VALORIFICAREA MATERIALELOR PLASTICE PRIN
REPRELUCRARE
Dezvoltarea continua a productiei si consumului de materiale plastice a
determinat, asa cum s-a aratat, o crestere considerabila a cantitatilor de
materiale secundare de acest tip. Acestea din urma se caracterizeaza printr-un
continut energetic ridicat si capacitate mare de poluare a mediului ambiant,
factori care justifica preocuparile intense pentru valorificare lor.
Pentru a se ajunge la o evaluare corecta a posibilitatilor practice si
economice de valorificare a SMP1, este necesar sa se ia in consideratie sursele
acestora, natura chimica a polimerilor ce stau la baza lor, deosebirile dintre
diferitele tipuri de produse din MP1, toti acesti factori contribuind la
alegerea procedeelor de valorificare si domeniilor de utilizare a produselor
care incorporeaza SMP1 sau sunt fabricate exclusiv din acestea.
Atunci cand se iau in
discutie caile de valorificare a SMP1, trebuie avut in vedere atat cele
rezultate in instalatiile de sinteza a polimerilor destinati prelucrarii de MP1
si cele rezultate in instalatiile de prelucrare-formare MP1, cat si pe cele sub
forma de produse uzate din MP1.
In cele ce urmeaza, vor
fi tratate pe larg caile de valorificare a materialelor ssecundare formate in
instalatiile de prelucrare-formare a MP1 si cele sub forma de produse utilizate
din MP1.
VALORIFICAREA MATERIALELOR PLASTICE SECUNDARE FORMATE IN PROCESELE DE
PRELUCRARE
Caracteristicile polimerilor, ca si necesitatile din practica utilizarii
acestora, au determinat introducerea in domeniul prelucrarii MP1 aproape a
tuturor procedeelor cunoscute pentru alte materiale.
La prelucrarea MP1 prin aceste procedee in
afara de produsele finite se formeaza si o cantitate apreciabila de SMP1 ale
caror principale surse pot fi considerate SMP tehnologice si rebuturile.
Materialele
polimerice secundare tehnologice se considera toate materialele rezultate la
prelucrarea MP1, inerente procedeului in stadiul respectiv, tehnologiei si
constructiei instalatiei si care nu pot fi evitate, chiar in conditii perfecte
de lucru. Ca exemplu de astfel de SMP1 mentionam:
culeele, materialul din canalul de
injectie si bavurile formate la prelucrarea prin injectie;
bavurile formate la prelucrare
prin presare, suflare si turnare;
materialele rezultate la decuparea
produselor fabricate prin termoformare sau alte procedee secundare de
prelucrare, confectie etc.
Rebuturile sunt
materialele formate ca rezultat al unor conditii necorespunzatoare de lucru,
defectiuni ale instalatiei sau variatii in structura materiei prime si
compozitiei amestecului supus prelucrarii.
Ambele aceste tipuri de
materiale, colectate si pastrate in conditii adecvate, se caracterizeaza printr-o
structura unitara si lipsa contaminarii. Drept urmare, cea mai adecvata cale de
valorificare a lor se considera a fi recircularea directa in instalatii de
prelucrare.
Dar in instalatii de
prelucrare a MP1 mai rezulta si alte tipuri de SMP1 cum ar fi:
maturatura provenita de la
spargera sacilor in care se transporta polimerul sau amestecul ce urmeaza a fi
prelucrat (cel mai adesea sub forma de granule);
corzi sau baghete din procesul de
granulare si refuzul de la site de sortare a granulelor;
filme, placi, epruvete distruse
etc., rezultate in urma pregatirii si incercarii epruvetelor in cadrul
controlului de calitate;
materale rezultate la pornirea si
oprirea instalatiilor de prelucrare sau de la curatirea utilajelor.
Aceste SMP1 se caracterizeaza,
de obicei, printr-un grad mai mare sau mai mic de degradare si grade variate de
contaminare. Pentru valorificarea lor poate fi luata in considerare si
recircularea in procesul de prelucrare dar, cel mai adesea SMP1 de acast tip
sunt colectate si vandute unor intreprinderi specializate in recircularea MP1
sau pentru alte cai de valorificare.
In prezent, toti
prelucratorii de MP1 sunt preocupati de reducerea productiei de SMP1 formate in
propriile intreprinderi. Dar cu toate perfectionarile aduse instalatiilor de
prelucrare, chiar in conditiile eliminarii totale a SMP1 rezultate ca urmare a
unor conditii neadecvate de lucru, fiecare tehnologie este caracterizata de o
anumita cantitate de astfel de materiale. In functie de tehnologia de prelucrare
folosita si de produsul fabricat, ponderea SMP1 formate variaza intre 3-60% din
cantitatea totala de MP1 introduse in proces. O parte din acestea sunt
recirculate direct in procesul de prelucrare, iar restul sunt vandute
intreprinderilor specializate in recircularea MP1, sau pur si simplu, aruncate.
Prelucratorii de MP1 fac eforturi considerabile in vederea reducerii ponderii
SMP1 nerecirculabile, prin cresterea proportiei de astfel de materiale
recirculabile in procesele proprii de prelucrare.
Se apreciaza ca proportia de SMP1t
formate in instalatiile de prelucrare a MP1 (extrudare, injectie, suflare etc.)
va putea fi redusa in viitor, ca urmare a unor perfectionari aduse utilajelor
de prelucrare si un control mai riguros al proceselor, bazat pe date noi
privind reologia topiturilor de polimeri.
Recurgerea la recircularea directa in propriile instalatii de
prelucrare a SMP1, sau vinderea lor catre alti beneficiari depinde in principal
de :
procedeele de prelucrare folosite;
gradul de integrare pe verticala
si pe orizontala a intreprinderii;
capacitatea de prelucrare a
intreprinderii.
In general, se considera ca pot fi recirculate
direct in proces, fara dificultati deosebite, SMP1, cu structura unitara,
nedegradate si necontaminate. Fac exceptie SMP1t care au in compozitia lor
PVC-U a caror recirculare este mai greu de realizat si blocurile mari (formate
in principal in cazul prelucrarii prin extrudere si prin injectie) pentru a
caror pregatire in vederea recircularii sunt necesare utilaje de mare gabarit
si putere de antrenare apreciabila.
Este de preferat, ca recircularea SMP1t sa se faca chiar in timpul
prelucrarii MP1 respectiv, putandu-se astfel asigura amestecarea materialului
reticulat cu materialul nou si alimentarea amestecului obtinut direct la
utilajul de prelucrare.
Posibilitatea utilizarii la maxim, in instalatiile de prelucrare, a
SMP1t depinde de marimea intreprinderii si spatiul de depozitare de care
dispune aceasta, costul echipamentului de recirculare, numarul de tipuri de MP1
prelucate si varietatea lor coloristica, diversitatea procedeelor de prelucrare
utilizate si gama produselor fabricate. In plus, recircularea unor SMP1t pune
probleme deosebite cum ar fi:
MP1 avand la baza PVC-U se
reprelucreaza greu datorita stabilitatii lor termice reduse;
Foliile orientate si fibrele din
PA, PETP sau PO sunt voluminoase la depozitare si prezinta dificultati
laaglomerare;
PS expandat este voluminos si
necesita un echipament special pentru a-l aduce la o forma acceptata de
utilajele de prelucrare;
Unele SMP1t (PA, PC, ABS etc.)
absorb umiditate, acestea avand efecte negative asupra caracteristicilor
polimerului prelucrat. Drept urmare se impune o uscare a SMP1t avand la baza
astfel de polimeri.
Pentru a rezolva aceste probleme, SMP1t se supun unor
operatii adecvate de pregatire (maruntire, macinare fina, aglomerare,
aditivare, uscare, granulare etc.).
Unii prelucratori de MP1, din ratiuni care le apartin,
nu doresc sa-si complice cu utilaje necesare recircularii SMP1t. Pentru acestia
a luat nastere o industrie speciala, care preia SMP1t, le prelucreaza si in
final le transforma in MP1 pe care le revand intreprinderilor de prelucrare,
sau altor beneficiari. Serviciile oferite de aceste intreprinderi au in vedere:
maruntirea sau macinarea fina, aglomerarea, granularea, uscarea etc.
In intreprinderile de prelucrare, SMP1t apar atat in
procesele de transformare primara (stadiul 1 de prelucrare) cat si in cele de
prelucrare secundara (stadiul 2). Se pot recircula direct numai SMP1t formate
in procesele de transformare primara, cele de la transformarea ssecundara sunt,
de obicei, vandute celor care asigura primul stadiu de prelucrare.
Indiferent de tehnologiile folosite sau stadiul de
transformare, toate intreprinderile de prelucrare a MP1 arunca 1-2% din
cantitatea de SMP1t formate. In intreprinderile mai mici, proportia de SMP1t
aruncate este mai ridicata (6-10%). SMP1t aruncate se prezinta cel mai adesea
sub forma de blocuri, maturatura cu grad mare de impurificare, material
rezultat la curatirea utilajelor de prelucrare sau cu grad mare de degradare.
MODIFICAREA CARACTERISTICILOR MATERIALELOR PLASTICE
IN CURSUL PRELUCRARII
Cele mai raspandite procedee de prelucrare a
MP1 au la baza procese termomecanice. Sub actiunea combinata a energiei termice
si a fortelor mecanice se asigura transformarea MP1 in semifabricate sau
produse finite, dar concomitent cu aceasta, in amestecul supus prelucrarii au
loc si o serie de reactii chimice.
Dintre acestea, importanta deosebita prezinta cele de reticulare si
reactiile de degradare a compusilor macromoleculari care stau la baza
amestecurilor supuse prelucrarii.
Reactiile de reticulare sunt caacteristice polimerilor termoreactivi si
au loc la prelucrarea MP1 care au la baza compusii macromoleculari de acest
tip.
Exista insa si cazuri de procese de prelucrare in care se urmareste
realizarea reticularii si la alti polimeri decat cei termoreactivi (PE, PVC),
dar assemenea situatii sunt mai rare in industria de MP1.
Prin reticularea polimerilor sub actiunea caldurii, sau a unor agenti
de reticulare, se asigura modificari chimice ireversibile care determina
formarea de produse insolubile si infuzabile, iar materialul odata format nu
mai poate fi adus din nou in stare fluid-vascoasa pentru a putea fi prelucrat.
Degradarea polimerilor in cursul prelucrarii termomecanice a MP1
constituie rezultatul conditiilor ssevare de lucru, principalii factori care
pot contribui la acest proces fiind solicitarile mecanice (degradare mecanica)
si termice (degradare termica), la care se adauga actiunea apei (degradare
hidrolitica) si a oxigenului (degradare termooxidativa). Toate procesele de
degradare care au loc in timpul prelucrarii MP1 pot fi activate catalitic, fie
sub actiunea diferitelor substante ramase in polimer din faza de sinteza sau
introduse special in amestecul supus prelucrarii, fie autocatalitic, cand chiar
fragmentele de distructie pot activa in continuare scindarea lanturilor
macromoleculare.
Solicitarile la care sunt supusi polimerii in cursul prelucrarii sunt
diferite in functie de tehnologia de lucru utilizata, dar, in majoritatea
cazurilor, procesele de degradare pe care acestia le sufera constituie
rezultatul actiunii combinate (solicitari mecanice, termice etc.) cu efect
marit in comparatie cu actiunea separata a fiecareia dintre acestea.
Se considera (tabelul 1.1) ca solicitarea mecanica este predominanta la
prelucrarea MP1 in stare amorf-sticloasa ca si la formarea prin injectie si
extrudere (la gradientii de forfecare peste 10³sˉ¹). Solicitarea termica
puternica este caracteristica tehnologiilor de prelucrare prin presare, formare
rotationala, turnare etc., in timp ce la valtuire si calandrare procesele de
degradare ce au loc se datoresc aproape exclusiv actiunii oxigenului
atmosferic.
Tabelul 1.1. Tipul solicitarilor in functie
de procedeul de prelucrare
|
Procedeul de
prelucrare
|
Gradientul de
Forfecare, sˉ¹
|
Solicitare termica
|
Actiunea
oxigenului
|
|
Presare
|
|
In
functie de material si conditii de lucru
|
Mica
|
|
Valtuire
Clandrarea
|
|
In
functie material si conditii de lucru
|
Mare
|
|
Extrudere
|
|
In
functie de material si conditiile de lucru
|
Mica
|
|
Injectie
|
|
In
functie de material si de conditiile de lucru
|
Mica
|
Prelucrarea termomecanica a MP1 termoplastice
determina o serie de modificari in structura polimerilor ce stau la baza lor.
Aceste modificari sunt mai greu de observat dupa primul proces de prelucrare,
aceasta atat datorita masurilorce se iau pentru reducerea lor la minim
(alegerea adecvata a compozitiei amestecului, stabilirea unor conditii optime
de lucru etc.), cat si lipsei unui standard de referinta. Situatia se schimba
atunci cand se pune problema reprelucrarii (recircularii) MP1 intru-cat
modificarile ce au loc se accentueaza, iar ca standard de referinta se poate
folosi produsul obtinut de la prima operatie de prelucrare.
Exista numeroase studii privind comportarea la prelucrarea
repetata a diferitelor tipuri de MP1. Unele dintre acestea se refera la
prelucrarea polimerilor in stare amorf-sticloasa sau cristalina, dar
majoritatea lor privesc prelucrarea MP1 in stari fluid-vascoase.
Daca se analizeaza in ansamblu influenta prelucrarii
repetate asupra principalelor caracteristici ale diferitilor polimeri
termoplastici se constata urmatoarele:
in timpul prelucrarii au loc
procese de degradare a lanturilor moleculare cu formare de macroradicali
capabili sa participe la reactii de recombinare, disproportionare si transfer;
degradarea este mai redusa,
respectiv numarul posibil de recirculari ale materialului creste, daca se
reduce intensitatea si in special durata solicitarilor mecanice si termice;
scindarea lanturilor
macromoleculare, urmata de recombinarea macroradicalilor determina modificarea
distributiei masei molare a polimerilor supusi prelucrarii. Se observa o
crestere a proportiei de fractiuni cu masa molara mica si aparitia de fractiuni
cu masa molara mare, acastea din urma ca rezultat al recombinarii unor
macroradicali cu grad de polimerizare ridicat;
cresterea proportiei de catene
ramificate ca urmare a reactiilor de transfer in lant;
reticularea lanturilor
macromoleculare, respectiv cresterea fractiunii de gel, fapt datorat recombinarii
macroradicalilor de pe catena;
inchiderea la culoare si pierderea
transparentei polimerilor;
modificarea caracteristicilor
reologice (tabelul 1.2) si a celor fizico-mecanice ale polimerilor (tabelul
1.3). Pentru acestea din urma se constata ca atat timp cat scaderea masei
molare nu depaseste limita valorii caracteristice compusilor macromoleculari,
modificarile inregistrate sunt putin insemnate. Din aceasta constatare se
desprinde concluzia ca, urmarirea caracteristicilor fizico-mecanice nu poate
constitui o metoda suficient de concludenta pentru a stabili modificarile care
au loc ca rezultat al prelucrarii repetate a polimerilor.
Datele din literatura referitoare la
rezultatul prelucrarilor repetate asupra caracteristcilor structurale,
reologice si fizico-mecanice ale diferitilor polimeri termoplastici trebuie
luate ca informatii si nu ca valori absolute, intru-cat ele sunt functie de
particularitatile polimerului, tipul de utilaj folosit si caracteristicile
constructive ale acestuia, conditiile de lucru si alti factori.
|
Polimeri
|
Temperatura
de lucru, °C
|
Indicele
de fluiditate,
g.10
minˉ¹
|
Variatia
indicelui de fluiditate
|
|
Dupa 5
cicluri de injectie
|
Dupa 10
cicluri de injectie
|
|
PMMA
|
|
|
|
|
|
PS
|
|
|
|
|
|
SAN
|
|
|
|
|
|
PC
|
|
|
|
|
|
CA
|
|
|
|
|
|
PE-HD
|
|
|
|
|
|
PE-LD
|
|
|
|
|
|
PP
|
|
|
|
|
|
PA 610
|
|
|
|
|
Tabelul
1.2. Variatia indicelui de fluiditate la prelucrarea repetata prin injectie
pentru diferiti polimeri termoplastici
POSIBILITATI DE RECIRCULAREA
MATERIALELOR SECUNDARE REZULTATE LA PRELUCRAREA MATERIALELOR PLASTICE
Atunci cand se
discuta posibilitatile de reintroducere in circuitul de productie a SMP1t trebuie sa avem in vedere, in primul
rand, structura polimerilor care stau la baza acestora si modificarile pe care
ei le sufera in timpul formarii.
In cazul MP1 care
au la baza polimeri termoreactivi, acestia sufera modificari chimice importante
ireversibile, ei devin rigizi, infuzibili si insolubili, iar materialul odata
format nu mai poate fi adus din nou in stare fluid-vascoasa pentru a fi
reprelucrat. SMP formate la prelucrarea acestui tip de MP1 sunt rareori
recirculate direct in procesul de productie si atunci numai in scopuri cu totul
speciale.
In ceea ce priveste
SMP rezultate la prelucrarea pulberilor de formare pe baza de rasini
fenolformaldehidice s-a incercat recircularea acestora ca componenta a masei de
presare, incluzandu-le in procesul de formare.
