Roboti Industriali
Robotica in istoria omenirii
Domeniul
de stiinta Robotica
si fenomenul "robot", au
aparut in cea de a doua jumatate a secolului XX. Aparitia lor se
incadreaza in linia de evolutie a vietii si in acest cadru,
a omenirii. Acest lucru se datoreaza cresterii
productivitatii.
La
inceputul omenirii actionarea asupra mediului se facea folosind
energie biologica

Mai
tarziu omul actioneaza cu ajutorul uneltelor asupra mediului folosind
propria sa energie biologica.
O
data cu evolutia omenirii si cresterii
productivitatii pe plan local a dus la perfectionarea uneltelor
si la necesitatea utilizarii unor energii suplimentare, aceasta
energie sa gasit la animalele domestice.
Dezvoltarea
societatii, cresterea complexitatii si volumului
interactiunii cu mediu duce la un consum mare de energie, care impinge
civilizatia umana spre etapa "masinismului'.
Etapa "masinismului'
este cunoscuta si sub denumirea de prima
revolutie tehnico - stiintifica, este cea in care
tehnica incepe tot mai mult sa se dezvolte pe baza stiintei,
deci a cunostintelor omenirii despre mediu, avand pe langa
aspecte concrete o pondere din ce in ce mai mare de aspecte abstracte.
Mecanizarea
a condus la o accelerata "crestere a productivitatii", la
dezvoltarea societatii umane, la cresterea bunastarii
acesteia, ceea ce a permis la randul ei dezvoltarea tehnicii.
Etapa
"automatizarii" se realizeaza ca urmare a unui aport crescut al
cercetarii stiintifice in dezvoltarea tehnica, a doua
revolutie stiintifico - tehnica.
Se
caracterizeaza prin dezvoltarea domeniilor de varf ale tehnicii prin
patrunderea masiva a utilizarii calculatoarelor iar in mod
paralel are loc si etapa "mecanizarii" activitatilor umane,
mai ales a acelora care nu au fost suficient de afectate de acest proces.
Etapa
"automatizarii" prezinta doua faze distincte, diferentiate
prin natura proceselor asupra carora se aplica.
Procesele pot fi:
o
naturale
o
artificiale:sunt cauzate de
interventii ale omului. "Procesele
automate" sunt procese artificiale
Procesele
artificiale pot fi:
o
Continue sunt acelea care o data
declansate se desfasoara in mod continuu, pana cand
conditiile de mediu necesare sunt asigurate. Continuitatea este
asigurata de operatorul uman in solutiile clasice iar prin diferitele
mecanisme, termostate, regulatoare, presostate, etc., la cele automatizate.
o
Discontinue sunt acelea care prin compunerea
lor din mai multe secvente cu inceput
si sfarsit, ale caror derulare se interconditioneaza
reciproc si a caror continut este de complexitate mai mare decat
in cazul proceselor continue. Secventa este o parte distincta
din proces, avand actiuni caracteristici proprii. Discontinuitatea este
asigurata de operatorul uman, cand intervine in secventele procesului
cu mana sa. Pentru a asigura automatizarea
proceselor discontinue este necesar sa se realizeze sisteme tehnice, care
sa poata realiza automat operatii inteligente de manipulare
similare omului. Asemenea sisteme sunt
robotii.
Introducere. Clasificarea robotilor industriali conform
I.S.O.
Robotul poate fi definit ca o
instalatie pentru automatizarea operatiilor pe care in conditii "clasice" le realizeaza omul, cu
mana sa, sub supravegherea ochiului, coordonarea ochi-mana realizandu-se
de catre creier. Pe langa roboti, operatii de manipulare
executa si manipulatoarele.
Din
cele de mai sus putem realiza urmatoarele definitii:
- Robotul are o structura mecanica mai complexa (mai multe
grade de mobilitate) si este condus dupa un program flexibil.
- Manipulatoarele au o structura mecanica mai simpla (mai
putine grade de mobilitate) si este condus dupa un program
rigid (greu modificabil).
Avem doua mari
categorii de roboti :
Ficsi, cei care sunt imobili
fata de anumite componente ale mediului in care evolueaza
Mobili, cei care se pot deplasa, folosind in
acest scop:
roti
senile
prin pasire
tarare.
Vehiculele ghidate automat sunt roboti mobili, cu deplasare pe roti / senile.
Familia robotilor este compusa din:
o
robotii
o
manipulatoarele
o
instalatiile de teleoperare
o
protezele
o
ortezele
o
manipulatoarele medicale
o
exoscheletele amplificatoare
o
vehiculele ghidate automat
o
masinile pasitoare
si taratoare
Toate
care se aseamana structural (au un sistem de conducere, unul de
actionare si unul mecanic) si constructiv (au ca baza
mecanisme cu cuple cinematice inferioare), realizeaza familia
roboti.
"Inteligenta" este capacitatea mai mare sau mai mica a sistemelor naturale sau
artificiale de a se adapta cerintelor mediului.
Inteligenta
artificiala este aplicatia majora a
calculatoarelor.
In tabelul de mai jos este dat componenta
"familiei robotilor" din punctul de vedere al "inteligentei"
artificiale.
|
NR
CRT
|
Capacitate
|
Nu
se aseamana cu omul
|
Se
aseamana cu omul
|
|
Poate repeta programe
invatate
|
Automaton
|
Automan
|
|
Este si mobil
|
Mechanoid
|
Mandroin
|
|
Are senzori si
calculator implantat
|
Android
|
Humanoid
|
|
Este adaptiv si
heuristic
|
Cyborg
(cybernetic organism)
|
Syman
(synthetic man)
|
|
Are capacitati
fizice si intelectuale supraumane
|
Hyborg
|
Supersyman
|
Robotii industriali se incadreaza in procesul automatizarilor industriale.
