt
probele din prima grupa deoarece au sensibilitate mai mare si se executa
in conditii apropiate de cele ale turnarii pieselor in forme.
Din prima grupa fac parte : proba cu canal spiral (proba
spirala), proba cu canal drept (proba dreapta), proba cu canal
ondulat , proba cu canal in forma de "U" (proba "U"), proba cu canale
verticale (proba harpa). Constructia formelor in care se toarna
aceste probe, precum si principalele dimensiuni ale canalelor sunt
aratate in figurile 1.22-1.25.
Proba spirala este cea mai
raspandita proba pentru determinarea fluiditatii in
atelierele de turnare. Fluiditatea de turnare se apreciaza dupa
lungimea parcursa de jetul de aliaj lichid intr-un canal orizontal spiral
cu sectiune trapezoidala. Forma se executa in rame de formare
din acelasi amestec de formare cu
cel din care se realizeaza formele in care se toarna piesele. Pentru
a se masura mai usor lungimea strabatuta de aliajul
lichid, pe canal sunt executate adancituri mici la distante de 50mm, care
se imprima pe spirala de metal solidificata in canal. Pentru o
determinare corecta a fluiditatii prin aceasta metoda
trebuiesc efectuate trei probe, iar fluiditatea de turnare se apreciaza
prin media aritmetica a determinarilor.
Proba dreapta sau proba ondulata
se caracterizeaza prin faptul ca intr-o forma se executa
mai multe canale paralele (cu axa dreapta sau cu axa ondulata) care
se ramifica dintr-un canal de distributie. De obicei intr-o
forma se executa trei canale paralele pentru determinarea
fluiditatii. Fluiditatea de turnare se exprima prin media
aritmetica a lungimilor parcurse de aliajul lichid in cele trei canale.
Are avantajul ca in cazul in care intr-unul din canale curgerea aliajului
este perturbata de incluziuni care obtureaza canalul, aceasta se
observa imediat ca urmare a diferentelor de lungime intre canale. In
acest caz determinarea trebuie refacuta. Canalele au sectiune
circulara sau patrata. Aceasta proba se
utilizeaza in cazul cand piesele se toarna in miezuri sau in forme
intarite chimic, iar formele pentru efectuarea determinarii se
executa din acelasi tip de amestec de formare.
Proba "U", se utilizeaza in special
in cazul aliajelor neferoase care se toarna in forme metalice. Proba se
toarna de asemenea intr-o forma metalica cu plan de
separatie vertical. Palnia se executa de obicei din amestec de miez pentru
a se diminua racirea aliajului lichid in palnie. Canalul in forma de "U"
are doua zone. Prima zona dreapta, descendenta si zona
curbata cu diametru mai mare, reprezinta practic piciorul palniei
(sau canalul principal de turnare). A doua zona cu diametru ingust
cuprinde portiunea dreapta ascendenta, si reprezinta
canalul pentru masurarea fluiditatii de turnare. Fluiditatea de
turnare se exprima prin lungimea parcursa de metal in canalul
ascendent cu diametru mic. Aceasta metoda are avantajul ca forma
in care se realizeaza determinarea este metalica, astfel ca
aceeasi forma (cochila) se utilizeaza la efectuarea unui
numar mare de determinari. Metoda are dezavantajul ca forma
metalica se incalzeste la turnari repetate, iar temperatura
cochilei are influenta mare asupra rezultatelor. De aceea trebuie
sa se ia masuri ca temperatura cochilei in care se realizeaza
determinarea sa fie de fiecare data aceeasi si sa
corespunda cu temperatura cochilelor in care se toarna in mod obisnuit
piesele din aliajul respectiv.
Proba harpa se caracterizeaza
prin aceea ca intr-o forma sunt executate in paralel mai multe canale
(12 canale) verticale cu diametre diferite (intre 1 si 14mm). Are
avantajul ca permite sa se analizeze influenta diametrului
canalului asupra fluiditatii de turnare. Forma pentru turnarea probei
are insa o constructie mai complicata.