Rasina continuta in
SMP se deosebeste de cea din pulberea de formare initiala prin gradul sau de
polimerizare, care variaza in functie de stadiul de reticulare ( A, B sau C) la
care s-a ajuns in timpul prelucrarii. Atat timp cand in rasina ce sta la baza
SMP exista inca destule grupe metilolice libere (rasina se gaseste sub forma de
rezol sau rezitol), materialul poate sa se inmoaie atunci cand este incalzit la
temperaturi de peste 100°C. Continutul de grupe metilolice libere din rasina
cuprinsa in SMP depinde de temperatura de lucru si de durata procesului de
formare; cu cat valoarea acestor parametrii este mai mare cu atat reticularea
rasinii este mai completa (se atinge stadiul de rezit). Daca intru-n amestec de
rasina fenolformaldehidica, faina de lemn si alte adaosuri auxiliare se
introduc SMP foarte fin macinate, iar compozitia se supune unei amestecari pe
cald la valt, atunci o parte din rasina continuta in SMP, respectiv cea sub
forma de rezol sau rezitol, poate fi solvita de rasina nou introdusa, restul
infuzibil comportandu-se ca material de umplutura.
Tabelul
1.3 Variatia principalelor
proprietati fizico-mecanice la prelucrarea repetata prin injectie pentru
diferiti polimeri termoplastici
|
polimerul
|
Densitatea, kg.mˉ³
|
Rezistenta la rupere, 10-5N.m-2
|
Rezistenta la soc, 10-3
Nm.m-2
| |
|
Materialul
initial
|
Dupa 10 cicluri de injectie
|
Material initial
|
Dupa 5 cicluri de injectie
|
Dupa 10 cicluri de injectie
|
Material initial
|
Dupa 5 cicluri de injectie
|
Dupa 10 cicluri de injectie
| |
|
|
PMMA
|
|
|
|
|
|
|
|
| |
|
PS
|
|
|
|
|
|
|
|
| |
|
SAN
|
|
|
|
|
|
|
|
| |
|
PC
|
|
|
|
|
|
|
|
| |
|
AC
|
|
|
|
|
|
|
|
| |
|
PE-HD
|
|
|
|
|
|
|
|
| |
|
PE-LD
|
|
|
|
|
|
|
|
| |
|
PP
|
|
|
|
|
|
|
|
| |
|
PA
610
|
|
|
|
|
|
|
|
| |
valorile in procente reprezinta variatia de la
10 determinari
Caracteristicile
produselor obtinute in urma prelucrarii unui amestec de pulbere de formare noua
si pulbere obtinuta prin macinare fina a SMP depind de cantitatea de SMP
introduse si de tipul acesteia. SMP provenite din bavuri, cu grad de reticulare
mai mic decat cele sub forma de rebuturi, pe langa faptul ca pot inlocui total
materialul de umplutura din pulberea de formare fenolformaldehidica, determina
chiar si o imbunatatire a proprietatilor mecanice si rezistentei la apa a
produselor fabricate (tabelul 1.4).
Tabelul 1.4 caracteristicile produselor obtinute din pulberi de formare
fenolformaldehidice la care o parte din materialul de umplutura a fost inlocuit
cu SMP1t
|
Tipul
de material secundar
|
Raportul faina de lemn/SMP
|
Indicele de curgere, mm
|
Rezistenta la incovoiere,
10-3N.m-2
|
Rezistenta la soc in
crestatura, 10-3 Nm.m-2
|
Stabilitatea termica, Martens, sC
|
Absorbtia de apa, 106,
kg.mm10-3, 24 ore
|
|
Rebuturi
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Bavuri
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S-a constatat ca
produsele obtinute dintr-o pulbere de formare continand pana la 50% SMP fin
macinate (0.08 - 0.5 mm) se deosebesc destul de putin in ceea ce priveste
aspectul, proprietatile fizice si valoarea de intrebuintare de cele realizate
numai din material nou. Formarea acestor amestecuri poate fi realizata atat
prin presare watt si prin injectie.
Prin introducerea
in pulberile de formare fenolformaldehidice a SMP fin macinate se inrautatesc
caracteristicile de prelucrare ale acestora. Daca pulberea obtinuta prin
macinarea SMP este supusa unui tratament cu fenoli sau rasini fenolice, se
constata o reducere a influentei pe care acestea o au asupra prelucrabilitatii
amestecului.
Din punct de vedere
economic, recircularea SMP formate la prelucrarea pulberilor de formare
fenolformaldehidice prezinta unele inconveniente, legate de conditiile grele de
macinare a acestora si consumul mare de energie necesitat de utilajele folosite
in acest scop.
Matricele secundare
rezultate la prelucrarea pulberilor de formare carbamidice, dupa macinare, pot
fi reintroduse la prelucrare (pana la 10% din compozitia amestecului), dar, cel
mai adesea se utilizeaza ca material de umplutura la fabricarea materialelor cu
structura celulara de tip ureoformaldehidic.
Daca se au in
vedere SMP format la fabricarea materialelor compozite ce au la baza polimeri
termoreactivi si fibre de sticla, recircularea acestora poate fi realizata prin
macinare fina si adaugarea pulberii obtinuta in rasina folosita ca liant,
indiferent de tipul acesteia (epoxidica, poliesterica etc.) sau ca materiale
De umplutura la
fabricarea vopselelor etc.
In cazul
prelucrarii poliuretanilor, aproximativ 10%din materiile prime introduse se
regasesc sub forma de SMP. La recircularea acestora trebuie sa se tina seama de
configuratia (reticulata sau nereticulata) a PUR care sta la baza lor.
Daca avem in vedere
numai SMP cu structura celulara pe baza de PUR reticulati, pentru reprelucrarea
acestora se are in vedere in primul rand maruntirea sau macinarea fina a lor si
introducerea produsului obtinut in compozitiile de turnare poliuretanice. Desi
adaugarea unor cantitati stabilite de SMP determina diminuarea unor
caracteristici ale amestecului supus prelucrarii, aceasta nu are nici o
importanta asupra functionalitatii produsului fabricat (talpi, spume etc.).
In cazul in care
SMP maruntite sau macinate sunt supuse unor procese de plastifiere (pe valt,
extruder etc.) se reduce gradul de reticulare a acestora, iar modificarea
proprietatilor pe care ekle o determina este mai mica.
La prelucrarea MP1
avand la baza polimeri termoplastici, in conditii de lucru ce nu depasesc o
anumita limita de temperatura si durata, nu se observa modificari chimice
esentiale ale acestora. Drept urmare, ele pot fi supuse unor cicluri repetate
de trecere din starea amorf-sticloasa in stare de fluid-vascoasa si invers,
fara a-si modifica sensibil caracteristicile lor de baza. Aceasta inseamna ca
SMP1 termoplastice vor putea fi introduse in circuitul de prelucrare fara
dificultati.
Cu toate ca
prelucrarea SMP1t ce au la baza polimeri termoplastici nu ridica probleme
deosebite si in acest caz intervin o serie de factori de care trebuie sa se
tina seama la recircularea lor.
Posibilitatile de
refolosire a acestor SMP sunt variate, ca urmare a diversitatii mari de
materiale termoplastice prelucrate, oportunitatea recircularii si proportia de
recirculare la produsul initial, sau alegerea unui alt domeniu de utilizare
fiind determinate de calitatea SMP si de caracteristicile cerute produsului
fabricat.
Practica a
demonstrat ca, in cazul produselor de culori deschise sau transparente, la care
aspectul are o deosebita importanta (bunuri de larg consum, ambalaje de
prezentere, piese decorative etc.) trebuie sa se evite reciclarea SMP1t sau
acestea sa se introduca in proportii mici. Aceasta restrictie este valabila si
pentru diferite repere tehnice carora la se impun limite restranse a
tolerantelor dimensionale si caracteristici macanice superioare. In schimb, in
cazul produselor de uz industrial, pentru care se admit culori inchise, opace,
proportia de SMP1t recirculate, poate sa fie mare, pana la limita la care
produsele fabricate mai corespund din punct de vedere al caracteristicilor
mecanice, electrice si de stabilitate dimensionala.
In cazul fabricarii
unui anumit produs, lucrand pe aceeasi instalatie, se pot obtine calitati
diferite ale acestuia, in functie de proportia SMP1t recirculate.
Astfel, la
fabricarea prin extrudere a foliilor tubulare din PE, folosind materie prima
noua, se obtine un produs transparent cu proprietati mecanice foarte bune. Daca
PE noua se amesteca cu o cantitate de SMP1 rezultate dintru-n proces anterior
de prelucrare, folia obtinuta nu va mai avea aceeasi transparenta, in schimb
proprietatile vor fi aceleasi. In cazul in care proportia de SMP1t introiduse
in amestecul supus prelucrarii este mare, nu va mai fi posibila fabricarea unei
folii subtiri, dar se vor putea obtine folii mai groase, eventual colorate, ale
caror proprietati mecanice vor fi apropiate de cele obtinute din materia prima
noua.
Primele MP1 la care
s-a pus problema recircularii SMP1t au fost cele de mare tonaj (PE, PVC, PS,
ABS), aceasta ca urmare a cantitatilor mari de astfel de materiale rezultate la
prelucrarea lor. In ultimii ani insa, o importanta deosebita s-a acordat
recircularii SMP1t rezultate le prelucrarea tehnopolimerilor (PA, PC, POM, PSF,
PTFE etc.) la care, chiar daca cantitatile de SMP1 formare sunt mici ele au un
cost ridicat si in multe cazuri sunt deficitare.
ASPECTE TEORETICE
In ultimii ani s-au
facut incercari de tratare teoretica a problemei recircularii SMP1t. Acestea au
avut ca scop stabilirea continutului de material recirculat in produsele
fabricate, calcularea cantitatii totale de material nou prelucrat si a
procentului de SMP1 la fiecare ciclu de prelucrare. De asemenea, s-a urmarit
gasirea unor ecuatii de bilantde materiale pentru instalatiile de prelucrare cu
recirculare a SMP1t, precum si calcularea diferitelor caracteristici ale MP1
avand in compozitia lor materiale prelucrate de mai multe ori.
Avand in vedere
faptul ca recircularea SMP1 se face continuu, inseamna ca in produsul obtinut
vor fi inglobate materiale care au fost supuse unui numar diferit de cicluri de
prelucrare. Continutul de material care a suferit un anumit numar de prelucrari
depinde de raportul de amestecare dintre materialul nou si SMP1, asa cum
rezulta din tabelul 1.5.
Cu ajutorul unor
tabele de acest tip se poate stabili care este proportia optima de SMP1 care
pot fi reintrodusse in proces, astfel ca materialul ce a fost supus unui numar
de cicluri de prelucrare sa dispara din produsul fabricat, sau sa se gaseasca
in acesta intr-o proportie mica (sub 0.5%) care sa nu-i influenteze defavorabil
caracteristicile.
Pentru cantitatii
totale de material nou necesar si a procentului de SMP1 formate la prelucrarea
prin injectie s-au stabilit urmatoarele relatii:
SN = V [
Q- 2n/ (Q+1)]/(Q-1)
(1.1.)
D = [ 2n(Q-1)100]/[
Q(Q+1)n+1 - 2n(Q+1)] (1.2.)
In care SN
eate cantitatea totala de material nou, utilizata pentru a realiza n recirculari;
D - proportia de
SMP1 formata dupa n recirculari, %;
V - cantitatea de
material luata initial in lucru;
n - numarul de
recirculari;
Q - raportul dintre masa produsului fabricat si a SMP1 formate in urma
unui ciclu de injectie.
Prin transpunere grafica a relatiilor de mai sus, pentru un raport
material nou /SMP1 de 1/1 si valori ale
lui Q de la 1/7 la 7, se obtin familiile de curbe din fig. 1.1:
Din analiza
curbelor prezentate in aceasta figura se constata ca, pentru un raport material
nou/SMP1 dat, recircularea este cu atat mai avantajoasa cu cat Q are valori mai
mici. Pentru o valoare Q data, proportia de SMP1 formate scade odata cu reducerea
raportului dintre materialul nou si SMP1 din amestecul supus prelucrarii.
Astfel, pentru Q =
1 si raport material nou/SMP1 de 1/1 rezulta ca, in timp ce dupa prima
injectie, proportia de SMP1 este de 50%, daca se opreste recircularea dupa al
patrulea ciclu de prelucrare, procentul de SMP1 este de 20%, iaar dupa 10
injectii se reduce la circa 7.5%.
Pentru aceeasi
valoare a lui Q, daca raportul de amestecare matrial nou/SMP1 este de 1/2 dupa al saptelea ciclu de prelucrare,
proportia de SMP1 scade la 3.75% (tabelul 1.5).
Stabilirea
ecuatiilor de bilaant pentru instalatiile de prelucrare cu recircularea SMP1
este deosebit de importanta, deoarece cu ajutorul acestora se poate calcula,
atat cantitatea de SMP1 recuperabile formate, cat si capacitatea de productie a
instalatiilor de prelucrare.
Daca se are in
vedere un proces de prelucrare in doua stadii (fig. 1.2) din care primul
corespunde instalatiei de transformare a MP1sub forma pulverulenta sau de
granule in produse intermediare (semifabricate, placi, folii etc.), iar al
doilea priveste instalatiile de prelucrare a acestora in scopul transformarii
in produse (articole de consum etc.), se obtine un sistem complex de ecuatii cu
ajutorul carora se poate calcula rapid differite ecuatii de bilant, corespunzator
situatiilor intalnite in practica.
Aplicarea
siatemului de ecuatii stabilit, la o instalatie de prelucrare in doua stadii,
la care primul stadiu este alimentat cu un debit de 100t pe zi granule noi,
SMP1 formate in proces reprezentand 16% in primul stadiu si 24% in cel de-al
doilea, iar pierderile de SMP1 nerecuperabile 10%, permite sa se constate
urmatoarele:
cantitatea
de SMP1 formate la prelucrarea granulelor si care poate fi valorificata
reprezinta 21.3% din materia prima noua;
cantitatea
de SMP1 formata la prelucrarea produselor intermediare (stadiul 2) si care
poate fi valorificata (la stadiul 1) reprezinta 26.9%.
Tabelul 1.5 Compoziztia
produselor obtinute la prelucrarea prin injectie cu recircularea SMP1t
(raportul material nou/SMP1t = 1/2)
|
Nr.
de recirculari
|
Material
nou, %
|
Material
recirculat ( R ), %
|
|
R1
|
R2
|
R3
|
R4
|
R5
|
R6
|
R7
|
R8
|
R9
|
R10
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Fig. 1.2. Bilantul de materiale al instalatiilor de
prelucrare in doua stadii a MP1


 SMP1 SMP1 nerecuperabile
SMP1 SMP1 nerecuperabile
recuperabile



 produs
produs

 finit finit
finit finit

SMP1 SMP1
Recuperabile nerecuperabile
Aceste cantitati de
SMP1 trebuie luate in consideratie la proiectarea capacitatilor suplimentare de
prelucrare necesare si anume: capacitatea suplimentara de 48.2% (21.3 + 26.9)
pentru stadiul 1 de prelucrare, ceea ce corespunde cu o crestere a capacitatii
cu 24.5% pentru stadiul 2 de prelucrare.
Daca se impune ca
numarul de cicluri de prelucrare a SMP1 recirculatie sa fie limitat, forma
ecuatiilor de bilant, se modifica, dar rezultatele obtinute cu acestea difera
foarte putin de cazul in care numarul de prelucrari este infinit.
In cazul
prelucrarii prin injectie s-a incercat stabilirea de ecuatii care sa permita
calcularea valorii unei proprietati a produsului, avand in vedere faptul ca
acesta contine, in cazul prelucrarii cu recirculare a SMP1, cantitati de
material care a fost supus unui numar diferit de cicluri de formare.
Daca se presupune
ca utilajul de formare are capacitatea de injectie de o unitate, iar c
reprezinta fractiunea corespunzatoare produsului fabricat, rezulta ca
fractiunea de SMP1 formate la un ciclu de prelucrare va fi (1 - c). SMP1 sunt
colectate direct la masina de injectie si depozitate intru-n container special.
In cazul in care produsul obtinut in urma unui ciclu de formare are valoarea P1
a unei proprietati, iar Pn reprezinta valoarea aceleiasi proprietati
dupa n cicluri de injectie (n - 1 recirculari), proportiile de material avand
valorile P1, P2, P3, . ,Pn, din
containerele 1, 2, 3, . ,n vor fi cele din tabelul 1.6.
Tabelul 1.6. Proportia de SMP1 cu valoarea proprietatii P, in functie de
numarul ciclurilor de prelucrare
|
Val.
proprietatii
Nr
containera
|
P1
|
P2
|
P3
|
|
Pn
|
|
|
|
|
|
|
|
c
|
1-c
|
|
|
|
|
c
|
c(1 -c)
|
(1-c)2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n
|
c
|
c(1-c)
|
c(1-c)2
|
|
(1 - c)n-1
|
Cand o parte a
continutului din cel de-al n-lea container este amestecat cu o fractiune k de
material nou (avand valoarea proprietatii P0) in proportii de (1-k)/k, fractiunea de SMP1 fiind (1-k),
valoarea proprietatii in stare stationara (Ps) poate fi calculata cu o serie de
forma:
n-1
Ps = kP0
+ (1+k) c Σ (1-c)j-1Pj + (1-k) (1-c)n-1 Pn (1.3.)