Evolutia
in timp de la simplu la complex a automatizarilor industriale este
data in tabelul de mai jos, incepand de la treapta 1, in care masina
de lucru este mana umana, si ajungand la treapta 10, in care
masina de lucru este masina care se
autoperfectioneaza.
|
surse
de informatii
|
Energia
folosita pentru actionarEa
miscarilor
|
TreaptA
|
DESCRIEREA
masinii de lucru
|
Robot
|
|
Mediu exterior
|
Electrica
Hidraulica
Pneumatica
|
|
Masina care se
autoperfectioneaza
|
Robot cu comanda cu
retele neuronale
|
|
Program variabil
|
|
Masina cu
comanda adaptiva
|
Robot inzestrat cu senzori
|
|
Masina care
isi core-leaza programul cu conditiile exterioare
|
|
Programa-bilitate
|
|
Masina cu
comanda numerica (NC)
|
Robot programabil
"on-line", "off-line"
|
|
Masina
monooperatie programabila
|
|
Program
fix
|
|
Masina
automata pentru operatii multiple
|
Manipulator
|
|
Masina
automata monooperatie
|
|
Om
|
Umana
|
|
Masina
automata si scula de mana
|
Nu exista
|
|
Scula de mana
|
|
Mana
|
Istoria
tehnicii arata ca oamenii realizeaza sisteme tehnice atunci cand
practica -evolutia societatii cere rezolvarea unor anumite probleme. Necesitatea automatizarii
operatiilor de manipulare a materialelor radioactive a aparut
dupa incheierea celui de-al doilea razboi mondial.
Dezvoltarea sistemelor
robotizate in istorie
La
inceputul anilor 1950, in laboratoarele nucleare din Franta si apoi,
in Statele Unite ale Americii se construiesc primele instalatii de
teleoperare, folosite pentru manipularea materialelor radioactive in
spatii expuse radiatiilor. Tehnica mecanismelor spatiale
articulate din aceste instalatii este dezvoltata mai departe, prin
inlocuirea comenzii si actionarii de catre om, cu
utilizarea calculatoarelor si a actionarii hidraulice.
George
Devol proiecteaza in 1954 un robot programabil, il breveteaza in SUA
in 1956 si il realizeaza, impreuna cu Joseph Engelberger,
creatorul primului robot UNIMATE a firmei UNIMATION (cu actionare
hidraulica). Robotul UNIMATE este instalat in prima sa aplicatie de
catre concernul FORD pentru servirea unei masini de turnat sub
presiune in anul 1961.
In
anul 1966, inginerul Ole Molaug proiecteaza un automat de vopsire pentru
fabrica de masini agricole TRALLFA din Bryne (Norvegia).
In
1973, Richard Hohn dezvolta pentru corporatia Cincinnati Milacron un
robot comandat de un minicalculator. Robotul este denumit "The Tomorow Tool" (T3).
In
1974 firma suedeza ASEA produce primul robot industrial actionat
electric sub denumirea Irb 6, urmat in 1975 de robotul Irb 60. In 1977,
robotii ASEA sunt comandati de microcomputere. In 1990, concernul
Brown-Bovery Robotics cumpara diviziunea de robotica a lui
Cincinnati Milacron, toti robotii fabricati in continuare fiind
denumiti ABB.
In 1978, firma
UNIMATE construieste cu ajutorul comparatiei GENERAL MOTORS, robotul
PUMA ("Programable Universal Machine for Assembly", "masina
universala programabila pentru operatii de asamblare"), versiunea
industriala a lui VICARM.
In
deceniul anilor '90 se remarca o oarecare stagnare a sporirii
aplicatiilor robotizate - datorita unor circumstante economice,
mai ales in Japonia - cat si "saturarea" din punct de vedere
stiintific al roboticii industriale, determinata de
solutionarea tehnica, practic a tuturor problemelor specifice
posibile.
In anii 1990 - 1996
apar tot mai multe constructii si aplicatii in domeniile
serviciilor si a medicinei recuperatorii.
Raportul dintre
numarul de roboti instalati si numarul persoanelor
angajate in industrie in diferite tari (a) si numarul
si destinatia robotilor instalati pentru prestari de
servicii (b), sunt date in tabelele de mai jos:
Notiunea
de robot este codificata in mod diferit in diverse standarde sau
formulari ale unor institutii de specialitate:
Normele franceze (Normalisation française, NF) :
o
norma E61 - 005 defineste
manipulatorul:"Structura mecanica constituita dintr-o serie de
elemente articulate sau alunecatoare unul fata de celalalt,
utilizat pentru a prinde, deplasa, pozitiona si orienta obiecte
(piese, scule, etc), urmarind in general mai multe grade de libertate. El
poate fi comandat de un operator, de un automat programabil electric sau prin
orice sistem logic (dispozitiv cu came, logica cablata, logica
programata, etc.) independent sau asociat".
o
norma franceza NF61-100 da urmatoarea
definitie:"Robotul este un mecanism de manipulare automata, aservit
in pozitie, reprogramabil, polivalent, capabil sa pozitioneze si
sa orienteze materiale, unelte sau dispozitive specializate, in timpul
unor miscari variabile si programate, destinate executarii
unor sarcini variate".