La toate probele de determinare a fluiditatii de turnare din
prima grupa, rezultatele sunt influentate de presiunea
exercitata de metalul din palnie, respectiv din reteaua de turnare,
la nivelul intrarii in canalele pentru determinarea fluiditatii.
De aceea pentru ca rezultatele sa fie comparabile, ramele de formare in
care se executa formele pentru realizarea determinarilor trebuie
sa aiba o inaltime constanta, iar oala de turnare
trebuie sa fie mentinuta la aceeasi inaltime (cat
mai redusa) deasupra palniei retelei de turnare.
Dintre probele din grupa a doua, cele mai cunoscute sunt proba
pana si proba sferica.
Proba pana consta in turnarea
aliajului lichid intr-o forma metalica care contine o amprenta
cu sectiune triunghiulara. In figura 1.25 este aratata
constructia cochilei in care se toarna proba si modul de
masurare a indicelui de fluiditate. Fluiditatea de turnare se exprima
dupa lungimea coltului ascutit al cavitatii care nu se
umple ca urmare a racirii aliajului lichid si a cresterii
tensiunii superficiale a acestuia. Cu cat lungimea coltului care nu se
umple (masurat de la varful amprentei pana la punctul de
tangenta al zonei curbe cu linia dreapta) este mai mare,
fluiditatea de turnare este mai mica.
Proba sferica se toarna de
asemenea in forme metalice. Variatia grosimii amprentei in care se
toarna proba se realizeaza prin introducerea in locasul din
cochila a unei bile sferice si a unei pene care sunt in contact.
Fluiditatea de turnare se apreciaza dupa distanta de
patrundere a aliajului lichid in spatiul dintre sfera si
pana si se exprima prin semidiferenta diametrelor
gaurii care se obtine in proba turnata. Indicele de fluiditate
se calculeaza prin relatia: IF=(D-d)/2 , unde "D" este
diametrul mare al orificiului obtinut in piesa; "d" este diametrul
mic al orificiului determinat de patrunderea aliajului in coltul
amprentei creat la tangenta dintre sfera si pana. De obicei
diametrul bilei de metal utilizata la realizarea formei este D=20mm. In
figura 1.26 este aratata constructia formei pentru turnarea probei si modul de masurare a
diametrelor "D" si "d" la proba turnata.
Determinarea fluiditatii de turnare prin probe din grupa a
doua sunt recomandate in cazul aliajelor neferoase turnate in cochile (forme
metalice). Aceste probe au dezavantajul ca au sensibilitate mai mica.
De asemenea au dezavantajul ca temperatura cochilei influenteaza
rezultatul determinarii. De aceea trebuie ca la executarea determinarii,
cochilele sa fie incalzite intotdeauna la aceeasi
temperatura, care sa corespunda cu temperatura de
preincalzire a formelor metalice in fluxul tehnologic de turnare din
atelierul de turnare.
Probele din grupa a treia de determinare a fluiditatii de
turnare se utilizeaza mai mult in laborator. Principiul determinarii
este prezentat in fig. 1.27. Fluiditatea se exprima prin volumul de aliaj
lichid care curge prin orificiul ingust al unui creuzet pana la incetarea
curgerii sau intr-un timp determinat.
Fluiditatea de turnare a aliajelor lichide se determina atat in
atelierele de turnare, cat si in laboratoarele de cercetare in
urmatoarele scopuri:
a)
Pentru verificarea
capacitatii aliajului lichid de a umple formele de turnare in special
in cazul pieselor cu pereti subtiri sau cu configuratii complexe.
In acest caz se stabileste o limita inferioara a
fluiditatii de turnare pe care aliajul trebuie sa o
indeplineasca inainte de turnarea in forma. In astfel de cazuri
limita superioara nu este precizata.
b)
Pentru verificarea temperaturii
aliajului de turnare la o compozitie chimica data (de exemplu la
elaborarea aliajelor in cuptoare cu functionare periodica). In aceste
conditii se poate impune atat o limita minima pentru fluiditate
cat si o limita maxima (necesara pentru a preveni
aparitia unor defecte cauzate de turnarea la o temperatura prea
ridicata).
c)
Pentru verificarea calitativa
a pozitiei chimice a unui aliaj la elaborare in conditiile
mentinerii constante a temperaturii de turnare a probei de fluiditate.
c.) Relatia de calcul a fluiditatii de turnare.