1
Ecuatia de mai sus
poate fi exprimata ca suma a (i-1) termeni a unui rest Pr
i-1
Ps = kPn
+ (1-k)c Σ (1-c)n-1 Pn + Pr (1.4.)
1
in care: Pr
este suma de la i la (n-1)
Valoarea
proprietatii in stare stationara poate fi calculata daca se cunoaste forma
functiei P = f(n).
Pentru a se realiza
astfel de calcule s-a avut in vedere forma curbelor experimentale ce redau
variatia diferitelor proprie3tati ale MP1 in functie de numarul de cicluri de
prelucrare (fig. 1.3.).
1
2
3
4

 111111
111111

Numarul de injectii
Din analiza
curbelor prezentate in figura 1.3. se constata ca acestea pot fi liniare (curba
1), pot prezenta o scadere mai rapida in cursul primelor cicluri de prelucrare
(curba 2), prezinta o perioada de inductie si apoi o usoara scadere dupa un
numar mic de procese de injectie (curba 3) sau o forma care indica o marire a
vitezei de degradare odata cu cresterea numarului de recirculari (curba 4).
Toate aceste tipuri de curbe sunt cunoscute experimental.
Pentru cazul in
care P = f(n) este o functie liniara descrescatoare (ΔP < 0) ecuatia
1.4. este o serie aritmetica, putand fi folosita asa cum este scrisa. Insumarea
este oprita la Pn = 0, adica atunci cand n>= i+Pi/ΔP.
Daca P = f(n) este
o functie logaritmica descrescatoare, ea pote fi scrisa:
Pn = Pi(1 +
ΔP/Pi)n-1 , in care ΔP < 0 (1.5.)
Ecuatia (1.4) va fi
atunci transformata intr-o serie geometrica infinita, iar Pr este data de
relatia:
Pr =
(1-k) c(1-c)i-1 Pi/[ 1- (ΔP/Pi)(1-c)/c (1.6)
Recircularea SMP1
poate fi astfel facuta, incat o fractiune constanta de material nou k sa fie
adaugata acestora la fiecare ciclu de prelucrare. Proportia de material cu
valorile proprietatilor P1, P2, P3, . , Pn
dupa recircularile 1, 2, 3, . ,n este data in tabelul 1.7.
Pentru
proprietatile in stare stationara a materialelor prelucrate Ps, se
poate scrie o ecuatie analoaga in care c este inlocuit cu k:
n-1
Ps = kP0
+ k(1-k)Σ (1-k)j-1 Pj + (1-k)n Pm
(1.7.)
1
Rezolvarea pe
calculator a acestor ecuatii permite calcularea lui Ps pentru
variatii liniare si logaritmice ale lui Pi.
Tabelul 1.7. Proprietatile de material ce se regaseste in
produsele obtinute la prelucrarea prin injectie prin recirculare a SMP1t
|
Valoarea
Proprietatii
Nr. de re-
prelucrari
|
P1
|
P2
|
P3
|
P4
|
|
Pn
|
|
1-k
|
|
|
|
|
|
|
k (1-k)
|
(1-k)2
|
|
|
|
|
|
k(1-k)
|
k(1-k)2
|
(1-k)3
|
|
|
|
|
k (1-k)
|
k (1-k)2
|
k (1-k)3
|
(1-k)4
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n
|
k (1-k)
|
k (1-k)2
|
1(1-k)3
|
k (1-k)4
|
|
(1-k)n
|
Utilitatea acestor calcule este dovedita de curbele din fig. 1.4 si 1.5,
cu ajutorul carora se poate stabili care este numarul de recirculari dupa care,
in functie de forma de variatie a functiei P= f(n), valoarea proprietatii se
reduce la un procent dat (fig. 1.4 ), sau ce cantitate de material nou trebuie
adaugat amestecului supus prelucrarii, asfel incat valoarea proprietatii
produsului sa se mentina la un anumit nivel fata de valoarea initiala (fig. 1.5
).
Daca se
analizeaza curbele din figurile 1.4 si 1.5 se constata ca reducerea valorii
proprietatii la 50% din cea initiala se realizeaza dupa 2,5 si 8 recirculari,
corespunzator celor trei tipuri de variatie a functiei P=f(n), iar
Fig. 1.4. 1 -
liniara; fig.
1.5. 1 - liniara
2, 3 - logaritmica 2, 3 - logaritmica
pentru a mentine valoarea proprietatii la 90% din cea
initiala este necesara adaugarea a 37,52 si respectiv 72% material nou, in
amestecul supus prelucrarii.
OPERATII DE PREGATIRE
Pentru a putea fi
reintroduse in circuitul de productie SMP1t trebuie,in marea majoritate a
cazurilor, supuse unor operatii de pregatire care au ca scop aducerea acestora
la forma si dimensiunile materialului nou ( granule sau pulbere ) cu care, de
obicei, se amesteca (fig. 1.6 ).


 produse
produse



 finite
finite





 Material nou
Material nou
Fig.1.6. Fluxul operatiilor de
pregatire a SMP1t
Prima operatie din
fluxul operatiilor de pregatire a SMP1
este cea de spalare a acestora de produsul fabricat. Separarea se realizeaza
prin debavurare, taierea marginilor, operatii ce pot fi acute manual sau
mecanizat, precum si prin retinerea produselor necorespunzatoare din punct
de vedere calitativ. La SMP1t astfel colectate se adauga si cele rezultate la
pornirea si oprirea instalatiilor de prelucrare.
In cadrul operatei
de sortare a SMP1t trebuie sa se tina seama de gradul de degradare, forma si
dimensiunile acestora. Materialele secundare care prezinta semne evidente de
degradare se elimina din sistemul de recirculare. Cele de dimensiuni mari se
separa de SMP1t cu dimensiuni mici, ultimile fiind trimise direct la maruntire
in timp ce primele sunt supuse mai intai unei operatii de taiere si apoi sunt
dirijate la maruntire. Exista si cazuri in care sortarea pe dimensiuni nu este
necesara, morile de maruntire avand deschideri si dispozitive adecvate
prelucrarii SMP1t indiferent de marimea acestora.
Atunci cand este
necesara taierea in bucati a SMP1t cu dimensiuni mari (tevi, cuve mari etc.),
aceasta operatie se realizeaza cu ajutorul unor fierastraie (circulare sau cu
banda) sau cu ghilotina.
Pentru SMP1t sub
forma de folie sau ghemuri incalcite de fibre, prin aglomerare se asigura
cresterea densitatii la gramada a SMP1t, facandu-le apte pentru a fi alimentate
la utilajele de prelucrare.
In unele cazuri,
inainte de a fi amestecate cu material nou sau prelucrate, SMP1t trebuie supuse
unor operatii de aditivare, uscare, omogenizare si granulare. Toate aceste
operatii au ca scop evitarea degradarii polimerilor care stau la baza SMP1t
recirculate si o cat mai buna omogenizare a acestora.
Operatiile de
pregatire a SMP1t in vederea prelucrarii, mentionate in fig. 1.6, fac parte
integranta din fluxul instalatiilor de recirculare dar nu toate sunt necesare
in fiecare dintre acestea. In functie de tehnologia de prelucrare, tipul si
forma de prezentare a SMP1t si complexitatea schemei de recirculare, una sau
mai multe dintre aceste operatii pot sa lipseasca. Indiferent insa de SMP1t
trebuie sa se tina seama de prelucrare care se adopta, la alegerea schemei de
recirculare a SMP1t trebuie sa se tina seama de urmatoarele recomandari:
materialul
obtinut in instalatia de pregatire a SMP1t (maruntire aglomerat sau granulat)
trebuie sa aiba o distributie uniforma a dimensiunilor particulelor si sa
fie lipsit de praf sau de bucati mai mari;
sa se
evite amestecarea diferitelor tipuri de SMP1t, chiar daca au la baza acelasi
tip de polimer dar de proveniente si caracteristici diferite sau tipuri
diferite de polimeri din aceeasi clasa;
sa se
evite contaminarea SMP1t cu praf, impuritati metalice, alte tipuri de MP1 etc.
;
depozitarea
SMP1t sa se faca in locuri curate si uscate pentru a evita contaminarea lor si
absorbtia de umiditate de catre acestea;
sa nu se
recircule SMP1t prezentand semne evidente de degradare (arsuri, inchiderea
pronuntata a culorii);
in cursul
fabricarii unui anumit produs, proportia de SMP1t sa fie constanta pentru a
asigura uniformitatea prelucrarii. Aceasta proportie se stabileste experimental
pentru fiecare caz in parte, avandu-se in vedere tipul MP1, calitatea SMP1t,
tehnologia de prelucrare si caracteristicile cerute produsului finit fabricat;
sa se
tina seama de modificarea indicelui de fluiditate si sensibilizarea la actiunea
caldurii a MP1 la reprelucrare si sa se adopte parametrii corespunzatori de
lucru;
sa se
aiba in vedere tipul MP1 recirculat; pentru polimeri care absorb usor
umiditatea din aer (PA, PC, POM, ABS) trebuie sa se prevadainstalatii
corespunzatoare de uscare inainte de reintroducerea SMP1t in circuitul de
productie;
unele
MP1, cum ar fi cele pe baza de POM, PS etc., contin lubrifianti care se pierd
in timpul primei treceri prin utilajul de formare, si, drept urmare, trebuie
inlocuiti. In alte cazuri (PVC, PP etc.) este necesara adaugarea in amestec a
unor cantitati suplimentare de stabilizatori.
Maruntirea. SMP1, asa cum rezullta ele in urma separarii de
produsul fabricat sau sunt colectate la utilajele de prelucrare, nu pot fi
reintroduse in circuitul de productie deoarece se prezinta sub forme si
dimensiuni care nu sunt acceptate de catre masinile de formare ( masini de
injectie, extrudere etc.). Prima operatie din fluxul de pregatire la care sunt supuse aceste materiale este cea de
maruntire. In acest scop pot fi folosite diferite tipuri de
agregate, dar cel mai adesea se recurge la
morile cu cutite .
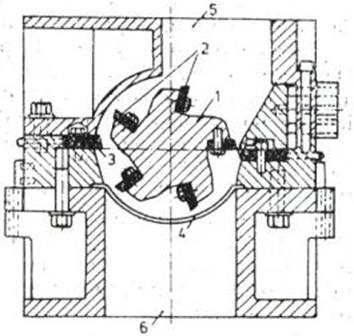
In principiu, aceste mori au la baza un rotor
cu cutite care, impreuna cu carcasa (pe care sunt montate de asemenea cutite )
si sita de sortare alcatuiesc camera de maruntire. (fig.1.7 ).
Materialul ce urmeaza a fi supus prelucrarii este introdus in camera de
maruntire, folosind in acest scop deschiderea de alimentare. Aici el este prins
intre cutitele fixe de pe carcasa si cele mobile de pe rotor avand loc astfel o
prima taiere a materialului. Bucatile rezultate, se aseaza dezordonat, in
camera de maruntire, fapt ce face a urmatoarele operatii de taiere, sa
determine reducerea considerabila a dimensiunilor particulelor, pana ce acestea
ajung la marimi comparabile cu cele
ale ochiurilor sitei de sortare si pot sa treaca pprin aceasta. Marimea
ochiurilor sitei determina dimensiunea maxima a particulelor rezultate la
maruntire.
|
|
|
Fig.1.7. Sectiunea
transversala prin camera de maruntire a unei mori cu cutite: 1 - rotor; 2 -
cutitele rotorului; 3 - cutitele de pe carcasa; 4 - sita de sortare; 5 -
alimentare; 6 - evacuare.
|
Pentru maruntirea
SMP1 se pot folosi mori cu cutite simple sau duble, drepte (cu muchiile
paralele) in unghi simplu, sau in unghi dublu. Montarea in pozitie inclinata a
cutitelor de pe rotor asigura o taiere prin forfecare, mai convenabila, fapt ce
permite reducerea considerabila a zgomotului si a consumului de energie.
Deoarece inclinarea intr-o singura directie a cutitelor de pe rotor determina
transportul unilateral in directie axiala a materialului din camera de
maruntire, acestea se fixeaza oblic, alternativ (in unghi dublu).
Cutitele de pe
carcasa se monteaza in pozitia cea mai favorabila de intrare a materialului care
urmeaza a fi maruntit. Modul de fixare a acestor cutite este determinat de
tipul si dimensiunile SMP1 pentru care s-a proiectat moara.
Numarul cutitelor
de pe rotor si carcasa (Zr, Zc ), lungimea cutitelor (l)
si viteza de rotatie a rotorului (n) determina capacitatea de taiere a
morilor (S) de acest tip:
S = f(Zr, Zc,
l, n)
ls = Zr Zc l n
in care: ls
este lungimea de taiere in unitatea de timp.
Lungimea de taiere
poate servi la aprecierea capacitatii de maruntire a unei mori cu cutite numai
in mod conditionat, deoarece nu da nici o indicatie in legatura cu masura in
care aceasta lungime este efectiv utilizata.
Avand in vedere
relatia liniaradintre capacitatea de maruntire (exprimata prin ls)
si principalele marimi constructive ale morilor cu cutite, se considera ca
acestea pot fi variate in limite largi, in functie de necestitati. Exceptie
face viteza de rotatie a rotorului care nu poate fi aleasa oricum, deoarece
viteze periferice mari ale acestuia pot determina incalzirea rapida a
materialului supus maruntirii si, prin aceasta, blocarea morii.
S-a stabilit ca o
vitaza periferica a cutitelor de 10 - 15 m s-1 constituie o limita ce, in cazul morilor fara
posibilitati de racire nu trebuie depasita.
In cazul SMP1
casante, viteze mari ale cutitelor determina cresterea fractiunii constituite
din particule de dimensiuni mici, fapt ce reprezinta o dificultate la
utilizarea in continuare a materialului maruntit.
Pentru a realiza o
maruntire buna, in special in cazul SMP1 sub forma de folie sau fibre, cutitele
trebuie sa fie bine ascutite, iar distanta dintre cutitele de pe rotor si cele
de pe carcasa sa nu depaseasca 0.1 - 0.2 mm. Deoarece tocirea cutitelor impune
ascutirea lor periodica, sistemul de prindere a acestora trebuie sa fie astfel
ales, incat sa permita scoaterea si reglarea lor din pozitii nepericuloase
pentru operator.
Forma si marimea
rotorului si a cutitelor, numarul cutitelor, viteza rotorului si distanta
dintre cutite se aleg in functie de tipul si forma de prezentare a SMP1 care
urmeazaa fi supus maruntirii.
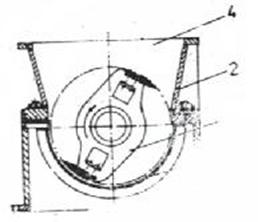
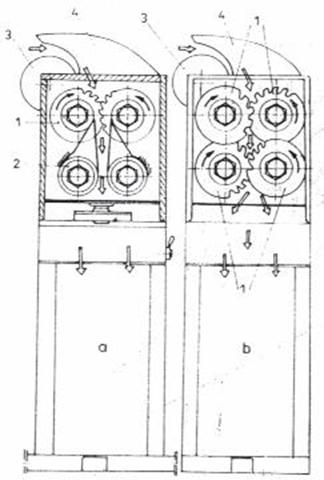
Morile cu cutite
pot avea rotorul cu ax vertical sau orizontal (fig. 1.8. si fig. 1.9.). morile
avand rotorul cu ax vertical se caracterizeaza printr-o echilibrare mai buna,
solicitare mai mica la incovoiere a rotorului si gabarit mai mic in plan
orizontal, motiv pentru care acestea sunt de preferat ori de cate ori este
posibil.
|
|
|
Fig. 1.8. Moara cu rotor cu ax
vertical: 1 - dispozitiv de maruntire preliminara; 2 - cutitele de pe rotor;
3 - cutitele de pe carcasa; 4 - sita
|
In cazul morilor
avand rotor cu ax orizontal, proiectate pentru maruntirea SMP1 cu pereti grosi
sau a bucatilor masive de material, sita de sortare se monteaza deasupra
rotorului, in timp ce la agregatele destinate maruntirii SMP1 sub forma de
folie sau fibre, acestea se monteaza sub rotor (fig. 1.9.).
|
|
|
Fig. 1.9. Moara cu cutite
avand sita montata in diferite pozitii: 1 - rotor; 2 - carcasa; 3 - sita
montata deasupra rotorului; 4 - sita montata sub rotor; 5 - palnie de
alimentare; 6 - clapeta.
|
Deoarece s-a constatat
ca materialul maruntit strabate sita de sortare in prima zona a acesteia,
dispunerea corecta ar fi o alternanta de cutite pe carcasa si site. O asemenea
dispunere este greu de realizat si dificil de exploatat, deoarece blocarea
sitei impune ca, in vederea desfundarii si curatirii acesteia, sa se scoata
sita din sortare.
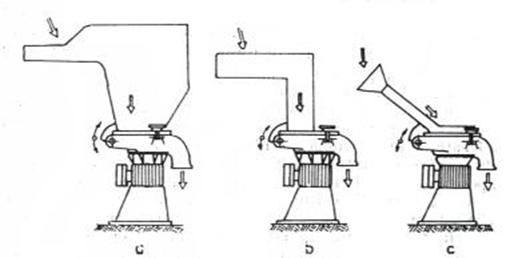
Deschiderea de
alimentare a morilor cu cutite se realizeaza sub forma de palnie (fig. 1.9.).