Standardul german DIN 2801 defineste:
o
"Robotii
industriali sunt automate mobile cu aplicatii universale, cu mai multe
axe, ale caror miscari sunt liber programate pe traiectorii sau
unghiuri intr-o anumita succesiune a miscarilor si in
anumite cazuri, comandate prin senzori. Ei sunt echipati cu dispozitive de
prehensiune, scule sau alte mijloace de fabricatie si pot indeplinii
activitati de manipulare si de fabricatie. Robotul
industrial poate fi montat fix, intr-un anumit loc sau poate fi deplasat ca un
ansamblu."
Standarde japoneze:
o
"Robotul este un sistem mecanic,
dotat cu functiile motoare flexibile analoage cu cele ale organismelor vii
sau imitatii ale acestora, cu functii inteligente, sisteme care
actioneaza corespunzator vointei omului".
Standarde rusesti
o
"Robotul industrial este o
masina automata stationara sau deplasabila,
constand din dispozitivul de executie, avand mai multe grade de libertate
si din dispozitivul reprogramabil de comanda dupa program pentru
indeplinirea in procesul de productie a functiilor motoare si de
comanda".
Institutul de Robotica
din America (RIA):
o
'Robotul este un manipulator
reprogramabil multifunctional, destinat sa deplaseze materiale,
piese, scule sau aparate, prin miscari programate variabil, in scopul
indeplinirii unor sarcini diferite. Robotul este un echipament cu
functionare automata, adaptabil conditiilor unui mediu complex -
in care el evolueaza - prin reprogramare, reusind sa
prelungeasca, sa amplifice si sa inlocuiasca una sau
mai multe din functiile umane in actiunile acestuia asupra mediului
inconjurator.'
Asociatiei Britanice de
Robotica (British Robot Association):
o
"robotul este un dispozitiv
reprogramabil, realizat pentru manipularea pieselor, sculelor si altor
mijloace de productie, prin miscari variabile programate, pentru
a indeplinii sarcini specifice de fabricatie".
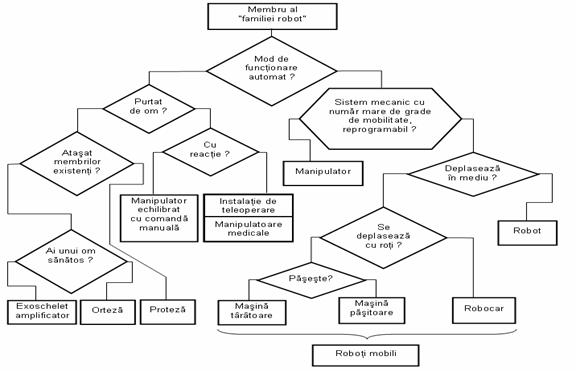
Denumirea
de robot se aplica unei familii mai largi, din care fac parte:
manipulatorul;
instalatia de teleoperare;
proteze / orteze;
manipulatoare medicale;
exoschelete amplificatoare;
masini pasitoare;
masini taratoare.
Schema
de mai jos defineste familia de roboti:
Clasificarea
robotilor industriali conform I.S.O
a)
sursa principala de putere pentru
actionare
n pneumatica
n hidraulica
n electrica
b)
comanda miscarii
n punct cu punct sau fara comanda de viteza : continua sau discontinua
n comanda pe traiectorie continua
c)
modele de programare
n prin invatare directa
n prin generare de traiectorie
n off-line
d)
tipuri de senzori folositi
n detectori de pozitie
n logica liniara simpla
n senzori de semnale proportionale cu abaterea
Asociatia
Franceza de Robotica Industriala (A.F.R.I.) propune urmatoarea clasificare a
robotilor industriali:
Manipulatoare cu :
n comanda sau telemanipulatoare
n automate cu cicluri prereglate: pneumatice, electrice sau electronice
Roboti :
n
programabili controlati in bucla de pozitie, cu
traiectorie continua sau deplasare punct cu punct
n inteligenti, avind senzori care exclud logica binara simpla si
indeplinesc diferite sarcini cu ajutorul sistemelor de recunoastere a formelor
4.3.STRUCTURA ROBOTULUI
Structura
unui robot este, defapat, un sistem compus din mai multe subsisteme. Sistem este
un ansamblu de parti componente, elemente, si legaturile
dintre acestea. Elementele care compun acest sistem se numesc subsisteme. La
randul lor subsistemele pot avea si ele subsisteme, din acest motiv
exista o ierarhizare si anume sistemul principal se numeste
sistem de rangul 1, subsistemele se numesc sisteme de rangul 2, etc.
Modul
cum se compune un sistem din subsisteme si legaturile dintre aceste
subsisteme definesc structura unui sistem. Aceasta compunere a sistemelor din
subsisteme se evidentiaza prin scheme bloc, iar legaturile
dintre subsisteme, prin matrici de cuplare (care definesc legaturile
dintre 'intrarile' si 'iesirile') si matrici de structura (care ne
arata care subsisteme sunt in legatura).
Robotul
este un sistem de rangul 1, si se aseamana, constructiv, cu
sistemul unui om, la fel si subsistemele robotului.