Este
posibil sa se stabileasca o relatie de calcul a
fluiditatii de turnare in cazul determinarii acesteia prin
metodele bazate pe curgerea aliajului lichid in canale subtiri orizontale.
Schema de principiu pentru stabilirea acestei relatii este prezentata
in figura 1.28.
Relatia
pentru calculul fluiditatii de turnare se stabileste luand in
considerare bilantul termic intre varful jetului de aliaj lichid care
curge prin forma si peretele formei. Se fac urmatoarele ipoteze
simplificatoare:
-nivelul
aliajului in palnia retelei de turnare este mentinut constant tot
timpul determinarii;
-palnia
si canalul principal vertical al retelei de turnare se umple instantaneu;
-se
neglijeaza racirea aliajului in palnie si in canalul vertical;
-curgerea
aliajului in canalul orizontal inceteaza brusc, cand varful aliajului
atinge temperatura de curgere zero (Tc0) care corespunde unei
fractii de aliaj solidificat, capabila sa stopeze inaintarea
aliajului;
-pana
la incetarea curgerii aliajul curge in canalul orizontal cu viteza
constanta, determinata de presiunea aliajului din reteaua de
turnare;
-schimbul
de caldura cu forma se produce prin convectie prin
suprafata laterala a canalului orizontal;
-caldura
cedata de varful jetului este preluata in totalitate de peretele formei.
La
aliajele care au interval de solidificare , temperatura de curgere zero (Tc0)
este situata intre temperatura lichidus (Tl) si
temperatura solidus (Ts), fiind temperatura la care ponderea
cristalelor solidificate in masa aliajului este suficient de mare pentru a opri
curgerea aliajului. La aliajele eutectice sau la metalele pure cu solidificare
la temperatura constanta, temperatura de curgere zero este egala
cu temperatura solidus (Tc0=Ts), iar curgerea
inceteaza in momentul cand ponderea cristalelor solidificate este
suficienta pentru stoparea curgerii aliajului.
Pentru
stabilirea relatiei de calcul a fluiditatii de turnare vom
analiza cazul unui aliaj cu interval de solidificare avand Tl-temperatura
lichidus si Ts-temperatura solidus. Se noteaza S aria
sectiunii transversale a canalului orizontal din forma si P
perimetrul acestei sectiuni. Se considera ca varful jetului
inainteaza in canal cu distanta "l", pana la oprire ca urmare a
atingerii temperaturii de curgere zero Tc0. In timpul
inaintarii prin canal pe distanta "l", varful cedeaza peretelui
formei, caldura de supraincalzire Q1, corespunzand
racirii de la temperatura de turnare Tt la temperatura lichidus
Tl, si caldura latenta de solidificare Q2,
corespunzand raciriii intre Tl si Ts si
solidificarii fractiei de masa "x", care determina
incetarea curgerii la Tco.
Caldura
totala cedata de varful jetului de aliaj este preluata de
peretele formei prin convectie, prin suprafata laterala a
canalului formei pe lungimea parcursa.
Ecuatia
de bilant termic intre aceste calduri este:
Q1+Q2=Q. (1.69.)
Caldurile
cedate de varful jetului de aliaj se calculeaza in functie de
caldura specifica a aliajului lichid (cl) si de
caldura latenta de solidificare (L), astfel:
Q1=VrCl(Tt-Tl)
(1.70.)
Q2=VrCl(Tl-Tco)+xVrL
(1.71.)
Caldura
preluata prin convecsie de peretele formei se calculeaza prin
relatia:
Q=aPa(Tm-Tfo)t
(1.72.)