Forma, marimea si dispunerea palniei de alimentare sunt de o deosebita
importanta in procesul de exploatare a morilor cu cutite.
Forma palniei
trebuie aleasa astfel incat alimenterea morii, care cel mai adesea se face
manual, sa nu permita aruncarea in afara, datorita fortei centrifuge a
materialului maruntit. De aceea, palniile de alimentare sunt concepute sub
forma cotita si sunt prevazute cu clapete de inchidere (fig. 1.9.).
La dimensionarea
palniilor de alimentare trebuie sa se aiba in vedere ca SMP1 ce urmeaza a fi
maruntite sa treaca usor prin sectiunea transversala cea mai ingusta, fara pericol
de intepenire si blocare in aceasta zona. Deoarece infundarea palniilor de
alimentare se poate produce si din alte cauze decat cele legate de dimensiunile
SMP1, este necesar ca acestea sa fie prevazute cu dispozitive speciale de
deblocare, evitandu-se in acest mod metoda manuala, periculoasa, de desfundare.
In acest scop, se poate folosi fie un heblu actionat manual, fie un dispozzitiv
special format dinttr-un cilindru pneumatic cu piston si un carlig, prin a
carui miscare verticala se realizeaza afanaea materialului, fapt ce favorizeaza
desfundarea palniei de alimentare.
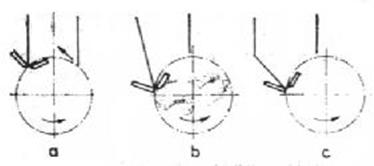
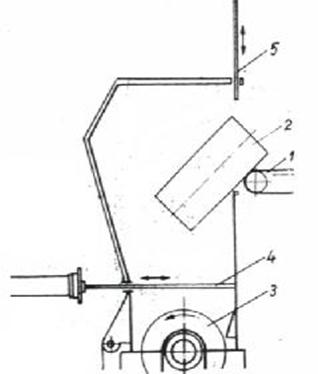
Nici dispunerea
palniei nu poate fi facuta la intamplare, asa cum rezulta din fig. 1.10. In primul caz (fig. 1.10. a)
materialului este aruncat de catre rotor aproximativ dupa directia sagetii,
fapt ce face dificila patrunderea acestuia in camera de maruntire. Dispunerea
palniei de alimentare conform pozitiei indicate in fig. 1.10.b asigura o buna
intrare a SMP1, in schimb bucatile de dimensiuni mari nu pot ajunge in fata
cutitului fix, ceea ce face imposibila maruntirea lor.
In plus, in spatiul
format intre rotor si peretele palniei se produce o frecare puternica a
materialului si drept urmare o incalzire excesiva a acestuia. Pentru a evita
aruncarea materialului supus maruntirii cat si incalzirea acestuia, este
obligatoriu ca palnia de alimentare sa fie dispusa in pozitia indicata in fig.
1.10.c.
|
|
|
Fig. 1.10. Posibilitati de
dispunere a palniei de alimentare la morile cu cutite avand rotorul cu axul
orizontal: a, b - gresit; c - corect.
|
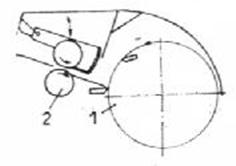
Exista si cazuri in care, datorita marimii
exagerate a bucatilor de SMP1, palnia de alimentare are dimensiunile cele mai
mari cu putinta, adica egale cu diametrul partii cilindrice a morii (fig.
1.11).
|
|
|
Fig. 1.11. Moara cu cutite cu
deschidere larga a palniei de alimentare: 1 - rotor cu cutite; 2 - carcasa; 3
- sita; 4 - palnie de alimentare.
|
Probleme
asemanatoare apar si in cazul morilor cu cutite avand rotorul cu ax vertical, a
caror palnie de alimentare poate fi montata la una din pozitiile indicate in
fig. 1.12.
|
|
|
Fig. 1.12. Posibilitati de
dispunere a palniei de alimentare, la morile cu cutite avand rotorul cu axul
vertical: a - alimentare normala cu camera de volum mare; b - alimentare
normala; c - alimentare tangentiala.
|
Palniile de alimentare
prezentate se utilizeaza intotdeauna atunci cand SMP1 au forme neregulate.
Pentru maruntirea SMP1 sub forma de placi folie sau benzi, morile sunt echipate
cu cilindrii de tragere (fig. 1.13.), cu ajutorul carora materialul este
alimentat continuu in camera de taiere. In vederea asigurarii unei alimentari
cat mai uniforme, se reccomanda ca ambii cilindri sa fie antrenati.
Probleme deosebite
apar la maruntirea SMP1 sub forma de teava in special a celor pe baza de PVC.
Din cauza evolutiei neregulate a rupturilor la astfel de produse, ghidejele de
sustinere trebuie sa fie lungi si foarte bine etansate. In afara de acestea,
pentru fiecare diametru de teava este necesar un ghidaj cu dimensiuni
corespunzatoare, iar daca teava nu este inchisa, materialul maruntit poate fi
aruncat in afara prin interiorul acesteia.
|
|
|
Fig. 1.13. Sistem de
alimentare cu cilindri de tragere: 1 - rotor cu cutite; 2 - cilindri de
tragere.
|
Desi in cazul
tevilor de diametre mici construirea unor palnii de alimentare lungi, orientate
vertical, ofera o solutie, numai in putine cazuri se gasesc spatii
corespunzatoare pentru montarea unor asemenea mori. Pentru tevi cu dimensiuni
mari, pana la 1000 mm diametru, aceasta solutie nu este practicabila si drept
urmare s-au cautat solutii adecvate de alimentare. O asemenea solutie este
prezentata in fig. 1.14.
|
|
|
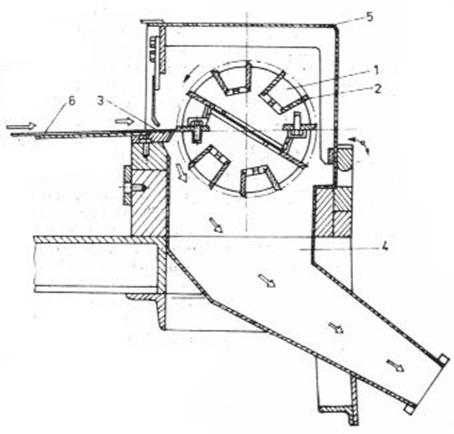
Fig. 1.14. Sistem de
alimentare a SMP1 sub forma de teava cu diametrul mare.
|
In acest caz, SMP1
sub forma de teava sunt taiate la dimensiuni care pot fi transportate manual, iar
bucatile obtinute sunt alimentate cu ajutorul unei benzi transportoare intr-o
camera de asteptare care se gaseste deasupra camerei de maruntire. Aceasta
camera este prevazuta cu doua clapete (4 si 5) care functioneaza alternativ si
asigura atat evitarea aruncarii materialului in afara cat, si protectia
rotorului impotriva eventualelor socuri produse de teava in cadere (clapeta 4).
Pentru alimentarea
morii se procedeaza dupa cum urmeaza: se deschide clapeta 5 cu ajutorul benzii
transportoare 1, capatul de teava 2 este aruncat in camera de asteptare. Forta
de lovire este preluata de clapeta 4 care in acest caz, este inchisa. Dupa
aruncarea in interior a tevii, clapeta 5 se inchide si apoi se deschide clapeta
4. drept urmare, capatul inferior al tevii cade pe rotorul 3 si incepe
maruntirea. In momentul in care capatul superior al tevii ajunge sub nivelul
clapetei 4, aceasta se inchide si ciclul de alimentare este reluat. Actionarea
clapetelor se face pneumatic, fapt ce permite o functionare complet automata a
instalatiei.
In scopul
asigurarii unei game cat mai largi de utilizare, s-au construit si mori cu
cutite, cu doua palnii de alimentare, una pentru SMP1 de dimensiuni mici, iar
cealalta pentru tevi (fig.1.15.). Jgheabul de alimentare pentru tevi este actionat
hidraulic avand posibilitatea sa-si modifice unghiul de inclinare.
Reducerea
zgomotului produs la maruntirea SMP1 dure poate fi asigurata prin folosirea
unor palnii de alimentare tip inchizator de aer, palnii cu pereti dubli sau
izolate fonic.
Pentru maruntirea
SMP1 sub forma de folie sau fibre, precum si a celor care au la baza polimeri
sensibili la actiunea caldurii, morile cu cutite pot fi prevazute cu sisteme de
racire cu apa (atat pentru rotor cat si pentru carcasa), sau sunt prevazute cu
un sistem de evacuare fortata a materialului maruntit. In acest ultim caz, sub
sita de sortare se gaseste un recipient de captare, in forma de palnie, prin
care trece continuu un curent de aer care antreneaza materialul maruntit.
Absorbtia cu ajutorul aerului a matreialului colectat in recipient asigura
transportul acestuia, racirea lui, precum si marirea capacitatii de maruntire a
morii.
|
|
|
Fig. 1.15. Moara cu cutite cu
doua palnii de alimentare: 1 - jgheab pentru SMP1 sub forma de teava; 2 -
palnie de alimentare pentru SMP1 de dimensiuni mici; 3 - rotor cu cutite.
|
Acelasi rezultat se
obtine si prin amplasarea sub sita de sortare a unui ventilator de constructie
speciala (fig. 1.16). Separarea materialului maruntit de curentul de aer se
face cu ajutorul unui ciclon; aerul, dupa purificare printr-un filtru cu saci,
este refulat in atmosfera, iar materialul granular este colectat intr-un buncar
de depozitare sau in saci.
|
|
|
Fig. 1.16. Moara cu cutite si
racire cu aer a materialului maruntit: 1 - palnie de alimentare; 2 - motor
electric pentru antrenarea rotorului cu cutite; 3 - suport metalic; 4 -
ventilator; 5 - conducta de evacuare; 6 - ciclon.
|
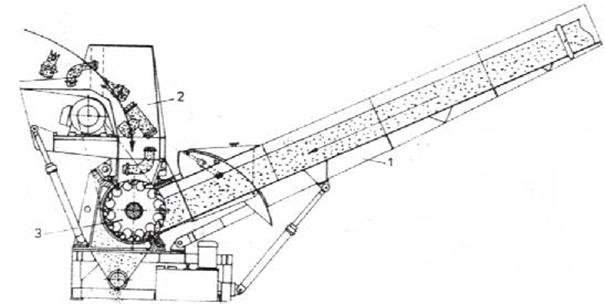
In cazul in care
SMP1 ce urmeaza a fi recirculate se prezinta sub forma unor produse (placi,
profile cu sectiune rotunda, patrata, ovala etc.), pentru maruntirea lor se pot
folosi agregate de constructie speciala de tipul celor din fig. 1.17.
|
|
|
Fig. 1.17. Schema de principiu
a agregatului de maruntirea SMP1 continuu: 1 - rotor; 2 - cutite; 3 -
contracutit; 4 - gura de evacuare; 5 - capac rabatabil; 6 - material supus maruntirii.
|
Alimentarea
agregatului cu SMP1 se face sub un unghi de 45° fata de axa rotorului, folosind
in acest scop doi cilindrii antrenati, dintre care cel superior este mobil,
putand fi ridicat si coborat in functie de grosimea materialului supus
maruntirii. La astfel de agregate, cutitele de pe rotor sunt fixe, iar cel de
pe carcasa (contracutitul) este regrabil. Diversele tipuri de cutite care pot
fi montate la acest agregat ofera posibilitatea obtinerii unor granule de forma
cubica de 1.5 - 6 mm pe latura.
Pentru maruntirea
SMP1 sub forma de folie (rezultate la termoformare, margini neparalele de la
extrudare, calandrare etc.) se pot utiliza masini de tipul celor din fig. 1.18.
Acestea lucreaza dupa principiul morilor de taiat folie, executand taierea atat
in directie longitudinala cat si transversala. Se livreaza in doua variante
constructive:
cu doi
arbori mobili (2 axe);
cu patru
arbori mobili (4 axe).
Fiecare arbore
mobil, atat la tipul de doua axe (fig. 1.18a) cat si cel cu patru axe (fig.
1.18b), are montate o serie de cutite tip roata (in forma unor freze de disc).
Cutitele se monteaza in linie si se separa intre ele prin distantiere.
Varfurile cutitelor se suprapun pe o lungime de 14 mm, iar distanta dintre doua
cutite opuse este de 0.1 mm. Muchiile taietoare ale cutitelor sunt astfel
orientate, ca folia in timpul taierii sa fie trasa intre cutite; mai intai
varful cutitului patrunde in material iar apoi acesta este tras in paralel, cu
muchia cutitului, care executa taierea in lungime. Bucatile de SMP1 obtinute nu
depasesc 2.5·7 mm si au forma regulata.
|
|
|
Fig. 1.18. Schema de principiu
a agregatelor de maruntire a foliilor continue: 1 - arbori mobili cu cutite; 2 - axe
fixe cu raclete pentru curatirea cutitelor; 3- tambur de ghidare; 4 - carcasa
superioara.
|
Plecand de la
principiile descrise s-au construit numeroase tipuri de mori cu cutite care se
diferentiaza prin:
conceptie,
robustete, pozitia axului rotorului;
marimea
si locul de fixare a sitei de sortare;
numarul
de cutite de pe rotor si carcasa;
viteza
rotorului;
marimea
si dispunerea palniei de alimentare;
modul de
montare si reglare a cutitelor etc.
Multe dintre ele
sunt proiectate pentru un anume tip de SMP1 dar, exista si mori cu cutite cu
destinatie universala (profile de diferite tipuri, corpuri, cave voluminoase,
folii etc.). Acestea din urma au o geometrie speciala a rotorului si sunt
dotate cu mai multe seturi de cutite. Acestea se monteaza de obicei in unghi,
pentru a asigura o linie de taiere controlata care sa nu produca socuri.
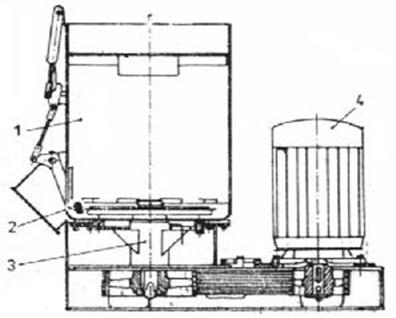
Capacitatea de
maruntire a morilor cu cutite este determinata de puterea motorului de
antrenare (fig.1.19), ele alegandu-se in functie de tipul SMP1 pentru care
urmeaza a fi folosite si de caracteristicile lor constructive.
|
Puterea de
antrenare, kw
|
Capacitate de
maruntire, kg ·h-1
|
|
|
|
|
|
|
|
6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Principalele
conditii impuse morilor cu cutite se refera la realizarea unui material
granular cu muchiile taiate drept, fara praf sau aschii, functionarea fara
zgomot si in deplina siguranta privind normele de protectia muncii.
Faptul ca
functionarea continua si in siguranta a
morilor cu cutite implica echiparea acestora cu motoare puternice, de multe ori
supradimensionate, a facut ca operatiile de maruntire a SMP1 in astfel de
utilaje sa fie mari consumatoare de energie. Drept urmare, s-a trecut, acolo unde
a fost posibil, la inlocuirea morilor cu cutite cu alte tipuri de agregate
destinate aceluias scop. Dintre aceste agregate de inlocuire le mentionam in
primul rand pe cele de tip Zerglomat.
|
|
|
Fig. 1.20. Agregat Zerglomat
pentru maruntirea SMP1 sub forma de folie: 1 - cuva cilindrica; 2 - cutite
fixe; 3 - axul cu cutite mobile; 4 - motor pentru antrenarea axului cu cutite
|
Acestea au la baza
o cuva cilindrica verticala deschisa la partea superioara si inchisa la cea
inferioara. Prin capacul inferior al cuvei patrunde un ax care se fixeaza o
traversa, iar pe aceasta doua cutite ce pot fi antrenate in miscare de rotatie.
Deasupra traversei mobile sunt fixate, in peretele cuvei, cutite dispuse radial
(fig.1.20).
Maruntirea SMP sub
forma de folie are loc prin sfasiere, ca urmare a prinderii acestora intre
cutitele fixe si cele mobile. Viteza periferica a acestora din urma poate sa
ajunga pana la 70 m·s-1. Evacuarea materialului maruntit se poate
face direct, printr-un stut de evacuare amplasat la baza cuvei, dar exista si
cazuri in care se recurge mai intai la spalarea SMP1 si apoi evacuarea lor.
Inrtr-o serie de instalatii, cuvele de tip Zerglomat asigura si aglomerarea
SMP1 maruntite.
|
|
|
Fig. 1.21. Cuva Zerglomat cu
doi arbori mobili: 1 - cuva agregatului; 2 - arbori cu traverse portcutit.
|
Tot in scopul
maruntirii SMP1 sub forma de folie pot fi folosite si cuve Zerglomat ovale
(fig. 1.21). Spre deosebire de cele de mai sus, care au un singur ax cu cutite,
acestea sunt prevazute cu doi arbori pe care se monteaza traverse portcutit.
Cei doi arbori se rotesc in acelasi sens.
Deoarece montarea
cutitelor mobile pe traversa diagonala favorizeaza formarea unor pachete de
marerial intre acesta si fundul cuvei, s-a trecut la fixarea lor pe un disc (fig.