Schema bloc al
structuri unui robot este:
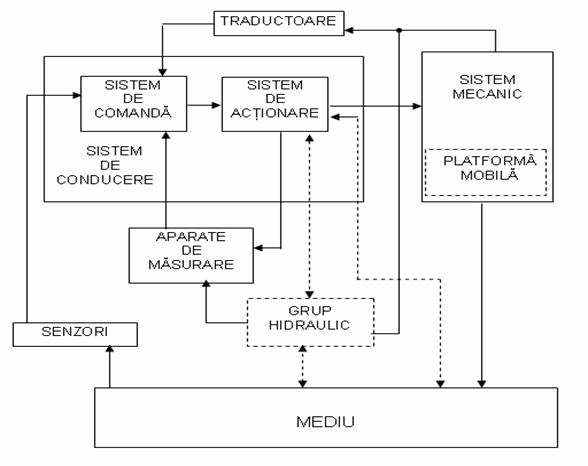
Sistemul unui robot comunica cu mediul si este
compus din urmatoarele:
o
Sistemul mecanic al robotului
care are rolul scheletului uman, astfel
defineste natura si amplitudinea miscarilor ce se pot
realiza.
o
Sistemul de actionare
realizeaza miscarea relativa a elementelor mecanismelor din sistemul mecanic, si are rolul
sistemului muschiular al omului.
o
Sistemul de comanda emite comenzi catre sistemul de
actionare si prelucreaza informatii preluate de la sistemul
mecanic, de actionare si de la mediu, are rolul sistemului nervos uman.
o
Traductorii si aparatele de
masura preia informatii despre starea interna a robotului,
adica deplasari, viteze, acceleratii relative, debite, presiuni,
temperaturi.
o
Senzorii preia informatii
despre starea "externa' a robotului, caracterizata prin
parametrii mediului (temperatura, presiune, compozitie, etc.) si
actiunea acestuia asupra robotului (forte, cupluri, etc.).
Traductorii si senzori au rolul
organelor de simt.
o
Platformei mobile are rolul de a
realiza deplasarea robotilor mobili si face parte din componenta
sistemului mecanic, cu rolul aparatului locomotor al omului.
o
Sistemul de conducere este un
sistem de rang superior al sistemului mecanic si este compus din sistemul
de comanda si cel de actionare.
Robotii
actionati hidraulic contin un grup hidraulic pentru prepararea
si realizarea circulatiei fluidului purtator de energie (ulei).
Acest grup joaca rolul aparatului digestiv si a celui respirator /
circulator al omului.
Se
intelege prin 'mediu' al robotului spatiul in care acesta
evolueaza, cu obiectele continute si fenomenele care au loc in
acest spatiu. Totalitatea obiectelor cu care robotul
interactioneaza constituie 'periferia' acestuia.
Legaturile
dintre componentele robotului si a componentelor care realizeaza
legaturile cu mediu sunt :
- directe
- inverse
('feed back').
Legaturi directe avem la sistemul de
comanda atunci cand transmite comenzi la sistemul de actionare, iar
acesta actioneaza asupra cuplelor cinematice conducatoare,
axele, sistemului mecanic, care la randul sau, actioneaza asupra
mediului cu efectorul final.
Legaturi inverse sunt informatiile
furnizate sistemului de comanda de catre traductoare, senzori si
aparate de masura.
Se mai considera legaturi si
fluxul de energie dat de mediu sistemului de actionare al robotului,
si fluxul de energie disipat de la
robot la mediu.
Sistemul mecanic al robotului
In cazul general un robot industrial
trebuie sa realizeze:
actiuni asupra mediului
inconjurator, cu efectori finali;
perceptie, pentru a culege
informatii din mediul de lucru, cu senzori si traductori;
comunicare, pentru schimb de
informatii;
decizie, in scopul realizarii
unor sarcini.
Pentru
realizarea acestor functii, structura unui robot este alcatuita
din:
sistemul mecanic;
sistemul de actionare;
sistemul de programare si
comanda;
sistemul senzorial.
Sistemul mecanic
este constituit din mai multe elemente legate intre ele prin cuple cinematice.
Sistemul de actionare serveste la transformarea
unei anumite energii in energie mecanica si transmiterea ei la
cuplele cinematice conducatoare.
Sistemul de comanda si programare este un
ansamblu de echipamente si de programe care realizeaza miscarea
robotului.
Sistemul senzorial reprezinta un ansamblu de
elemente specializate transpunerea proprietatilor ale diferitelor
obiecte in informatii.
Sistemul mecanic al robotului are rolul sa asigure realizarea miscarilor
acestuia si transmiterea energiei mecanice necesare interactiunii cu
mediul. Adica are sarcina de a deplasa un obiect. Partea din sistemul
mecanic care realizeaza aceasta deplasare se numeste dispozitiv
de ghidare sau manipulator.
Se
intelege prin manipulare modificarea
situarii in spatiu a unui obiect. Utilizarea mainii de catre om
a determinat formarea cuvantului de manipulare. Manipularea obiectului se
realizeaza prin modificarea situarii bazei efectorului final, cu care
obiectul este solidarizat. In acest scop, baza efectorului final este
solidarizata cu un element al dispozitivului de ghidare.
Dispozitivul
de ghidare are rolul de a da efectorului final miscarile si
energia mecanica necesara miscari in conformitate cu
actiunea necesitata asupra mediului.
Subsistemul
din cadrul sistemului mecanic dedicat acestei interactiuni este efectorul final.
Efectorul
final al robotului care manipuleaza obiecte se numeste dispozitiv de prehensiune. Din punct de
vedere al teoriei mecanismelor, obiectul si partea de baza a dispozitivului
de prehensiune formeaza o cupla cinematica de clasa a VI-a,
inchisa deobicei prin forta.