In
aceste relatii s-au utilizat notatiile:
V=
volumul varfului rece al jetului de aliaj;
S
- sectiunea canalului;
r= densitatea aliajului lichid;
Cl=
caldura specifica medie a aliajului lichid pentru intervalul de
temperatura considerat;
x-fractia
solida la care inceteaza curgerea aliajului;
Tco-temperatura
de curgere zero a aliajului;
a-coeficientul de schimb de caldura prin convectie la suprafata
de contact aliaj-forma;
P-
perimetrul sectiunii canalului din forma;
Tm-
temperatura medie a varfului aliajului lichid in timpul curgerii prin canalul
formei;
Tfo-
temperatura initiala a formei de turnare;
a-lungimea
varfului jetului care se solidifica si opreste curgerea.
Inlocuind
acesti termeni in ecuatia de bilant se obtine:
a▪ P▪
▪a ▪(Tm-Tfo)t=Vr[cl(Tt-Tco)+xL]
Timpul
de curgere (t) se poate exprima prin relatia:
 , (1.73.)
, (1.73.)
unde
"v" este viteza de curgere a aliajului in canalul orizontal; "l"-lungimea
parcursa; "m"-coeficientul de viteza la curgere
prin canal; "g"- acceleratia gravitationala; "H"-
inaltimea coloanei de aliaj din reteaua de turnare in raport cu
axa canalului orizontal.
Volumul
varfului de aliaj "V" se poate inlocui de asemenea prin relatia: V=S a
Efectuand
aceste inlocuiri si explicitand "l" lungimea parcursa de jetul de
aliaj , se obtine:

In
aceasta relatie se mai poate inlocui raportul  , unde Rh este raza hidraulica a
sectiunii canalului pentru determinarea fluiditatii de turnare.
Se obtine in acest caz:
, unde Rh este raza hidraulica a
sectiunii canalului pentru determinarea fluiditatii de turnare.
Se obtine in acest caz:
Temperatura
medie a aliajului lichid la curgerea prin canalul formei este:

d.)Factorii care influenteaza fluiditatea de turnare.
Relatia
de calcul a fluiditatii de turnare pune in evidenta
factorii care influenteaza fluiditatea de turnare a aliajelor
lichide. Acesti factori de doua tipuri: factori directi si
factori indirecti.
Factorii
de influenta directa (factori directi ) sunt factorii care
apar in relatia de calcul a fluiditatii (exemplu: Rh,
r, cl, Tt, Tco, x, L, m, H, a, Tfo, Tm).
Factorii
de influenta indirecta sunt factori care nu apar in relatia
de calcul a fluiditatii, dar care influenteaza termenii din
aceasta relatie.(ex: rugozitatea formei, compozitia chimica
a aliajului, coeficientul de conductibilitate termica a aliajului,
coeficientul de conductibilitate termica a formei, caldura
specifica a formei, geometria retelei de turnare, etc.).
Dupa
natura lor, factorii care influenteaza fluiditatea de turnare se
impart in trei categorii: factori dependenti de natura aliajului lichid,
factori dependenti de natura formei de turnare si factori
dependenti de conditiile de turnare.
Cei
mai importanti factori dependenti de natura aliajului lichid
sunt: compozitia chimica, marimea intervalului de solidificare,
caldura specifica, caldura latenta de solidificare,
conductibilitatea termica a aliajului.
Intervalul de solidificare al aliajului influenteaza fluiditatea
de turnare reala a aliajelor lichide prin pozitia temperaturii de
curgere zero (Tco) in raport cu temperatura solidus (Ts)
si prin influenta pe care intervalul de solidificare o are asupra
formei cristalelor care se formeaza la suprafata frontului de
cristalizare.