1.22).
|
|
|
Fig. 1.22. detaliu la o cuva
Zerglomat cu cutite mobile montate pe disc: 1 - peretele cuvei; 2 - disc; 3
- cutit.
|
Transportul si
distributia materalului in zona de taiere a acestor cuve poate fi imbunatatit
prin montarea pe disc a unor nervuri.
Cuvele de tip
Zerglomat pot fi folosite si pentru maruntirea buteliilor cu pereti subtiri.
Maruntirea SMP1 sub
forma de folii sau de butelii in cuve Zerglomat este avantajoasa din punct de
vedere economic numai pentru capacitati mari de productie, ceea ce inseamna
agregate de volum mare, costisitoare si greu de exploatat.
Un principiu de
lucru intrucatva asemanator cu al cuvelor Zerglomat are si agregatul de
maruntire prezentat schematic in fig. 1.23. Deosebirea consta in aceea ca pe
axul care patrunde prin capacul inferior al cuvei se dispun cateva cutite sub
forma de disc, care se intercaleaza cu mai multe cutite fixe montate in peretii
cuvei. Cutitele sub forma de disc se prelungesc pana in apropierea peretelui
interior al cuvei, iar sub ele se monteaza narvuri care inlatura depunerile de
folie in zona centrala a agregatului.
|
|
|
Fig. 1.23. Agregat cu cutite
disc pentru maruntirea SMP1 sub forma de folie: 1 - cuva agregatului; 2 - ax cu cutite
disc; 3 - cutite fixe; 4 - motor de antrenare.
|
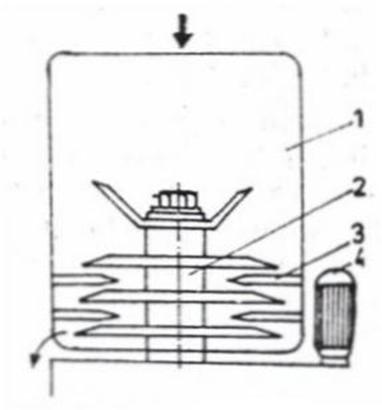
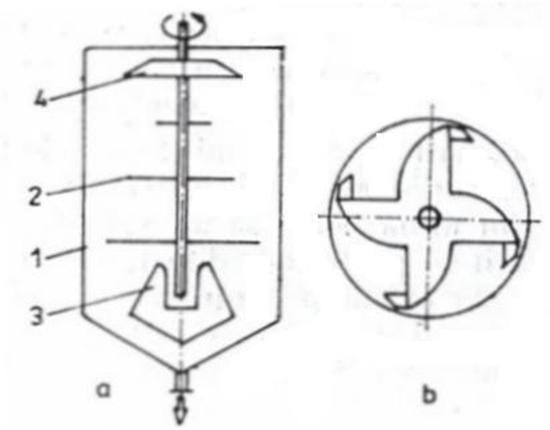
Tot pentru
maruntirea SMP1 sub forma de folie, pot fi folosite si agregatele cu cutite de
taiere sub forma de elice (fig. 1.24). Acestea au la baza o cuva cilindrica
verticala cu partea inferioara conica, in centrul caruia se gaseste un ax pe
care sunt montate mai multe cutite tip elice. Prin antrenarea in miscare de
rotatie a axului central, cutitele de pe acesta determina maruntirea foliei
introduse in cuva. Circulatia materialului in zona activa si spre gura de
evacuare este controlata de doua elemente de dirijare (superior si inferior).
|
|
|
Fig. 1.24. Agregat cu cutite
tip elice pentru maruntirea SMP1 sub forma de folie: a - schema de principiu; b - cutit tip
elice; 1 - cuva agregatului; 2 - cutit elice; 3 - element de dirijare inferior; 4 - element de dirijare superior.
|
In ultimii ani,
pentru maruntirea SMP1 sub forma de folie se utilizeaza din ce in ce mai mult
utilaje de tipul celor folosite pentru destramarea materialelor secundare
textile. Capacitatea de maruntire a acestor utilaje este cu mult mai mare decat
a agregatelor discutate, iar consumul specific de energie este de aproape de 10
ori mai mic. Dimensiunile particulelor obtinute dupa maruntirea foliilor in
astfel de agregate este de 100 - 300 mm.
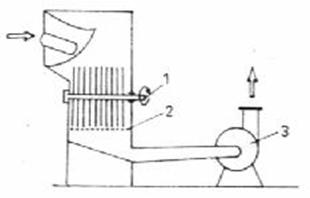
Pentru maruntirea
SMP1 cu structura celulara si in special a celor din PS expandat se folosesc
agregate tip "rozator". Partea activa a acestor agregate este formata dintr-un
rotor orizontal pe care sunt montate mai multe cutite in forma de stea cu patru
brate prevazute cu gheare separate (fig. 1.25). In urma interactiunii dintre
bratele mobile antrenate in miscarea de rotatie si SMP1 cu structura celulara,
acestea din urma se transforma in bucati mici (in cazul PS expandat in perle)
care strabat sita de la partea inferioara a cuvei agregatului. Deoarece
particulele rezultate in urma maruntirii SMP1 cu structura celulara sunt usoare si trec greu
prin sita, agregatul este prevazut cu un sistem de aspiratie a materialului
maruntit.
|
|
|
Fig. 1.25. Schema de principiu
a unui agregat de maruntire de tip "rozator": 1 - ax cu brate in forma de stea; 2
- sita; 3 - exhaustor.
|
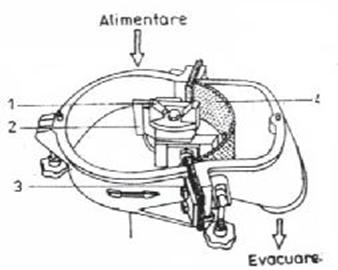
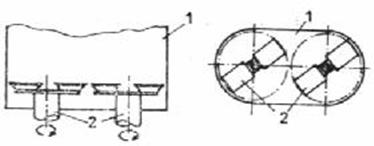
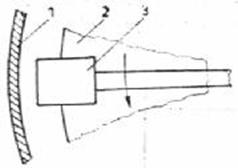
Macinarea fina. In cazul formarii prin formare rotationala
sau sintetizare se folosesc MP1 sub forma pulverulenta. Aceasi situatie se
intalneste si in cazul fabricarii tevilor sau a altor profile din PVC-U,
folosind extrudere cu doi melci. Pentru reintroducerea in circuitul de
productie a SMP1 rezultate in urma unor asemenea procedee de prelucrare este
necesar ca acestea sa fie aduse tot pana la faza de pulbere.
Morile cu cutite
care asigura formarea unui material granular cu dimensiuni minime ale
particulelor de 2 - 3 mm, nu pot fi folosite pentru aducerea SMP1 la stadiul de
pulbere. In astfel de cazuri este necesara o a doua treapta de maruntire -
macinarea fina - dupa cea realizata in mori cu cutite. Aceasta a doua treapta
se realizeaza in mori de constructii diferite, la care se produc viteze de
lovire de pana la 100m·s-1.
Macinarea fina a
SMP1 pana la particule avand dimensiuni cuprinse intre 100μm si 500μm
poate fi realizata la temperatura mediului ambiant, folosind mori conventionale
(mori cu stifturi, cu bile , cu ciocane etc.). Aceste mori pot fi prevazute cu
site de sortare proprii, dar cel mai adesea ele sunt incluse intr-o instalatie
de macinare care functioneaza in circuit inchis (fig. 1.26). in cadrul acestor
instalatii, produsul obtinut in urma macinarii este trimis la o sita vibratoare
cu ajutorul careia se separa materialul grosier care se recircula la moara.
In functie de tipul
morii si a polimerului care sta la baza SMP1 macinat, proportia de refuz la
sita de sortare pote sa ajunga pana la 25%, pulberea constituita din particule
avand dimensiuni corespunzatoare scopului urmarit, se colecteaza in saci si se
trimite la prelucrare.
|
|
|
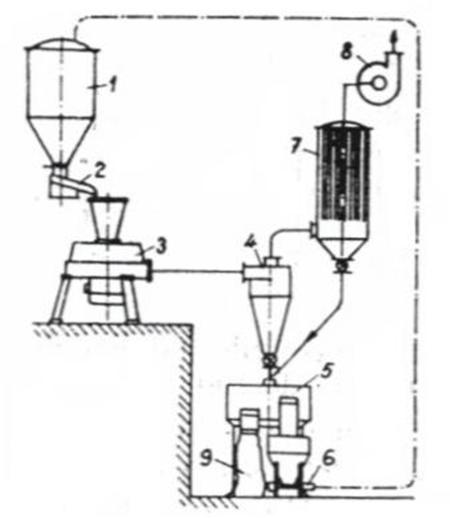
Fig. 1.26. Instalatie de
macinare fina la temperatura mediului ambiant a SMP1: 1 - buncar pentru SMP1 maruntit; 2 -
jgheab vibrator; 3 - moara; 4 - ciclon; 5 - sita vibratoare; 6 - linie de transport; 7 - filtru; 8 - suflanta;
9 - sac pentru pulbere.
|
Principala
dificultate a operatiei de macinare fina deriva din faptul ca majoritatea SMP1,
la temperatura mediului ambiant, se gasesc in stare vascoplastica. Aceasta face
ca, la macinarea in aceste conditii, dimensiunile particulare obtinute sa nu
poata fi reduse sub 100μm, iar tendinta de aglomerare a acestora sa fie
mare.
O oarecare
rigidizare a SMP1 supuse macinarii poate fi realizata folosind mori percutante
racite cu aer. Prin reglarea vitezei curentului de aer se poate mentine
continuu temperatura cu putin sub cea de inmuiere a SMP1, asigurandu-se prin
aceasta obtinerea unei granulatii mai fine. In cazul in care se urmareste
obtinerea unor particule cu dimensiuni sub 200μm, este necesara folosirea
unor mori cu discuri.
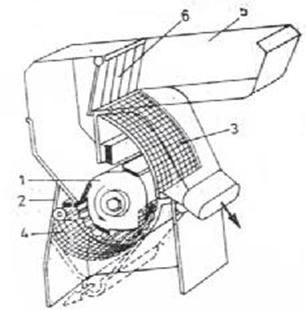
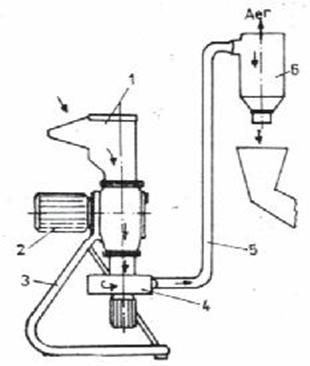
Tot in scopul
macinarii fine a SMP1 se folosesc si morile ULTRA - ROTOR fabricate de firma
Altenburger Maschinen KG din Germania (fig. 1.27).
In cazul acestor
mori, materialul granular din palnia de alimentare a agregatului este adus in
camera de macinare cu ajutorul unui transportor cu melc. In continuare,
materialul este preluat de catre aerul aspirat de rotorul ventilatorului si
obligat sa treaca prin zona cutitelor, unde are loc macinarea. Cutitele
rotorului sunt astfel asezate incat sa creeze in interiorul camerei de macinare
curenti turbionari care au o influenta favorabila asupra procesului. Distanta
dintre cutite si mantaua camerei de macinare se regleaza in functie de
dimensiunile particulare pe care dorim sa le obtinem.
Materialul macinat
este antrenat de curentul de aer pana la partea superioara a morii, unde se
gasesc barele de sortare. Cu ajutorul acestora, particulele de dimensiuni mari
sunt readuse in camera de macinare, in timp ce pulberea fina paraseste moara
impreuna cu aerul si ete separata de acesta intr-un ciclon (fig. 1.28).
Pe langa faptul ca
asigura o simplificare considerabila a instalatiilor de macinare, morile ULTRA
- ROTOR mai prezinta si urmatoarele avantaje:
au o
constructie robusta;
nu produc
zgomot si nici vibratii;
asigura
un proces continuu de macinare si formarea de particule foarte fine;
in timpul
macinarii are loc si uscarea materialului.
Morile de tip ULTRA
- ROTOR pot fi folosite pentru macinarea fina a SMP1 avand la baza PVC, PS, PA
etc.
|
|
|
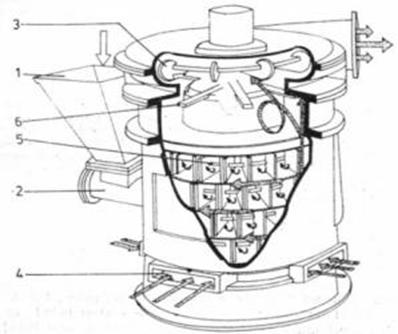
Fig. 1.27. Schema de principiu
a morii ULTRA - ROTOR: 1 - palnie de alimentare; 2 - transportor cu melc; 3 -
rotorul ventilatorului; 4 - orificii pentru aspirarea aerului; 5 - rotor cu
cutite; 6 - bare pentru sortarea materialului macinat.
|
Proiectate
corespunzator, instalatiile de macinare fina a SMP1 pot sa functioneze in regim
complet automat.
|
|
|
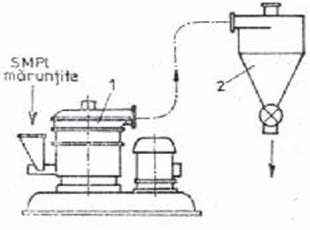
Fig. 1.28. Instalatie de
macinare cu maoara ULTRA - ROTOR: 1 - moara; 2 - ciclon
|
Un calcul privind
nivelul cheltulielilor specifice, implicate in procesul de macinare fina la
temperatura mediului ambiant a SMP1, a evidentiat faptul ca acestea sunt
cu atat mai mici cu cat capacitatea morii este mai mare, iar timpul de
functionare al instalatiei mai indelungat.
In cazul in care se
urmareste obtinerea unei pulberi foarte fine (dimensiunile particulelor sub
100μm) din MP1 sensibile la actiunea caldurii (PVC, PA, PP etc.) se
recurge la macinarea joasa (criogenica). Utilizarea acestui principiu a
intarziat mult timp datorita lipsei unor utilaje adecvate de racire si
macinare, precum si din motive economice.
Ca agent si mediu
de racire se poate folosi aer lichid, bai de racire cu matanol si dioxid de
carbon solid, dioxid de carbon lichid sau azot lichid, importanta deosebita
capatand racirea cu azot lichid.
Prin racire la
temperaturi joase a SMP1, acestea devin rigide si casante, fapt ce usureaza mai
mult macinarea fina a lor.
Pe langa morile
pendulare si morile percutante, pentru macinarea fina a SMP1 rigidizate prin
frig se folosesc si morile cu ciocane. Indiferent de agentul de racire folosit,
pentru macinarea criogenica a SMP1 se recomanda trei tehnici de lucru:
introducerea
directa a azotului in camera de macinare;
racirea
preliminara a materialului intr-un buncar;
racirea
preliminara a materialului pe o banda de racire sau intr-un transportor cu
melc.
Ca exemplu de tehnica
de racire preliminara a materialului intr-un buncar se mentioneaza instalatia
realizata la Alpine-Messer (Griessheine, Germania) si cea de tip Cryo-Palla,
rod al colaborarii dintre KHD Industrieanalgen AG (Germania) si Air
Products and Chemicals (S.U.A.). Schema de principiu a instalatiei de tip
Alpine-Messer se prezinta ca in fig. 1.30.
SMP1, in prealabil
maruntite, sunt depozitate in buncarul 1, de unde sunt preluate de catre
transportorul cu melc 2 si trecute in buncarul de racire 3. In partea de
jos a acestuia se gaseste azot lichid care asigura racirea materialului
granular pana la - 196sC. Azotul care se evapora determina o racire a partii
superioare a buncarului, in acest spatiu avand loc o preracire a
materialului. Melcul transportor 4 asigura alimentarea materialului racit
la moara percutanta 5. o parte din azotul evaporat se reintroduce in circuitul
de macinare, folosind in acest scop filtrul cu saci 6 si ventilatorul 7.
pulberea de SMP1 se trimite la sortare, refuzul de la sita fiind readus la macinare.
Instalatii de acest
tip de macinare la temperaturi joase pot fi folosite in cazul SMP1 avand la
baza PE si PA, asigurand obtinerea unui material pulverulent cu dimensiuni ale
particulelor sub 80μm.
|
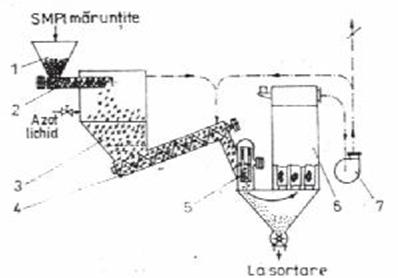
|
|
Fig. 1.30. Schema de principiu
a instaltiei Alpine-Messer pentru macinare criogenica a SMP1: 1 - buncar cu
SMP1 maruntite; 2, 4 - transportoare cu melc; 3 - buncar pentru ridicarea
SMP1; 5 - moara percutanta; 6 - filtru cu saci; 7 - sulfanta.
|
Sistemul de
macinare Cryo-Palla (fig. 1.31.) consta in principal dintr-un buncar de
alimentare cu material maruntit 1, roata celulara 2 care alimenteaza
buncarul de racire 3, melcul dozator racit cu azot 4, moara
vibratoare 5, buncarul de material macinat 6, roata celulara 7, ventilatorul
pentru recircularea azotului gazos 8, conducta de azot lichid 9 si rezervorul
de azot lichid 10. o instalatie de acest tip poate asigura macinarea fina a PA
(55% reziduu pe sita cu ochiuri de 0.125 mm) cu un consum de 0.9 kg azot lichid
pentru un kg material macinat.
|
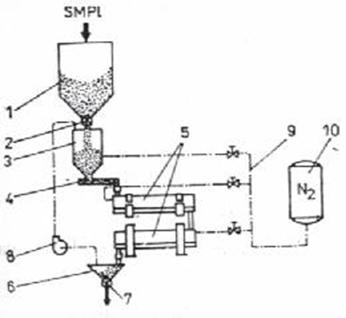
|
|
Fig. 1.31. Schema de principiu
a instalatiei Cryo-Palla de macinare criogenica a SMP1.
|
Tot pe principiul
racirii preliminare a materialului de macinat intr-un buncar, functioneaza
si instalatia firmei Bonermeister (Germania). Instalatiile de acest tip
prezinta avantajul ca o parte din "frigul" acumulat in materialul macinat este
recuperat pentru racirea aerului folosit la transportul SMP1 maruntite,
asigurand prin aceasta o preracire a lui.