Dispozitivele
de ghidare pot fi cu:
topologie seriala,
paralela
mixta.
Structura sistemului mecanic al
unui robot este :
Situarea,
adica pozitia - orientarea, unui corp in spatiul tridimensional
este definita cu ajutorul pozitiei punctului caracteristic, si
orientarilor dreptei caracteristice, respectiv a dreptei auxiliare.
Punctul caracteristic si
dreapta caracteristica / auxiliara la un obiect cilindric se
reprezinta astfel :
Se intelege
prin:
o
'Punct caracteristic',
un punct al obiectului, folosit pentru definirea pozitiei acestuia.
o
'Dreapta
caracteristica' este o dreapta care trece prin punctul
caracteristic.
o
'Dreapta auxiliara'
o dreapta perpendiculara in punctul caracteristic pe dreapta
caracteristica.
Cu
ajutorul dreptelor caracteristice si auxiliare se defineste
orientarea obiectului, de care apartin ambele drepte.
In
modelul matematic al sistemului mecanic al robotului, punctul caracteristic
este originea, iar dreptele caracteristica si auxiliara
reprezinta axe ale unui sistem de referinta cartezian drept
legat de obiect.
In
variantele cu topologie seriala, un mecanism component al acestuia, numit mecanism generator de traiectorie (mecanism de pozitionare),
realizeaza modificarea pozitiei punctului caracteristic si
altul, numit mecanism de orientare,
realizeaza orientarea dreptelor caracteristic si auxiliar.
Se poate defini:
o
mecanismul generator de
traiectorie ca fiind 'bratul' al robotului;
o
mecanismul de orientare ca fiind
'articulatie carpiana', sau 'mecanismul carpian'
('wrist') al robotului.
Efectorul final are
mai multe variante constructive:
o
Efectorul final al robotului care
prelucreaza obiecte este o
scula.
o
Efectorul final al robotului care
misca obiecte este manipulatorul.
Energia necesara pentru prelucrare este
comunicata sculei prin intermediul robotului sau a unei surse suplimentare
de energie, in acest caz efectorul final este un cap de forta cu
scula. Capul de forta contine un motor si eventual o
transmisie mecanica.
Platforma
mobila este o parte componenta a sistemului mecanic care
asigura modificarea situarii intregului ansamblu in mediu.
Platforma mobila defineste
tipul robotului:
Robot stationar atunci cand nu este
inzestrat cu platforma mobila;
Robot mobil cand este inzestrat cu
platforma mobila, in acest caz dispozitivul de ghidare modifica
situarea obiectului in raport cu platforma mobila.
Constructia modulara a robotilor
Constructia modulara este
caracterizata prin:
- Structura
sistematica care este compusa dintr-un
grup de sisteme si dispozitive care formeaza cuple cinematice
conducatoare. Structura sistemica prezinta avantajul
ca furnizeaza informatiile necesare pentru analiza
cinematica si dinamica a sistemelor de actionare
si mecanic ale robotului. Ea prezinta dezavantajul, ca nu
reflecta decat partial functiile sistemelor de rang
inferior robotului si particularitatile constructive ale
acestora.
- Structura
functional-constructiva sau structura modulara este cu dispozitive de ghidare cu
topologie seriala pentru a evidentia
proprietatile functionale si constructive ale
robotilor (modul de robot).
Modul al unui robot
este un subansamblu care este corelat cu una sau mai multe cuple cinematice ale
dispozitivului de ghidare si cu efectorul final.
Modulul de robot corelat cu cupla
cinematica conducatoare are partile 'fixe' ale
sistemului de actionare aferent cuplei cinematice conducatoare
si traductoarelor / senzorilor, solidarizate cu structura de
rezistenta a unuia dintre elemente (i sau i+1). Legatura dintre
doua module vecine se realizeaza prin intermediul structurii de
rezistenta a elementului i. In acest mod, intregul robot cu
dispozitivul de ghidare in topologie seriala este de fapt constituit din
'legarea in serie' a unui numar de module.
Modulul de robot corelat cu o
singura cupla cinematica poarta o denumire care este definita dupa functia
lui in cadrul robotului.
Astfel,
exista module de:
translatii de baza;
de pivotare de baza;
de ridicare a bratului;
de basculare a bratului;
de extensie a bratului;
de pronatie - supinatie;
de flexie - extensie;
de aductie - abductie.
Ele
sunt reprezentabile schematic dupa normele ISO .
Modulul de orientare al unui robot
se coreleaza cu toate cuplele cinematice ale mecanismului de orientare,
continand de atatea ori componentele enumerate pentru modulul corelat cu o
singura cupla cinematica conducatoare, cate cuple
cinematice conducatoare are mecanismul de orientare.
In
figura de mai jos se prezinta corelatia dintre structura
sistemica si cea modulara
(functional - constructiva) a unui robot avand un dispozitiv de
ghidare serial cu M = 3.
| | | |
| |  |
|
|
Schema
structurala modulara a robotului
|
|
In care:
T/S - Traductoare/Senzori;
SSA - Subsistem de actionare;
CCC - Cupla cinematica conducatoare;
A/B/C - Modulul;
EF - Efector final;
ELi Elementul i (i = 0, 1, 2, 3)
Efectorul final se considera de regula un modul al robotului
ca si sistemul de comanda (cu exceptia traductoarelor /
senzorilor inglobati in alte module).