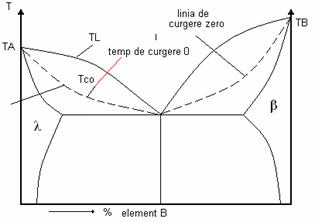
Temperatura
de curgere zero (Tco) la care inceteaza curgerea unui aliaj,
corespunde unei fractii de 20 30% de faza
solida in masa aliajului. Pozitia curbei temperaturii de fluiditate
zero (Tco) in raport cu intervalul de solidificare este
aratata in figura 1.29 pentru un sistem de aliaje care formeaza
eutectic.
Forma
cristalelor aliajului lichid are influenta asupra
fluiditatii de turnare. Daca cristalele au forma
compacta, frontul de solidificare are o rugozitate mai mica si
creeaza o rezistenta hidrodinamica mai mica la
curgerea aliajului. Daca cristalele au o forma dendritica cu
ramificatii mari si suprafata specifica mare, frontul de
solidificare are o rugozitate mare. Ramurile dendritelor creeaza o
rezistenta hidrodinamica mai mare pentru curgerea aliajului. In
acelasi timp ramurile dendritelor se rup si sunt antrenate in
suspensie de jetul de aliaj marind astfel vascozitatea aliajului care
curge prin forma. Din aceasta cauza , in cazul aliajelor care formeaza
cristale dendritice, temperatura de curgere zero corespunde unei fractii
mai mici de aliaj solidificat (20 30%) in timp
ce in cazul aliajelor care formeaza cristale compacte, curgerea zero apare
la fractii mai mari de aliaj solidificat (de exemplu 30
Metalele
pure si aliajele eutectice si compusii chimici
cristalizeaza la temperaturi constante, formand cristale cu
compozitie constanta. In aceste conditii cristalele se pot
dezvolta in toate directiile si au forma compacta, cu
dendrite slab ramificate, care formeaza o crusta compacta la
suprafata piesei. Frontul de solidificare are un aspect relativ neted, iar
aliajul cuprins in interiorul crustei solidificate poate curge usor,
asa cum este aratat in figura 1.30a.
La
aliajele cu interval mare de solidificare, care formeaza solutii
solide, cristalele cresc intr-un interval de temperatura, in
conditiile variatiei compozitiei chimice si a
segregatiei dendritice. Ca urmare ele cresc preferential intr-o
anumita directie formandu-se dendrite ramificate ca in figura 30b.
Cristalele dendritice ajung in contact unele cu altele formand un schelet
continuu cu spatii libere intre ramificatii. Suprafata frontului
de solidificare are rugozitate mare si are un efect mai mare de franare a
curgerii. Mecanismul descris mai sus are loc in cazul curgerii cu viteze de
curgere foarte mici (de exemplu in cazul alimentarii din maselota).
In cazul curgerii obisnuite la umplerea formei, ramificatiile
dendritelor se rup fiind antrenate de curentul de lichid. Se formeaza
astfel suspensii vascoase care curg mai lent si care inceteaza rapid
sa curga. De aceea aliajele cu interval mare de solidificare au
fluiditate de turnare reala mai mica in raport cu metalele pure
si cu aliajele care se solidifica la temperatura constanta. In
figura 1.31 este aratata variatia fluiditatii de
turnare reale a aliajelor dintr-un sistem cu solubilitate partiala
variabila cu temperatura a componentilor, care formeaza compus
definit si prezinta si transformari eutectice.
Natura
aliajelor influenteaza asupra fluiditatii de turnare si
prin intermediul proprietatilor termofizice si prin temperatura
lichidus. Dupa cum se observa din relatia de calcul a
fluiditatii de turnare, caldura pe care aliajul trebuie sa
o cedeze pentru a se raci pana la Tco, este mai mare cu
cat caldura specifica si densitatea aliajului sunt mai mari. Ca
urmare, cu cresterea acestor coeficienti (Ce, re), aliajul trebuie sa cedeze o
cantitate mai mare de caldura pentru a se raci la Tco.
Racirea dureaza un timp mai indelungat, iar fluiditatea de turnare
creste. Coeficientul de conductivitate termica (l) are o influenta inversa asupra fluiditatii
de turnare. Daca aliajul are o conductivitate termica ridicata,
caldura din interior se transmite mai rapid spre peretele formei,
producandu-se o racire mai rapida a aliajului pe toata
sectiunea jetului.