In instalatiile
realizate de firma Rammenholler (Bad Driburg, Germania), racirea materialului
ce urmeaza a fi macinat se face direct in moara de macinare. Ca agent de racire
se foloseste dioxid de carbon lichefiat. Acesta se pulverizeaza cu
ajutorul unor duze, la intervale determinate, direct in moara de macinare
(fig.1.32.).
|
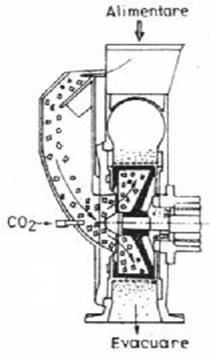
|
|
Fig. 1.32.Moara Rammenholler
pentru macinarea fina a SMP1.
|
Prin evaporarea CO2
rezulta un gaz inert rece, cu o temperatura de -78.9sC a materialului de
macinat. Aceasta poate fi reglata cu ajutorul unui dispozitiv care modifica
intervalul de timp la care se face pulverizarea agentului de racire.
Instalatiile de
macinare criogenica ale firmei Air Products and Chemicals (Abbentown, S.U.A.)
functioneaza pe principiul racirii materialului de macinat intr-un
transportor cu melc (fig. 1.33).
Aceste instalatii
pot fi folosite atat pentru macinarea fina a SMP1 cu structura unitara (foliile
din PVC pot fi transformate in pulbere cu particule avand pana la 60 mesh), cat
si a celor cu structura compozita. Incel de-al doilea caz, instalatia permite o
separare in componente a SMP1 supuse macinarii. Aceasta separare se
bazeaza pe faptul ca prin racirea la temperaturi coborate, materialele
care au coeficienti de dilatare diferiti se desprind unul de altul, iar
rigiditatea acestora este diferita in functie de natura lor.
|
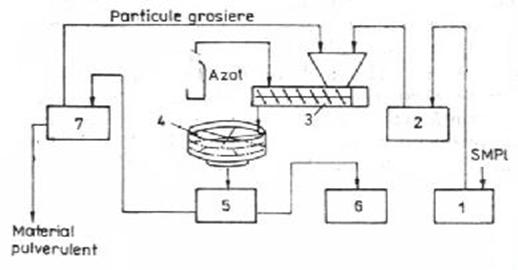
|
|
Fig. 1.33. Schema de principiu
a instalatiei Air Products and Chemicals pentru macinarea criogenica a SMP1:
1 - moara cu cutite; 2 - buncar pentru SMP1; 3 - transportor cu melc pentru racirea
SMP1; 4 - moara cu discuri orizontale; 5, 7 - site vibratoare; 6 - buncar pentru refuzul de la sita 5.
|
Macinarea
criogenica a SMP1 prezinta mai multe avantaje, dintre care mentionam:
se obtin
pulberi cu particule foarte fine;
produsele
obtinute in urma macinarii sunt de buna calitate;
distributia
granulometrica a particulelor este redusa;
materialele
pulverulente obtinute au o curgere foarte buna;
poate
asigura separarea in componente a materialelor compozite.
Principalele
dezavantaje ale procedeelor de macinare criogenica deriva din necesitatea
folosirii unui agent de racire relativ scump si a unor instaltii mai complexe,
construite din oteluri speciale.
Aglomerarea. In cazul maruntirii SMP1 avand peretii
compacti (culee, bavuri, rebuturi de la prelucrarea prin injectie si
extrudere - suflare, placi etc.) rezulta un material granular ce poate fi
recirculat direct la prelucrare. Nu la fel se poate proceda si in cazul SMP1
formate la fabricarea foliilor, fibrelor sau matrialelor cu structura celulara
(expandate), deoarece la maruntirea lor se obtine un marerial voluminos care nu
poate fi acceptat de catre utilajele de prelucrare. Neacceptarea la prelucrare
a materialelor de acest tip se datoreste faptului ca, melcii de constructie
obisnuita, folositi curent ca organe active ale utilajelor de
prelucrare, nu pot asigura prelucrarea corespunzatoare a acestor SMP1 si drept
urmare, alimentarea utilajelor se face neuniform. Probleme asemanatoare apar si
in cazul recircularii unor SMP1 sub forma de pulbere.
Pentru astfel de
SMP1 se impune ca inainte de a fi recirculate sa se procedeze la aglomerarea
lor. Se considera ca aglomerarea este necesara in cazul tuturor tipurilor de
SMP1 prin a caror maruntire se obtine un material voluminos cu o densitate la
gramada mai mica de 250 kg · m-3. materialele maruntite a caror
densitate la gramada depaseste aceasta limita pot fi recirculate direct la
prelucrare. Prin aglomerarea SMP1 de tipul mentionat trebuie sa se botina
un material granular cu densitatea la gramada sporita si cu bune
proprietati de curgere.
In vederea
asigurarii procesului de aglomerare a SMP1 s-au pus la punct mai multe
instalatii, principiile de functionare ale acestora diferind de la o firma
constructoare la alta.
In cazul
instalatiilor de tip Condux (fabricate de firma Condux Werk, Hanau, Germania),
aglomerarea SMP1voluminoase are loc prin sintetizare datorita unor forte de
forfecare mari rezultate ca urmare a frecarii a doua discuri metalice
(fig. 1.34).
|
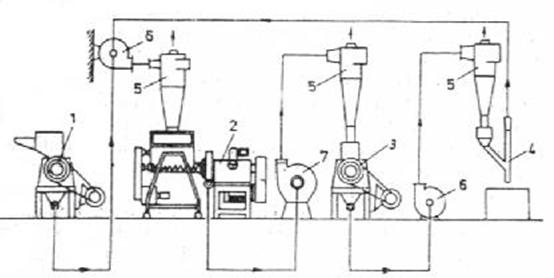
|
|
Fig. 1.34. Schema de principiu
a instalatiei Condux de aglomerare a SMP1.
|
Materialele
secundare, sub forma de folii, fire lungi incalcite, materiale cu structura
celulara sau pulbere (avand la baza PS, PVC, PA, PP, PE etc.), sunt sortate
pentru eliminarea impuritatilor grosiere, dupa care sunt introduse in moara cu
cutite, 1. materialul maruntit sub forma de fulgi, este preluat cu ajutorul
aerului si descarcat in palnia de alimenterea a dispozitivului de
aglomerare, 2 (Plastcompactor). La partea superioara a aceste palnii se gaseste
un sistem de agitare care serveste la amestecarea materialului maruntit cu
eventualele adaosuri (coloranti, lubrifianti, stabilizatori etc.), iar la
partea inferioara are un melc de dozare cu ajutorul caruia amestecul este
trecut in Plastcompactor. Acesta este alcatuit din doua discuri, unul
mobil iar celalalt fix, profilul si distanta dintre ele alegandu-se in functie
de tipul polimerului care sta la baza SMP1 supus aglomerarii. Sintetizarea
amestecului are loc datorita presiunii si fortelor de forfecare care iau
nastere ca urmare a miscarii de rotatie a discului mobil. Cu cat viteza de
rotatie a discului mobil este mai mare si distanta dintre discuri mai mica, cu
atat gradientul de forfecare este mai mare, iar sintetizarea are loc mai rapid.
Un material aglomerat de buna calitate se obtine atunci cand sintetizarea are
loc la o temperatura sub cea de topire a amestecului, iar temperatura de
aglomerare se atinge in cateva fractiuni de secunda. Acest lucru este posibil
atunci cand materialul parcurge zona de aglomerare cu mare viteza. In timpul aglomerarii
are loc si o amestecare intensa a materialului, fapt ce face ca amestecul
obtinut sa fie omogen, chiar si in cazul in care in proces s-au introdus
cantitati noi de aditivi.
Materialul
aglomerat este eliminat din Plastcompactor sub forma de straifuri (30 - 40
mm lungime). Acestea sunt preluate de un curent de aer si transportate la moara
cu cutite, 3, in care sunt maruntite la dimensiunile dorite. Materialul
granular obtinut la moara este transportat cu ajutorul aerului furnizat de
suflanta 6, la un dispozitiv de separare a particulelor fine. Acestea din urma
sunt recirculate la palnia dispozitivului de aglomerare ier materialul maruntit
este colectat si recirculat la prelucrare sau trimis la granulare.
Instalatia poate fi
folosita pentru aglomerarea SMP1 avand la baza aproape toti polimerii
termoplastici care pot fi prelucrati sub forma de folii, fibre etc.
(tabelul 1.8).
In cazul
compactarii unor SMP1 avand la baza PA sau PETP se recomanda introducerea
in amestec a unei cantitati mici de PE-LD (2%), aceasta facilitand legarea
particulelor sinterizate si contribuind la reducerea solicitarii termice a
materialului aglomerat.
Instalatiile de tip
Condux asigura transformarea SMP1 intr-un produs granular cu particule de
dimensiuni uniforme si proprietati de curgere bune. Ca dezavantaj al acestor
instalatii se mentioneaza imposibilitatea separarii impuritatilor mecanice,
forma neregulata a particulelor aglomerate si costul de operare relativ
ridicat.
O solutie cu totul
diferita este cea care sta la baza instalatiei de aglomerare de tip Progress -
Zerglomat pusa la punct de firma Krauss-Maffei. Partea principala a acestei
instalatii o constituie o cuva Zerglomat cu un singur ax (fig. 1.35).
Materialele
secundare sub forma de folii taiate grosier, sunt introduse in cuva 1, in care
are loc o maruntire a acestora ca urmare aprinderii lor intre cutitele mobile
si cele fixe de la partea inferioara a cuvei. Ca urmare a fortei centrifuge
imprimate de cutitele mobile, materialul maruntit, sub forma de fulgi, este aruncat
pe langa peretii cuvei si pluteste de-a lungul acestora.
|
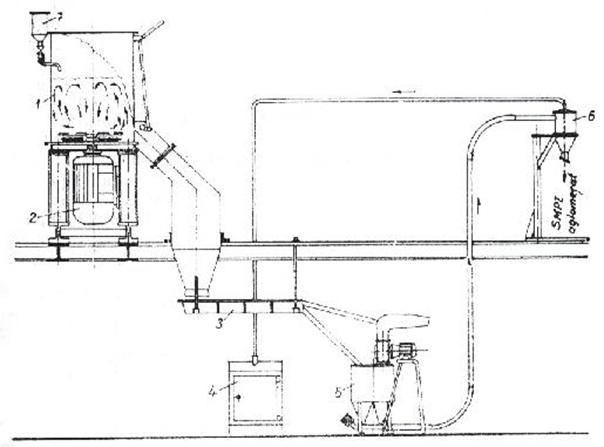
|
|
Fig. 1.35. schema de principiu
a instalatiei Progress-Zerglomat de aglomerare a SMP1.
|
Tabelul 1.8. Capacitatea de aglomerare a instalatiilor
de tip Condux si greutatea volumetrica a materialului obtinut.
|
Tipul
instalatiei
Tipul
de SMP1
|
Greutatea
vulometrica,
kg·m-3
|
Capacitatea
de aglomerare, kg·h-1
|
|
Plastcompactor
CV
30*
|
Plastcompactor
CV**
5
|
|
Folie
PE, 20 μm
|
|
|
|
|
Folie
PE, 80 μm
|
|
|
|
|
Folie
PE, presata
|
|
|
|
|
Fibre
PE
|
|
|
|
|
PE
expandata
|
|
|
|
|
Folie
PP
|
|
|
|
|
Folie
PETP, 20-40 μm
|
|
|
|
|
Fibre
PETP
|
|
|
|
|
FoliePETP,
20-80μm
|
|
|
|
|
Folie
PS, 10-20μm
|
|
|
|
|
Folie
expandata PS, 2 mm
|
|
|
|
|
FoliePVC-U 10-30μm
|
|
|
|
|
Folie
PVC-P 70/30
|
|
|
|
|
Folie
PVDC
|
|
|
|
|
Pulbere
PVDC
|
|
|
|
|
Folie
PA
|
|
|
|
|
Fibre
PA
|
|
|
|
* diametrul discului 300 mm, puterea de antrenare 22 -
30 kw;
** diametrul discului 500 mm, puterea de antrenare 50
- 90 kw.
In urma proceselor
de frecare ce au loc intre particulele de material si intre acestea si peretii
cuvei, se produce incalzirea SMP1 pana aproape de temperatura lor de
vitrifiere. In momentul in care se atinge un anumit grad de gelifiere a materialului,
in cuva cilindrica 1, se adauga din dozatorul 7, o cantitate determinata de apa
astfel calculata, incat sa asigure solidificarea polimerului, dar sa se si
evapore complet datorita caldurii preluate de la acesta. Materialul solidificat
este maruntit grosier intre cutitele fixe si cele mobile si apoi trecut la
moara cu cutite 5. dupa o noua maruntire in aceeasi moara, materialul este
transportat pneumatic la ciclonul 6, care serveste si pentru separarea
acestuia de aerul de transport.
Materialul granular
obtinut cu ajutorul acestei instalatii este constituit din particule avand
dimensiuni cuprinse intre 2 si 15 mm. Acest material poate fi recirculat direct
la prelucrare sau trimis la o instalatie de granulare. In cazul
aglomerarii foliilor din PE este admis ca materialul obtinut sa aiba o
umiditate reziduala de sub 0.15% (tabelul 1.9).
Tabelul 1.9. Caracteristicile aglomeratului obtinut in
instalatiile de tip Progress-Zerglomat.
|
Caracteristica
|
valoarea
|
|
Continutul de umiditate, %
|
Min. 0.1
|
|
Densitatea, kg·m-3
|
|
|
Compozitia granulometrica, %:
particule
cu dimensiuni sub 3 mm;
particule
cu dimensiuni intre 3 - 5 mm;
particule
cu dimensiuni intre 5 - 7 mm;
particule
cu dimensiuni peste 7 mm.
|
|
Distributia oarecum
larga a dimensiunilor particulelor face ca greutatea volumtrica a aglomeratului
sa fie variabila (300 - 450 kg·m-3), fapt ce determina dificulatati
la prelucrarea in continuare a acestuia. La acest dezavantaj se adauga si cel
legat de imposibilitatea separarii impuritatilor mecanice, eventual prezente in
SMP1 si faptul ca instalatiile de acest tip pot fi utilizate pentru aglomerarea
unei game restranse de SMP1.
Instalatiile de tip
Progress-Zerglomat pot avea in componenta lor cuve de diferite marimi, care
asigura sarje de pana la 50 kg. Capacitatea de aglomerare a acestor
instalatii este de 80 - 450 kg·h-1 (tabelul 1.10), cheltuielile
specifice de prelucrare variind in functie de gradul de utilizare al
instalatiei (fig. 1.36).
Tabelul 1.10. Capacitatea de aglomerare a catorva tipuri
de instalatii Progress-Zerglomat (kg·h-1)
|
Tipul
instalatiei
tipul
de SMP1
|
PZ -
600
|
PZ -
780
|
PZ -
1050
|
|
Folie
PE - LD
|
|
|
|
|
Folie
PE - HD
|
|
|
|
|
Folie
din PP
|
|
|
- 350
|
|
Folie
din PETH
|
|
|
|
|
Folie
din PS
|
|
|
- 450
|
|
Folie
din PVC - P
|
|
|
|
Dificultatile
intampinate in exploatarea instalatiilor de aglomerare de tip
Progress-Zerglomat au facut necesare unele modificari si imbunatatiri ale cuvei
Zerglomat folosite de acestea si anume:
folosirea
de cutite fixe ajustabile din exterior;
folosirea
de cutite mobile segmentate, usor de inlocuit;
turatie
variabila a cutitelor mobile;
folosirea
cuvelor de forma ovala;
montarea
a doua cutite mobile in cruce;
unghi de
taiere reglabil.

0 1000 2000 3000 4000
Fig. 1.36. Variatia cheltuielilor specifice de aglomerare in functie de
timpul de functionare a instalatiei Progress-Zerglomat: a - cheltuieli totale;
b - amortizarea instalatiei; c - cheltuieli de exploatare.
Cu aceste imbunatatiri sistemul de aglomerare
Zerglomat s-a extins mult, astfel ca in prezent este folosit in multe tari.