In
urmatoarele figuri (a,b,c,d) se prezinta desenele de subansamblu ale
unor module de roboti.
In cazul
robotilor avand dispozitive de ghidare cu topologie paralela sau
mixta, un modul al structurii functional - constructive este
constituit din doua platforme legate intre ele prin conexiuni . in figura
de mai jos se prezinta un modul de orientare cu doua grade de
libertate actionat electric, avand pe axa de supinatie o transmisie
armonica
Structura functional -
constructiva cu module tipizate a robotilor
constituie o dezvoltate mai departe a conceptiei constructive cu module
tipice ale acestora.
Prin modul tipizat
al unui robot se intelege un modul din cadrul unei structuri constructiv -
functionale, care constituie un subansamblu de sine statator,
interschimbabil cu alte module, facand parte dintr-o serie de module
tipizate si care poate fi asamblat cu alte module tipizate, in
conformitate cu cerintele utilizatorului.
In urmatoarea figura se
prezinta module tipizate din cadrul unor structuri
functional-constructive de robot constituit din module. Ele pot fi
asamblate in structuri diferite intr-o conceptie 'baukasten',
formand o familie de roboti compusi din module tipizate.
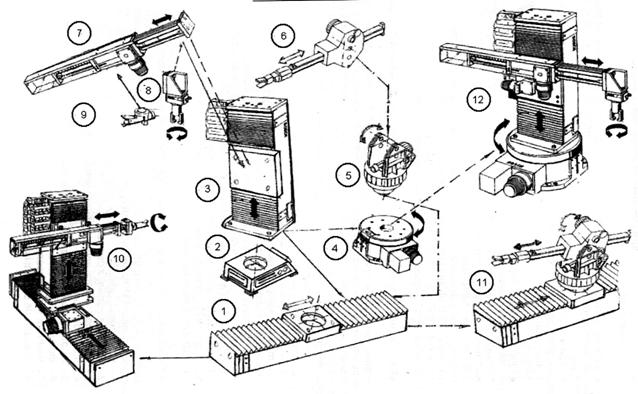
In care:
1 - Modul de translatie de baza
2 - Batiu
3 - Modul de ridicare brat
4 - Modul de rotatie de baza
5 - Modul de basculare brat
6, 7 - Module de extensie brat
8, 9 - Module de orientare
10 - Robot cu mecanism generator de TTT,
obtinut prin combinarea modulelor
1+3+7
11 - Robot cu mecanism generator de
traiectorie TRRT, obtinut prin combinarea modulelor 1+4+5+6
12 - Robot RTT obtinut din modulele
4+3+7
Ideea dezvoltarii unor familii
de roboti construiti din module interschimbabile a fost
apreciata de constructorii de roboti in deosebi la inceputul anilor
1980. Datorita inmultirii numarului aplicatiilor
industriale ale robotilor si a concentrarii fabricatiei de
roboti la un numar mai redus de firme care fabrica mai
multi roboti pe an, s-a ajuns dupa 1990 la diminuarii
constructiei robotilor din module tipizate.
Utilizarea robotilor
industriali.
Robotii
se utilizeaza in toate domeniile activitatii umane. Ele
urmaresc satisfacerea unor
necesitati individuale, de
grup sau sociale, realizand economia.
Economia se imparte in sectoare
si domenii.
Tab. 1
|
NR
CRT
|
DOMENIUL ECONOMIC
|
SECTORUL
|
|
Agricultura si silvicultura,
zootehnie si piscicultura
|
Primar
|
|
Gospodarirea energiei, alimentarea cu
apa, extractia materiilor prime
|
Secundar
|
|
Activitati de prelucrare
|
|
Activitati de constructii
|
|
Comert
|
Tertiar
|
|
Circulatie si transport
|
|
Institutii de credit si asigurare
|
|
Prestari de servicii fara
scop de castig
|
|
Gospodarii private
|
|
Institutii regionale si
asigurari sociale
|
Productia
apare in toate sectoarele economiei si anume in sectoarele primare si
secundare, productia materiala, iar in sectoarele tertiare
preponderenta devine productia nemateriala si anume a serviciilor.
Robotul industrial poate manipula:
obiecte de lucru
scule
In tabelul de mai
jos se prezinta domeniile de aplicatie ale robotilor
industriali.
|
Robotul industrial
manipuleaza
|
|
Nr
crt
|
Obiecte
de lucru
|
Nr
crt
|
Scule
|
|
Domeniul
de aplicatie
|
Domeniul
de aplicatie
|
|
Servirea unor masini
utilaje/instalatii/dispozitive
|
|
Furnal (desfundare canal de turnare)
|
|
Cuptoare de otelarie (incar-care, manipulare lingouri)
|
|
Formare
|
|
Laminoare (manipulare lin-gouri, laminate)
|
|
Prelucrarea unor semifabri-cate
|
|
Utilaje de miezuit
|
|
Turnate, demaselotare
|
|
Cubilouri (incarcare, ma-nipulare oale
de turnare)
|
|
Turnate, curatire
|
|
Masini de turnat sub presiune
|
|
Turnate, forjate, aschiate, debavurare
si polizare
|
|
Utilaje de turnare de precizie
|
|
Sablare
|
|
Utilaje de tratament termic (cuptoare,
bai)
|
|
Prelucrarea unor semifabricate
|
|
Ciocane si prese de forjare
|
|
Prin aschiere
|
|
Ciocane si prese de matritare la cald
|
|
Prin fascicul laser
|
|
Masini de forjat orizontale
|
|
Prin jet de apa cu inalta presiune
|
|
Prese de matritare si
stantare la rece
|
|
Sudare
|
|
Utilaje de presat materiale plastice
|
|
Prin presiune in puncte
|
|
Cuptoare de uscat
|
|
Cu arc in mediu de gaz
protector
|
|
Utilaje fixe pentru deba-vurare, demaselotare, cu-ratire,
sablare sudare, vop-sire
|
|
Lipire
|
|
Metalizare
|
|
Masini unelte de prelucrat prin aschiere
|
|
Vopsire
|
|
Umeda
|
|
Masini unelte de prelucrat prin procedee neconven-tionale
|
Uscata
|
|
Masini de lucru in industria
alimentara, textila, de pielarie, de
incaltaminte, a lemnului, etc.