Caldura
latenta de solidificare (topire) influenteaza fluiditatea in
acelasi mod ca si caldura specifica. Caldura
latenta care se elibereaza la formarea primelor cristale in timpul
curgerii contribuie la mentinerea temperaturii ridicate a aliajului lichid
nesolidificat si ca urmare fluiditatea de turnare creste cu
cresterea caldurii latente de topire.
Temperatura
lichidus a aliajului influenteaza fluiditatea de turnare indirect. Cu
cat temperatura lichidus Tl este mai mare, creste si
temperatura de turnare Tt, si ca urmare creste
diferenta de temperatura intre aliajul lichid si forma
(creste termenul Tmed -Tfo din relatia de
calcul a fluiditatii de turnare). Din aceasta cauza
creste intensitatea schimbului de caldura prin convectie intre aliaj si forma. Aliajul
cedeaza caldura de supraincalzire intr-un timp mai scurt, iar
fluiditatea de turnare scade.
Influenta
caldurii specifice si a caldurii latente de cristalizare este in
general aceeasi la aliaje ca si la metalele pure. Totusi la
unele aliaje hipereutectice se constata ca influenta
caldurii latente de cristalizare devine hotaratoare. Aceasta se
intampla la acele aliaje hipereutectice la care drept faza
primara se separa metaloizi (Al-Si, Fe-C, Pb-Sb). La aceste aliaje
fluiditatea de turnare continua sa creasca in domeniul hipereutectic, desi faza
primara se separa la temperaturi mai inalte. Aceasta deplasare a
maximului de fluiditate de turnare spre compozitii hipereutectice se
explica prin aceea ca aliajul isi pastreaza fluiditatea
ridicata datorita caldurii latente degajate de faza
solidificata. In figura 1.32 este prezentat cazul aliajelor
aluminiu-siliciu, la care maximul fluiditatii de turnare este
deplasat fata de compozitia eutectica spre compozitii
hipereutectice.
Vascozitatea
aliajelor influenteaza indirect fluiditatea de turnare. Vascozitatea
influenteaza pierderile de energie si prin aceasta coeficientul
de viteza "m" respectiv viteza "v" de curgere in
canalele formei. Influenta vascozitatii este mare in special in
cazul curgerii laminare cand coeficientul de pierdere de energie prin canalele
formei este direct proportional cu vascozitatea. In cazul curgerii
turbulente influenta vascozitatii asupra fluiditatii
de turnare este mai redusa.
Tensiunea
superficiala a metalelor si aliajelor are un rol important in
procesele de turnare. Coeficientul de tensiune superficiala este corelat
cu forma meniscului aliajului la varful jetului si cu tendinta de
umectare a peretilor formei de catre aliaj.
Influenta
tensiunii superficiale asupra fluiditatii de turnare se
manifesta in special in cazul peretilor subtiri sau a umplerii
colturilor ascutite.
In
cazul aliajelor care au tensiune superficiala mare, aliajele nu
umecteaza peretii formei. Aceste aliaje formeaza la varful peretelui
un menisc convex, iar fortele de tensiune superficiala creeaza o
presiune care se opune inaintarii jetului in canale. De aceea capacitatea
de curgere a aliajului prin canale inguste si in colturile
ascutite scade, iar fluiditatea deturnare este evident mai mica.
In
cazul aliajelor care au tensiune superficiala mica, aliajele
umecteaza peretii formei. Aceste aliaje formeaza la varf menisc
concav, iar fortele de tensiune superficiala creeaza o presiune
in sensul curgerii aliajului in canale. Ca urmare aceste aliaje au fluiditate
de turnare ridicata, ele avand o capacitate mare de umplere a formei
si de reproducere a detaliilor fine ale acesteia. Astfel de aliaje sunt de
exemplu aliajele Pb-Sn-Sb, care sunt folosite la turnarea literelor de tipar
pentru tipografie.