Instalatii
de aglomerare avand la baza principiul cuvelor de tip Zerglomat a realizat si
firma Gene Lowery Inc. (Hamilton, Ohio, S.U.A.).
Sistemul
de aglomerare Regenolux, pus la punct de firma Weiss gmbH &Co. KG
(Dillenburg, Germania) are la baza un principiu asemanator celui al cuvelor
Zerglomat (fig. 1.37).
|
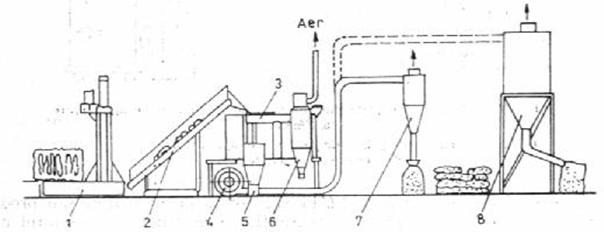
|
|
Fig. 1.37. Schema de principiu a instalatiei Regenolux de aglomerare
a SMP1: 1 - ghilotina; 2 - banda transportoare; 3 - Regenolux; 4 - suflanta;
5 - palnie de evacuare; 6 - separator; 7 - ciclon; 8 - buncar.
|
Partea principala a acestei instalatii este Regenolux-ul. Acesta este
un agregat de aglomerare, constituit dintr-o cuva semicilindrica orizontala in
care sunt montate doua axe. Pe ele sunt fixate cutite care se
intersecteaza la mijloc ca un foarfece. Datorita miscarii de rotatie in
sens contrar a cutitelor (1500 rot·min-1) SMP 1 sunt maruntite si
amestecate intens, fapt ce permite ca simultan cu aglomerarea sa se asigure si
introducerea in acestea a noi cantitati de aditivi. Caldura rezultata din
frecare determina plastifierea SMP1 pentru a caro solidificare se
foloseste apa. Apa introdusa in Regenolux se elimina prin evaporare
datorita caldurii acumulate in SMP1 aglomerate. In final, materialul se
prezinta sub forma de granule sferice. La o greutate a sarjei de 40 - 60
kg, instalatia poate asigura aglomerarea a 600 kg pe ora. Acest sistem de
aglomerare este adecvat in cazul SMP1 care au la baza PE, PP, PVC si PETP.
Materialul granular obtinut cu instalatiile de tip Regenolux poate fi
prelucrat ca atare sau poate fi supus unei operatii de regranulare cu ajutorul
unui extruder.
O instalatie de aglomerare putin deosebita de cele discutate a pus la
punct si firma Pallmann (Germania) (fig. 1.38).
|
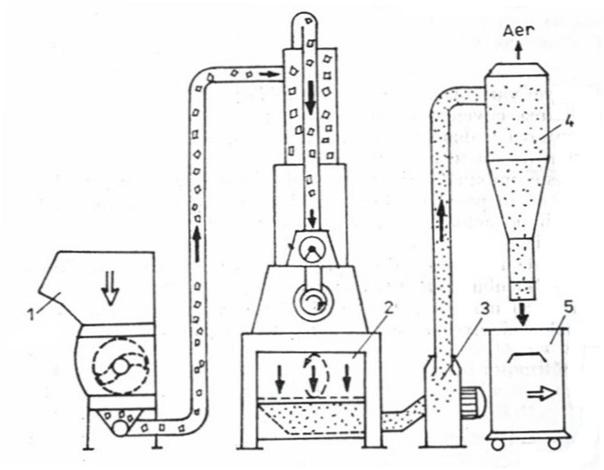
|
|
Fig. 1.38. Schema de principiu a instalatiei Pallmann de aglomerare a
SMP1: 1 - moara cu cutite; 2 -
dispozitiv de aglomerare; 3 - suflanta; 4 - ciclon; 5 - container.
|
In cadrul acestei instalatii,
SMP1 sub forma de folii, fibre sau produse cu structura celulara, in prealabil
maruntite, sunt trimise cu ajutorul unui melc dozator intr0un turbocompactor.
Sub actiunea fortelor de frecare are loc incalzirea si aglomerarea mateialului,
dupa care acesta este obligat sa treaca prin orificiile unei filiere. Filierele
astfel obtinute sunt granulate prin taiere in stare fluid-vascoasa, iar
granulele obtinute sunt racite cu aer in timpul transportului acestora. Daca este
necesar, instalatia poate fi completata cu dispozitive de dozare a unor noi
cantitati de aditivi (coloranti, lubrefianti, stabilizatori etc.).
Aceste instalatii sunt livrate in trei marimi, cu puteri instalate
intre 20 si 90 kw si capacitati de aglomerare de 150 - 500 kg·h-1
(tabelul 1.11).
Tabelul 1.11. Capacitatea de aglomerare a
instalatiilor Pallmann
Tipul de SMP1
|
Capacitatea de aglomerare, kg·h-1
|
Greutatea volumetrica kg· m-3
|
|
Folie ABS
|
|
|
|
Folie PE si PVC
|
|
|
|
Folie PA
|
|
|
|
Folie PP
|
|
|
Granulele obtinute cu ajutorul
acestor instalatii sunt uniforme ca diametru si au o curgere foarte buna (fig.
1.39).
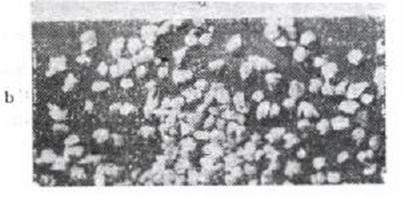
|
|
Fig. 1.39. Modul de prezentare a SMP1 inainte (a) si dupa (b)
aglomerare in instalatia Pallmann.
|
Intreprinderi mai mici, care nu-si pot permite sa achizitioneze o
instalatie speciala de aglomerare a SMP1 pot sa-i improvizeze una folosind un
malaxor rapid, de tipul celor utilizate curent in industria de prelucrare a
MP1. acest sistem de aglomerare prezinta avantajul ca atat incalzirea cat si
racirea materialului are loc in acelasi utilaj (fig. 1.40).
Modul de transformare a malaxorului rapid in agregat de aglomerare a
fost pus la punct de firma Rheinsthal Maschinenban, Hanschel Kunstoffmaschinen
(Kassel, Germania). Agregatul are la baza cuva calda a malaxoarelor rapide de
constructie obisnuita, pe al caro capac superior se monteaza o teava
inelara prevazuta cu gauri de dimensiuni mici prin care se sufla aer.
Elicea malaxorului se completeaza cu doua palete (fig. 1.41).
Materialul secundar, in prealabil maruntit, se introduce in cuva
agregatului unde, sub actiunea elicei montata la partea inferioara a acesteia
este antrenata in miscarea ascendenta (fig. 1.40). sub actiunea fortelor de
frecare dezvoltate in sistem, materialul se incalzeste si apoi se
aglomereaza in bugari. Viteza periferica initiala a elicei agregatului
este de 40 m·s-1, aceasta reducandu-se la 20 m·s-1 dupa
incalzirea materialului.
|
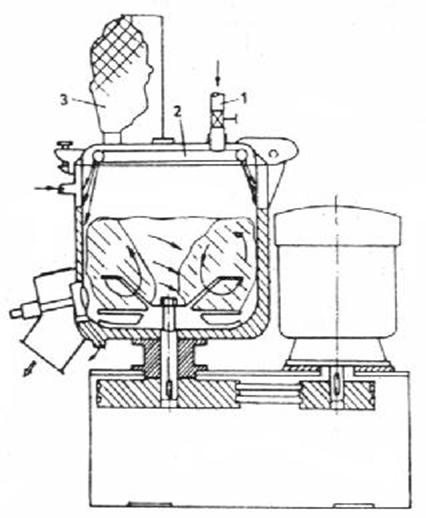
|
|
Fig. 1.40. Schema de principiu a agregatului Henschel de aglomerare a
SMP1: 1 - ventil pentru admisia aerului; 2 - teava inelara perforata; 3 -
filtru.
|
Dupa aglomerare, prin teava inelara montata pe capacul superior se
introduce aer sub presiune, acesta determinand racirea materialului si evitarea
lipirii aglomeratului de cuva. Aglomeratul obtinut este eliminat prin gura de descarcare
a cuvei iar, daca este necesar, acesta se supune unei operatii suplimentare de
maruntire intr-o moara cu cutite.
Durata totala a unui ciclu de aglomerare este de 8 - 10 min., din care
4 - 6 min. revin perioadei de incalzire a materialului.
|
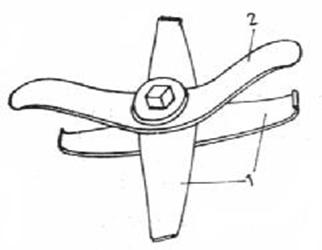
|
|
Fig. 1.41. Elicea agregatului de tip Henschel: 1 - paletele
obisnuite; 2 - paletele suplimentare.
|
Agregatele livrate de firma Henschel, in trei marimi constructive cu
capacitati ale cuvei de 200, 500 si 1000 l, pot fi folosite pentru aglomerarea
SMP1, sub forma de folii avand la baza PE, PP si PS. Acestea ofera o solutie
avantajoasa si economica de aglomerare a SMP1.
Pe baza principiului elaborat de firma Henschel s-au construit si alte
tipuri de agregate de aglomerare, cele
mai cunoscute fiind masina Foliolux a firmei Pastmachinen (Gelderland, Olanda)
si cea de tip Condor 800, a lui Wilco AG (Wohlen, Germania).
Sistemul de aglomerare PL-100 al firmei Pasticisers (Drighlington,
Anglia), realizeaza o presare hidraulica a SMP1 in blocuri, dupa care acestea sunt
maruntite in mai multe trepte, pana la marimea dorita a granulelor. Instalatia
este destinata in special SMP1 sub forma de folii din PE si are o capacitate de
aglomerare de 100 - 120 kg·h-1.
O atentie deosebita trebuie acordata aglomerarii SMP1 cu structura
celulara, aceasta datorita greutatii lor volumetrice mici si prezentei in
acestea a unor urme de agenti de expandare.
Pentru astfel de SMP1 s-au pus la punct mai multe procedee speciale de
aglomerare dintre care mentionam, in primul rand, pe cel elaborat de Institutul pentru prelucrarea materialelor
plastice din Aachen (Germania). Conform acestui procedeu, SSMP1 cu structura
celulara avand la baza PS, se incalzesc pana la 110sC sub vacuum. In
aceste conditii, gazul continut in celule difuzeaza prin peretii acestora
si ca rezultat particulele de SMP1 se contracta. Materialul granular obtinut
poate fi prelucrat prin extrudere sau injectie, produsele realizate avand
usoare urme de expandare.
O alta cale de aglomerare a SMP1 cu structura celulara din PS are la
baza incalzirea acestora, in prealabil maruntite, intr-o autoclava cu apa
supraincalzita si mentinerea lor la 0.5 - 1.10 MN·m-2 un
timp determinat. Dupa racire si uscare, materialul obtinut este supus
prelucrarii.
Pentru aglomerarea SMP1 cu structura celulara avand la baza polimeri
termoplastici poate fi folosita si instalatia a carie schema de principiu este
prezentata in fig. 1.42.
|
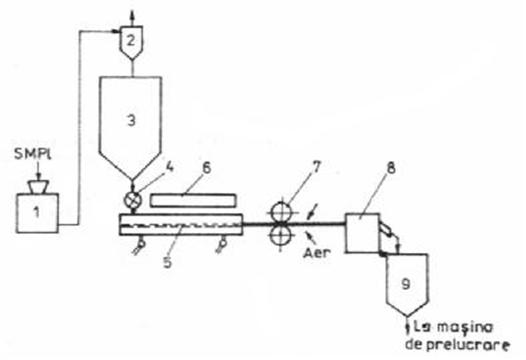
|
|
Fig. 1.42. Schema de principiu a unei instalatii pentru aglomerarea
SMP1 cu structura celulara.
|
Materialele secundare rezultate la fabricarea produselor cu structura
celulara sunt maruntite mai intai in moara cu cutite, 1, depozitate apoi in buncarul
3, si trecute cu ajutorul rotii celulare 4, la jgheabul vibrator 5.
Aceasta are o constructie speciala, cu peretii dublii prin care circula
un agent de racire si prevazut cu un sistem de vibrare longitudinala. Deasupra
jgheabului vibrator se gaseste radiantul 6, cu ajutorul caruia,
particulele cu structura celulara sunt incalzite pana la temperatura la care
are loc contractia acestora si sintetizarea lor. Racirea jgheabului are ca
scop evitarea aderarii particulelor de material la suprafata interioara
a acestuia.
Rezulta o banda de material care este trecuta la dispozitivul de
compactare 7, racita cu un jet de aer si apoi granulata. Granularea se
face cu un dispozitiv special sau cu moara cu cutite. Materialul granular
obtinut, singur sau in amstec cu un material nou, se trimite la reprelucrare.
Instalatia asigura o crestere a densitatii materialelor de aproape 20
ori si poate fi folosita pentru aglomerarea SMP1 avand la baza PS si copolimeri
ai stirenului, PVC, PE, PP, PMMA etc.
Dizolvarea reprezinta o alta posibilitate de distrugere a structurii
celulare a SMP1 pe baza de PS. Dizolvati ca benzen sau clorura de
metilsolva peretii celulelor, conducand la o solutie din care polimerul poate
fi separat prin evaporarea solventului sau prin precipitare cu metanol.
Polimerul obtinut poate fi recirculat la prelucrare. Daca dizolvarea se face in
stiren, solutia obtinuta poate fi amestecata cu polisteri nesaturati
si folosita la fabricarea MP1 armate cu fibre de sticla, sau supusa
polimerizarii in vederea transformarii din nou in PS. Ultima varianta a
fost avuta in vedere de Rubber and Plastics Research Association (RAPRA) din
Anglia, care a pus la punct procedeul de dizolvare prezentat in schema din fig.
1.43.
|
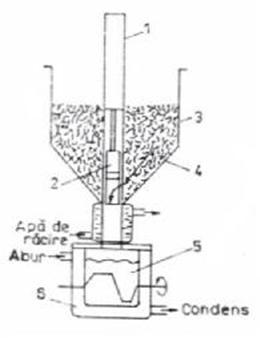
|
|
Fig. 1.43. Schema de principiu a procedeului RAPRA de dizolvare a
SMP1 cu structura celulara pe baza de PS: 1 - cilindru; 2 - piston; 3 -
buncar; 4 - SMP1 cu structura celulara; 5 - topitura de PS; 6 - malaxor cu
brate cotite.
|
Conform acestui procedeu, SMP1 este dizolvat in stiren si dupa
adaugarea de diversi aditivi, inclusiv initiatori de polimerizare,
solutia se incalzeste. Se obtine astfel un PS cu rezistenta medie la soc,
apt pentru a fi prelucrat prin extrudere si injectie. Necesarul de monomer este
de aproximativ 100 cm³ la 1 kg de SMP1.
Nippon Repromachine Industry Co. (Japonia) a pus la punct o instalatie
speciala pentru recircularea SMP1 cu structura celulara pe baza de PVC.
Instalatia are la baza un extruder care neaparat trebuie sa fie cu zona de
degazare.
Aditivarea. Exista situatii in care SMP1
maruntite sau macinate fin, inainte de a fi trimise la reprelucrare trebuie
amestecate cu noi cantitati de aditivi ca stabilizatori, lubrifianti,
coloranti etc. In cazul in care SMP1 urmeaza a fi supuse aglomerarii,
omogenizarea acestora cu noile cantitati de aditivi se poate face in cadrul
acestei operatii. Daca reprelucrarea SMP1 se face fara aglomerare, sau acestea
trebuie supuse regranularii pe utilaje speciale, amestecarea lor cu aditivi
(Aditivarea) se realizeaza in utilaje special destinate acestui scop.
O buna dispersare a diferitilor aditivi intre particulele de SMP1 poate
fi asigurata cu ajutorul unei game largi de amestecatoare:
amestecatoare mecanice cu
toba rotativa;
amestecatoare cu organe interioare
de amestecare;
amestecatoare pneumatice.
In cazul folosirii amestecatoarelor mecanice cu toba rotativa,
materialele solide, sub forma de granule sau pulverulenta sunt introduse in
interiorul utilajului, care se prezinta sub forma unei tobe sau tambur, cu
diverse configuratii si care se roteste in jurul unei axe (fig.
1.44). rotirea tobei partial umplute face ca continutul acesteia sa
se deplaseze, dintr-o parte in alta sau sa se roteasca. Dupa un numar mare
de rotatii se realizeaza omogenizarea.
Cel mai simplu utilaj de acest tip este amestecatorul cilindric ce
se roteste orizontal in jurul propriei axe (fig. 1.44a). cilindrul este
umplut partial cu material care tinde sa se roteasca impreuna cu
toba, pana ce se depaseste unghiul de taluz natural, in acest moment,
materialul de la partea superioara aluneca in jos. Amestecatorul trebuie
sa faca un numar mare de rotatii pentru a se obtine un produs omogen. Cel
mai important dezavantaj al acestui tip de utilaj este absenta aproape totala a
deplasarilor axiale.
|
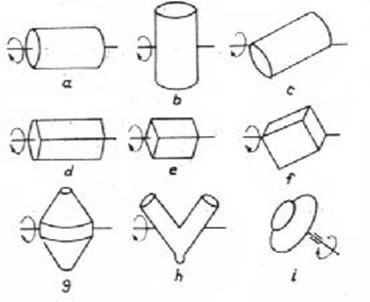
|
|
Fig. 1.44. amestecatoare mecanice cu toba rotativa.
|
Din aceasta cauza, raportul dintre lungime si diametru trebuie sa fie
cat mai apropiat de unitate. Modificari ale acestui amestecator includ:
rotirea cilindrului in jurul unei
axe normale la axa de simetrie (fig. 1.44b);
inclinarea cilindrului, rotirea
are loc in jurul unei axe orizontale dispuse dupa diagonala planului diametral
(fig. 1.44c);
introducerea unor sicane
interioare;
modificarea formei; se construiesc
tobe in forma de prisma hexagonala (fig. 1.44d), prisma patratica, (fig.