|
|
Masurare, control de calita-te, testare
|
|
Dispozitive ale instalatiei
aducatoare / de evacuare
|
|
Operatii in "camere
curate"
|
|
Paletizare / depaletizare
|
|
|
|
Montaj
|
In
figurile de mai jos se prezinta diferiti roboti industzriali:
Definitii utilizate la
roboti industriali sunt:
o
Prin "paletizare / depaletizare"
se intelege operatia de asezare / scoatere a obiectelor din
locasurile depozitelor tip paleta.
o
Prin "montaj" ("asamblare")
se intelege operatia de constructie a unui ansamblu prin
imbinarea mai multor obiecte de lucru componente.
o
Prin "faza de operatie" se intelege secventa
componenta a operatiei aferenta unui obiect de lucru din
multimea obiectelor de lucru manipulate
o
In
timpul fazei de montaj propriu-zis, robotul industrial trebuie sa fie
condus dupa un program de traiectorie continua.
o
Prin
"servire" se intelege
operatia de introducere a obiectului de lucru in masina / utilajul /
instalatia / dispozitivul in care se produce operatia de prelucrare
si extragerea lui dupa terminarea prelucrarii.
In timpul operatiilor
robotizate de prelucrare cu scule purtate se necesita reglarea /
ascutirea / curatirea periodica a sculelor. De acesta,
in componenta sistemului de fabricatie robotizat se vor prevede posturi
de lucru automate care permit executarea operatiilor amintite, cuprinse in
ciclogramele de lucru ale sistemului si in programele de comanda
aferente.
Flexibilitatea robotului in
aplicatiile in care acesta manipuleaza scule este asigurata prin
reprogramare, respectiv prin posibilitatea schimbarii efectorului final,
inclusiv automat, robotul conlucrand in acest caz cu un depozit automat de
scule / capete de forta cu scule.
Sistemele de fabricatie in care
robotul executa operatii
tehnologice cu scule purtate pot cuprinde si instalatii
aducatoare / de evacuare cu dispozitive de transfer si roboti de
manipulare a obiectelor si dispozitivelor de lucru in operatii de
"servire".
Domenile de aplicatie in care robotul
manipuleaza scule, sunt:
n Destuparea manuala a
canalului de turnare la furnale este o operatie
cu un inalt grad de dificultate fizica si periculoasa pentru
integritatea operatorului uman care executa operatia. El poate fi
inlocuit de o instalatie de teleoperare, care manipuleaza un ciocan
de perforat actionat pneumatic (un cap de forta), cu care
operatia de destupare se realizeaza prin lovituri mecanice.
n confectionarea formelor
de turnatorie, unele dintre ele nu se pot executa
prin vibrare si necesita indesarea pamantului de turnare prin
batere. Aceasta operatie poate fi executata de robot
(instalatii de teleoperare), care manipuleaza un cap de
forta cu scula de indesare (de "batere") actionata
pneumatic.
n Demaselotarea si curatirea
pieselor turnate, debavurarea
si polizarea pieselor turnate, forjate sau prelucrate prin aschiere
se realizeaza folosind scule adecvate, actionate prin capete de
forta manipulate de roboti. Dificultatea operatiei
consta in geometria neregulata, imprevizibila a obiectelor de
lucru supuse prelucrarii. Se folosesc instalatii de teleoperare cu
reactie de forta / moment sau roboti industriali
condusi adaptiv, pe baza informatiilor furnizate de senzori de
forta / moment.
n Sudarea prin presiune in puncte utilizeaza ca efector final al
robotului un cleste de sudare, al carui electrozi sunt presati
pe componentele de tabla care urmeaza a fi asamblate.Robotul trebuie
sa pozitioneze electrozii in punctul de sudura de executat
si sa orienteze axa comuna a acestora, normala pe
suprafetele componentelor de tabla. Transferul
clestilor de la un punct de sudura la altul poate fi realizat dupa un program punct
cu punct (PTP).Dispozitivul de ghidare al robotului de sudare prin presiune in
puncte trebuie sa aiba cel putin 5 grade de mobilitate, sa
asigure acceleratii mari la trecerea de la un punct la altul iar
mecanismul generator de traiectorie trebuie sa asigure realizarea unui
spatiu de lucru mare. Sistemul de fabricatie in care exista un
post de sudare prin presiune in puncte trebuie sa contina
si un post de corectare (prin frezare) a formei geometrice a electrodului.