Influenta naturii formei asupra fluiditatii de turnare
Natura
formei influenteaza fluiditatea de turnare a aliajelor prin
caracteristicile termofizice ale materialului formei (lf-coeficient de conductibilitate
termica, cf- caldura specifica, rf-densitatea formei). Aceste marimi
influenteaza coeficientul de transfer termic la suprafata de
contact metal-forma "a" si
prin aceasta caldura preluata de forma in unitatea de timp prin
unitatea de suprafata. Cu cat valorile acestor marimi
termofozice sunt mai mari, varful jetului se raceste mai repede, iar
fluiditatea de turnare scade.
Influenta conditiilor de turnare asupra fluiditatii
de turnare a aliajelor lichide
Prin
conditii de turnare se
intelege temperatura de turnare a aliajului lichid, temperatura formei,
presiunea exercitata asupra aliajului lichid la intrarea amprenta formei.
Conditiile
de turnare reprezinta factori tehnologici asupra carora de cele mai
multe ori este relativ usor sa se actioneze in atelierele de
turnare a metalelor. In plus conditiile tehnologice au o
influenta mare asupra fluiditatii de turnare.
Dintre
factorii tehnologici cea mai mare importanta o prezinta
temperatura de turnare a aliajului Tt. Cu cresterea
temperaturii de turnare in raport cu temperatura de curgere zero Tco,
creste caldura de supraincalzire acumulata de aliaj. Astfel
creste caldura pe care aliajul trebuie sa o cedeze formei
pana la incetarea curgerii. Ca urmare creste durata in care aliajul
se afla in stare de curgere, iar fluiditatea de turnare creste. In
general pentru a se asigura o fluiditate de turnare buna, aliajele
trebuiesc incalzite cu 50-100 C
fata de temperatura lichidus. Supraincalzirea necesara
depinde de caracteristicile termofizice ale aliajului, de natura formei si
de configuratia si dimensiunile piesei turnate. Temperatura de
turnare reprezinta factorul asupra caruia se poate interveni cel mai
usor in procesul tehnologic de realizare a pieselor turnate in vederea
influentarii fluiditatii de turnare.
Temperatura
formei de turnare Tfo, are de asemenea influenta mare
asupra fluiditatii de turnare. Caldura cedata de varful
aliajului turnat, formei de turnare in unitatea de timp prin unitatea de
suprafata este proportionala cu diferenta de temperatura
dintre aliaj si forma. Cu cresterea temperaturii formei,
caldura cedata de aliaj in unitatea de timp, prin unitatea de
suprafata scade, iar fluiditatea de turnare creste.
Incalzirea formelor de turnare (preincalzirea cum este denumita
in practica atelierelor de turnare) se aplica in mod curent in cazul
turnarii in forme metalice in scopul maririi fluiditatii de
turnare si a cresterii capacitatii aliajelor de a reproduce
fidel detaliile amprentelor din forma.
Presiunea
aliajului la intrarea in amprenta formei de turnare are de asemenea
influenta indirecta asupra fluiditatii de turnare. La
turnarea gravitationala (prin cadere libera) aceasta
presiune depinde de inaltimea retelei de turnare, de
inaltimea coloanei de aliaj in reteaua de turnare si chiar
de inaltimea de mentinere a oalei de turnare deasupra palniei
retelei de turnare. Presiunea aliajului determina viteza de curgere a
aliajului in canalele formei, iar prin aceasta influenteaza
fluiditatea de turnare. In cazul procedeelor de turnare sub presiune aliajul
lichid este impins in amprenta din forma printr-o suprapresiune
creata de instalatia de turnare cu scopul de a marii capacitatea
de curgere a aliajului.
Datorita
influentei pe care conditiile de turnare o au asupra
fluiditatii de turnare la determinarea practica a fluiditatii de turnare prin probe
tehnologice in scopul controlului procesului tehnologic sau al compararii
rezultatelor este necesar ca aceste conditii sa fie mentinute
constante.
Fluiditatea de turnare reala, teoretica si practica
Asa
cum s-a aratat la influenta conditiilor de turnare asupra
fluiditatii de turnare, temperatura de turnare, respectiv gradul de
supraincalzire deasupra temperaturii lichidus are o influenta
mare asupra acestei proprietati tehnologice.
De
aceea pentru a compara fluiditatea de turnare a doua aliaje sau pentru
a analiza influentei compozitiei chimice a aliajelor asupra
fluiditatii de turnare, temperatura de turnare a probelor tehnologice
de fluiditate se poate stabili in mai multe moduri, iar in functie de
aceasta concluziile pot fi diferite.
Pentru
a se obtine o influenta reala a compozitiei chimice a
aliajelor si respectiv a intervalului de solidificare asupra
fluiditatii de turnare, temperatura de turnare a probelor trebuie
sa se stabileasca la o supraincalzire constanta in raport
cu temperatura de curgere zero (Tco). In acest caz temperatura de
turnare pentru fiecare aliaj din sistem se stabileste conform
relatiei Tt=Tco+DT=Tco+K (unde DT=K este
constanta), asa cum s-a aratat in figura 1.33. Fluiditatea de
turnare determinata si comparata in aceste conditii de
turnare a probelor se numeste fluiditate de turnare reala.
Fluiditatea reala cea mai mare corespunde aliajelor eutectice si
metalelor pure, iar aliajele cu intervalul de solidificare maxim au fluiditatea
de turnare reala cea mai mica. Determinarea fluiditatii de
turnare reale este ingreunata de faptul ca temperatura de curgere
zero (Tco), este dificil de stabilit.
Uneori
temperatura de turnare a probelor de fluiditate se stabileste la o
supraincalzire constanta in raport cu temperatura lichidus Tl,
deoarece aceasta temperatura este cunoscuta din diagrama de
echilibru. In acest caz temperatura de turnare a probelor de determinare a
fluiditatii de turnare se stabileste conform relatiei Tt=Tl+DT=Tl+K (unde DT=K este
constanta si reprezinta supraincalzirea in raport cu Tl)asa
cum s-a aratat in figura 1.34. Fluiditatea de turnare determinata in
aceste conditii se numeste fluiditate teoretica. Fluiditatea de
turnare teoretica prezinta valori maxime in cazul aliajelor cu
interval maxim de solidificare si valori minime in cazul metalelor pure
si aliajelor eutectice. Fluiditatea de turnare teoretica ofera
rezultate si concluzii inverse in raport cu fluiditatea de turnare
reala. Aceasta se explica prin faptul ca in cazul determinarii
fluiditatii teoretice supraincalzirea reala in raport cu
temperatura de curgere zero (Tco) nu mai este constanta. In
acest caz supraincalzirea reala a aliajelor cu interval mare de
solidificare este mai mare, ceea ce determina o cantitate mai mare de
caldura care trebuie cedata pana la incetarea curgerii.
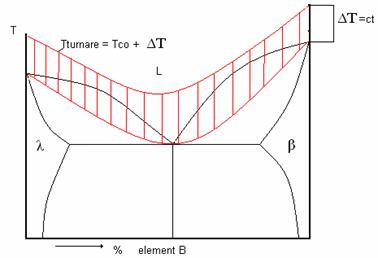
In
practica de obicei pentru determinarea fluiditatii de turnare,
aliajele dinttr-un sistem se incalzesc toate la aceesi
temperatura (Tt=constant) asa cum este aratat in
figura 1.35. In acest caz gradul de supraincalzire in raport cu
temperatura de curgere zero este de asemenea diferit. Cea mai mare
supraincalzire in raport cu Tco o prezinta aliajele
eutectice, iar cea mai mica metalele pure. Fluiditatea determinata in
aceste conditii se numeste fluiditate de turnare practica. In acest
caz fluiditatea de turnare cea mai mare o au aliajele eutectice, iar
fluiditatea de turnare cea mai mica o au metalele pure.