Repetabilitatea robotilor
utilizati pentru sudare prin presiune in puncte este cuprinsa intre
0,5 1 mm.
n Robotii industriali utilizati in operatii de acoperire a
suprafetelor prin vopsire, manipuleaza scule de tip "pistol". Acestea
contin o duza prin care realizeaza pulverizarea vopselei lichide
sau imprastierea vopselei sub forma de pulbere. Pulverizarea se
realizeaza fie sub actiunea unui jet de aer comprimat, fie sub
presiunea care se exercita asupra suprafetei lichidului aflat intr-un
rezervor din care se alimenteaza pistolul (procedeul "airless"). In
acelasi rezervor se realizeaza la nevoie si preincalzirea
vopselei.
Mai jos se
prezinta diferiti roboti care manipuleaza scule:
Sistemul robotizat de vopsire
trebuie sa contina un dispozitiv automat de curatire a
pistolului, cu functionarea inclusa in ciclul de functionare al
robotului. In cazul in care robotul trebuie sa vopseasca cu vopsele de diferite culori / calitati,
el va fi prevazut cu un dispozitiv de schimbare automata a
efectorului final, care va conlucra cu un depozit de scule (pistoale) amplasate
in periferia robotului. Comanda robotilor de vopsire se face prin programe
multipunct (MP) sau de traiectorie continua (CP).
In
componenta sistemului de acoperire robotizata mai intra o
instalatie aducatoare / de evacuare, cu miscarile
dispozitivelor fata de care robotul isi sincronizeaza
propriile miscari.
n
Prelucrarea prin
aschiere a unor obiecte cu ajutorul
unor scule purtate de robot se utilizeaza in cazul obiectelor de
dimensiuni mari, care nu pot fi montate in dispozitivele de lucru ale
masinilor unelte. Senzori de forta - moment controleaza
desfasurarea procesului de aschiere. Robotul trebuie sa
aiba o exactitate de repetabilitate de 0,01 0,05 mm.
 Eficiente
tehnico-economice deosebite prezinta robotizarea proceselor de prelucrare
prin tehnologii neconventionale: cu fascicul laser sau cu jet de apa
de inalta presiune.
Eficiente
tehnico-economice deosebite prezinta robotizarea proceselor de prelucrare
prin tehnologii neconventionale: cu fascicul laser sau cu jet de apa
de inalta presiune.
Cu ajutorul fasciculului laser se
pot efectua operatii de sudare, de taiere si de tratament termic
superficial de precizie, cu influentarea minimala a structurii
metalului din zona de prelucrat. Scula manipulata de robot este in acest
caz un cap laser (Fig. 16), continand un sistem optic, care asigura
concentrarea puterii fasciculului pe o suprafata mica a
obiectului.
In figura de mai jos se prezinta
principiul de functionare al robotului manipuland un "instrument de zero",
in cadrul operatiei de masurare a unei caroserii de automobil.
Deseori, operatiile de control
de calitate si inspectie se realizeaza cu ajutorul unor capete
de lucru echipate cu senzori video (metode "ochi in mana"). Robotii
utilizati in operatii de masurare, control de calitate, testare
si inspectie, manipuleaza ca si scule capete de lucru, care
realizeaza operatiile respective in diferite zone ale obiectului de
lucru. Constructia capetelor de lucru in cauza este adecvata
tipului de operatie de realizat.
 In figura alaturata
se prezinta un cap de inspectie cu senzori video, purtat de robot
pentru controlul calitatii suprafetei, pe care un alt cap purtat
de acelasi robot depune un strat de etansare sub forma de fluid
vascos (care se autolipeste).
In figura alaturata
se prezinta un cap de inspectie cu senzori video, purtat de robot
pentru controlul calitatii suprafetei, pe care un alt cap purtat
de acelasi robot depune un strat de etansare sub forma de fluid
vascos (care se autolipeste).
Comanda robotilor
utilizati in operatii de masurare, control de calitate, testare
si inspectie se realizeaza dupa programe "punct cu punct"
(PTP) in cazul in care zonele de masurat / controlat / testat / inspectat
sunt amplasate izolat sau pe "traiectorie continua" (CP) daca aceste
zone prezinta o continuitate in lungul unei linii. Exactitatea de
repetabilitate a robotilor utilizati in asemenea aplicatii
trebuie sa fie corelata cu exactitatea masuratorilor care
urmeaza a fi efectuate.
Conceperea
si realizarea aplicatiilor industriale ale robotilor
prezinta unele particularitati
1. robotii trebuie
sa continue inlocuirea oamenilor in munci periculoase (de aceasta
beneficiaza toti);
2. robotii trebuie
sa continue inlocuirea oamenilor in munci pe care ei nu vor sa le
execute (si de aceasta beneficiaza toti);
3. robotii ar trebui
sa inlocuiasca oamenii in munci pe care le pot executa mai economicos
(aceasta la inceput va dezavantaja pe unii, dar in final va fi in avantajul
tuturor, ca si in cazul primelor doua legi).
Pentru succesul robotizarii sunt necesare urmatoarele
conditii:
1. sa existe o
necesitate clar perceputa;
2. sa fie
disponibile tehnologii adecvate si
practicieni competenti;
3. sa existe un suport
financiar adecvat.
Activitatile
de fabricatie s-au automatizat - robotizat atunci cand:
1. energia necesara sau
mediul inconjurator depaseste posibilitatile de
suportare ale operatorului uman;
2. priceperea necesara
pentru a produce ceva util depaseste capacitatile
operatorului uman;
3. cererea pentru produs este
atat de mare incat exista o motivatie pentru cautarea unor
modalitati de fabricatie mai bune.