1.44e) sau cubica (fig. 1.44f). in general, modificarea formei si inclinarea tobei favorizeaza miscarea
axiala.
Amestecatoarele cu toba rotativa sunt prevazute cu o gura de
incarcare- descarcare, dispusa in asa fel, incat descarcarea sa
se poata face prin cadere libera.
Amestecatorul cu con dublu (fig. 1.44g) este unul dintre cele mai
utilizate, deoarece are un spectru foarte larg de aplicare si exploatare. El
este indicat pentru materialele pulverulente care nu au tendinta de aglomerare.
Avantajul acestor amestecatoare consta in faptul ca prin variatia sectunii
de curgere a materialului, miscarea transversala este mult amplificata.
Amestecatorul cu toba dubla in V (fig. 1.44h) prezinta o forma
asimetrica a sectiunii de curgere a materialului. El este format din doi cilindrii
asamblati in forma de V sub un unghi de 90s. Materialul este amestecat
prin rotire si apoi prin taiere de catre muchia ascutita care-l imparte si
il preia in cele doua brate, iar la intoarcere le reuneste.
Descarcarea se face prin cadere libera prin deschiderea practicata la
partea inferioara a punctului de imbinare a cilindrilor. Prin introducerea unor
sicane interioare cu diverse unghiuri se intensifica mult operatia de
amestecare.
Amestecatoarele tip ciuperca (fig. 1.44i) pot fi folosite pentru
materiale pulverulente. Avantajul lor consta in aceea ca permite introducerea
de aditivi chiar si in timpul functionarii, folosind in acest scop
deschiderea centrala de la partea superioara.
Toate amestecatoarele cu toba rotativa prezinta avantajul ca sunt
simple din punct de vedere constructiv, dar si dezavantajul unei eficacitati
reduse a amestecarii.
Din categoria amestecatoarelor mecanice, cu organe interne de
amestecare fac parte un numar mare de utilaje, de constructii foarte diferite.
Varietatea acestora se datoreste formei si pozitiei amestecatorului si in
special, a organelor interioare actionate.
Daca avem in vedere amestecatorul cu elice (fig. 1.45), acesta
este format dintr-o cuva orizontala 1, cu un fund rotund si capacul plan.
Organul activ este format din doua benzi 2, dispuse in forma de elice, fixate
cu ajutorul unor brate radiale de un arbore central 3, actionat de un motor. In
cazul amestecatorului cu doua elice, infasurarea acestora este inversa, in
asa fel incat elicea exterioara deplaseaza materialul axial intr-o
directie, iar elicea interioara asigura deplasarea acestuia in directia
contrara. In afara de miscarea cauzata de elice, gradul de amestecare a
materialului este amplificat prin miscare radiala, de unde el cade din nou in
masa principala, dar intr-un loc diferit de cel in care a fost initial.
Deplasarea radiala este mai intensa decat cea longitudinala. Pentru a evita
stationarea materialului langa perete, elicea exterioara se poate construi
in asa fel incat sa racleze peretele cuvei.
|
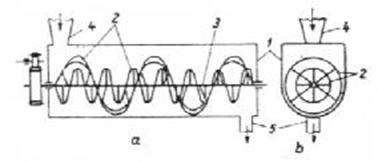
|
|
Fig. 1.45. Amestecator cu elice: a - sectiune longitudinala; b -
sectiune transversala.
|
Amestecatorul cu elice poate functiona continuu sau
discontinuu. El este prevazut cu gura de incarcare, 4, la un capat si
cu gura de descarcare, 5, plasata la capatul opus. Unele
amestecatoare de acest tip au o gura de descarcare centrala. Acestea
sunt prevazute cu doua elice exterioare cu infasurarea opusa, care imping
materialul de la capete spre centru, iar cu doua elice interioare, o parte din
material este deplasat in directie opusa (fig. 1.45).
Pentru Aditivarea SMP1 sub forma de pulbere, in special a celor pe baza
de PVC, se pot folosi amestecatoare rapide.
Amestecatoarele pneumatice, desi larg folosite in industria
de prelucrare a MP1, nu si-au gasit utilizare in cadrul instalatiilor de
recircularea a SMP1.
Exista cazuri in care, reintroducerea in circuitul de prelucrare a unor
SMP1 necesita amestecarea acestora cu plastifianti. Aceasta operatie nu
poate fi realizata cu nici unul din amestecatoarele deja mentionate. In
aceste cazuri se recurge la malaxoare interne, larga utilizare capatand cele de
tip Banbury (fig. 1.46).
|
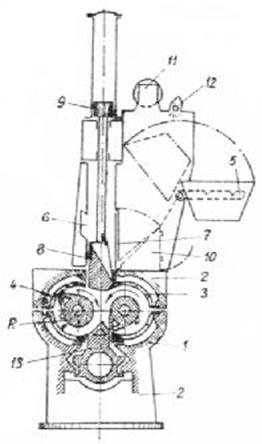
|
|
Fig. 1.46. Schema de principiu a malaxorului Bandbury.
|
Malaxorul Bandbury este format dintr-o carcasa 1, fixata pe un batiu 2,
in interiorul careia se afla camera de amestecare 3. aceasta este construita
din doi cilindri intrepatrunsi, cu sectiune transversala in forma de 8. In
interiorul camerei de amestecare sunt montate doua rotoare profilate 4, prin a
caro rotire se realizeaza malaxarea. Introducerea materialelor solide se face
manual sau cu ajutorul cupei 5, in care sarja este pregatita
dinainte. Componentele lichide se introduc prin racordul 6. inainte de
incarcare se deschide clapeta 7, si se ridica pistonul 8, prin ationare
pneumatica a pistonului 9. camera de umplere 10, este prevazuta cu nu racord
11, pentru aspiratia vaporilor si a prafului care se degaja in timpul
umplerii, si cu vizorul 12, pentru asigurarea controlului.
Omogenizarea componentelor are loc sub actiunea fortelor de forfecare
ce se dezvolta in material. Acesta este prins intre rotoare sau intre acestea
si peretii camerei de amestecare si este supus la eforturi de forfecare mari.
Durata necesara pentru amestecarea unei sarje este de 2 - 6 min.
Descarcarea sarjei se face pe la partea interioara a camerei
de amestecare. In acest scop, obturatorul 13, actionat de la un cilindru
pneumatic, culiseaza in directia camerei de lucru si rotoarele indeparteaza
materialul prin deschiderea rezultata.
Peretii camerei de amestecare, rotoarele, obturatorul si eventual
pistonul inchizator sunt prevazuti cu cavitati inferioare prin care circula un
agent termic (apa calda sub presiune sau apa rece). Temperatura acestuia este
astfel aleasa, incat la sfarsitul amestecarii, materialul sa se gaseasca
in stare de scurgere vascoasa, fara insa a exista pericolul degradarii lui.
Uscarea. Uscarea, ca operatie de pregatire a
SMP1 in vederea recircularii lor la prelucrare se impune in cazurile in care
depozitarea si pastrarea acestora nu s-a facut in conditii
corespunzatoare, ca si atunci cand acestea au capacitatea de a absorbi
umiditate din aer. Pentru uscarea SMP1pot fi utilizate o gama larga dintre
uscatoarele folosite in mod curent in industria de sinteza si prelucrare a
polimerilor. Utilitate practica au capatat insa uscatoarele care lucreaza
sub vacuum si cele in curent de aer cald. Aceste din urma pot lucra in strat
fix sau in strat fluidizat. Dar, unele dificultati legate de adapterea lor la
uscarea SMP1t si de exploaterea instalatiilor de acest tip au facut ca acestora
sa le fie preferate sistemele de uscare ce pot fi montate la palnia de
alimentere a utilajelor de formare sau chiar in locul acesteia. Pentru aceasta
ultima situatie, uscarea se poate face cu aer cald proaspat (fig. 1.47),
aer cald partial recirculat (fig. 1.48) si cu recircularea completa a
aerului de uscare (fig. 1.49). la primele doua sisteme, umiditatea preluata de
la SMP1t este evacuata in atmosfera cu aerul de uscare (eliminat total sau
partial), in timp ce la ultimul sistem acesta este retinut in doua
uscatoare cu silicagel care se regenereaza alternativ.
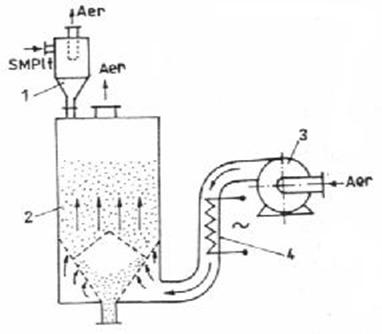
|
|
Fig. 1.47. Schema de principiu a unui agregat de uscare a SMP1t cu
aport total de aer proaspat: 1 - ciclon; 2 - buncar cu material; 3 -
suflanta; 4 - incalzitor pentru aer.
|
|
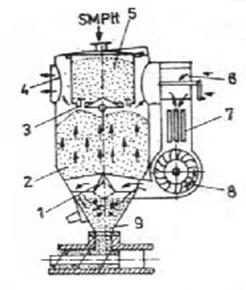
|
|
Fig. 1.48. Schema de principiu a unui agregat de uscare a SMP1t cu
recirculare partiala de aer: 1 - dispozitiv de distributie; 2 - buncar
cu material; 3 - ventile magnetice; 4 - stut de evacuare a aerului; 5 -
spatiu intermediar de depozitare a SMP1t; 6 - ventil pentru aer
proaspat; 7 - schimbator de caldura; 8 - suflanta; 9 - gura de incarcare la extruder.
|
|
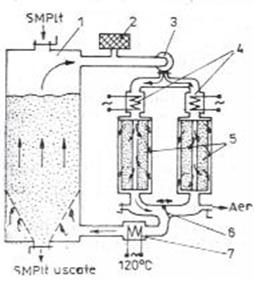
|
|
Fig. 1. 49. Schema de principiu a unui sistem de uscare a SMP1t cu
recircularea completa a aerului: 1 - buncar de material; 2 - filtru; 3 -
suflanta; 4, 7
- incalzitoare electrice pentru aer; 5 - uscatoare cu silicagel; 6
- distribuitor de aer.
|
Pentru anumite tipuri de SMP1tse recomanda ca uscarea sa se
conduca asupra materialului, in strat subtire, in continua miscare.
Instalatia avand la baza acest principiu asigura o uscare foarte buna, in
conditiile unor solicitari termice de scurta durata a materialului(fig. 1.50).
|
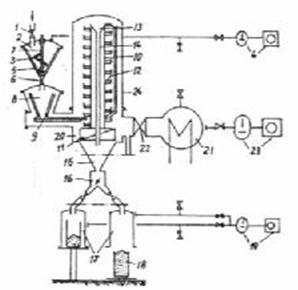
|
|
Fig. 1.50. Schema de principiu a unei instalatii de uscare a SMP1t.
|
Materialul ce urmeaza a fi uscat se incarca in buncarul 2,
prin intermediul ventilatorului 1, care apoi se inchide. Buncarul este
incalzit cu ajutorul unui agent termic care circula prin mantaua de incalzire 5
a acestuia. Vacuumarea buncarului se face cu pompa 4, in material se
mentine in continua miscarea cu ajutorul sistemului de omogenizare,3. in
momentul in care in buncarul 2 se atinge nivelul de vacuum necesar, se
deschide ventilul 5, se salta putin sistemul de inchidere 7, iar materialul
cade in buncarul 8. buncarul 2 se inchide din nou, se aeriseste
si este gata pentru o noua operatie de incarcare.
La partea inferioara a binarului 8, se gaseste un alimentator vibrator
9, care asigura transportul materialului pe spira 12, a elevatorului 10. materialul
urca pe elevator (datorita muscarii de rotatie si de translatie a
acestuia), concomitent avand loc si uscarea, ca, a urmare a contactului dintre
particulele de material si spira elevatorului care este cu pereti dubli si prin
care circula un agent de incalzire. Camera de uscare 24 poate fi
compartimentata in mai multe zone, cu temperaturi de lucru diferite.
Particulele uscate cad pe ultima spira a elevatorului in palnia 13, si de aici,
cu ajutorul tubului de legatura 14, sunt aduse la palnia de stationare 15.
clapeta de ghidare 16 dirijeaza materialul uscat catre una din cele doua
camere 17, in care se gasesc recipientii de transport 18. camerele 17 lucreaza
alternativ, sub vacuum, care se asigura cu pompa 19. vaporii de apa
rezultati in urma uscarii sunt condensati in 21, iar gazele
necondensabile se elimina in atmosfera cu ajutorul pompei de vacuum 23.
Uscarea SMP1t este obligatorie in cazul in care polimerii ce stau la
baza acestora sunt sensibili la actiunea apei (PA, PC etc.) si atunci cand
reprelucrarea lor se face pe utilaje ce nu permit degazarea topiturii.
Omogenizarea. In afara de cazurile in care
recircularea SMP1 impune amestecarea acestora cu noi cantitati de aditivi
(Aditivarea), exista si situatii in care se pune problema omogenizarii
unor cantitati mari de astfel de materiale, in vederea asigurarii uniformitatii
compozitiei acestora pentru o durata mai mare de timp. In acest scop, se
folosesc agregate de volum mare, prevazute cu organe active in miscare.
Din gama larga a utilajelor ce pot fi folosite pentru omogenizarea
SMP1t (in prealabil maruntite sau aglomerate), importanta practica au capatat
amestecatoarele cu elice verticala si cele cu melci planetari.
Amestecatoarele cu melc vertical, nu sunt altceva decat silozuri
de material, in interiorul carora sunt montati unul sau mai multi
melci, prin care miscarea lor de rotatie asigura omogenizarea continutului
silozului (buncarului).
Ca exemplu tipic pentru astfel de utilaj de amestecare poate fi
considerat cel cu un singur melc, folosit in mod obisnuit la omogenizarea
granulelor (fig. 1.51).
|
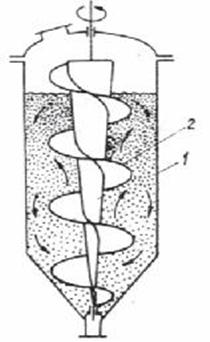
|
|
Fig. 1.51. Amestecator cu melc vertical: 1 - corp cilindric; 2-
melc.
|
Acesta este format dintr-un corp cilindric vertical terminat la partea
inferioara cu un con. In interiorul recipientului este montat un melc cu
diametrul constant al spirei, dar al carui miez este conic. Prin rotirea
melcului, materialul granulat este antrenat in sens ascendent. Datorita
scaderii continue a adancimii spirei, granulele sunt impinse treptat din
canal. Astfel, in masa stratului de granule, are loc central o scurgere
ascendenta, si la periferie o curgere descendenta. Exista si agregate de
omogenizare la care miezul melcului este conic, precum si buncar in care, in
loc de un melc sunt montate doua sau chiar trei asemenea organe active.
|
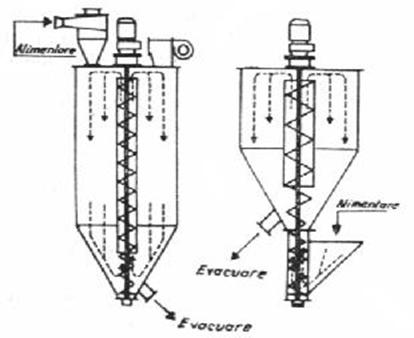
|
|
Fig. 1.52. Amestecatoare cu melc vertical pentru silozuri de
volum mare.
|
In cazul in care volumul agregatului de omogenizare este mare, prin
montarea unor melci de constructie simpla nu se obtine eficacitatea necesara.
Pentru astfel de cazuri se folosesc sisteme de agitare mai complexe, doua
dintre acestea fiind reprezentate schematic in fig. 1.52.
Amestecatoarele cu melc planetar (fig. 1.53) sunt formate dintr-un
con 1, prevazut cu un melc (fig. 1.53a) sau dintre doua conuri
intrepatrunse 1, fiecare prevazut cu cate un melc (fig. 1.53b).
|
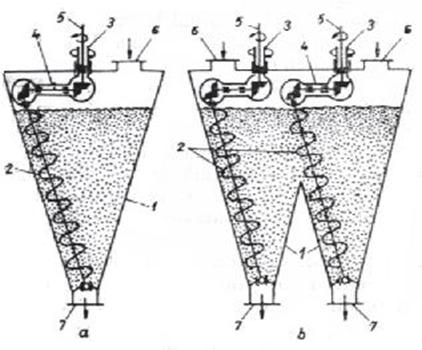
|
|
Fig. 1.53. Amestecatoare cu melci planetari: a - cu un sigur
con; b - cu doua conuri.
|
Melcul 2 are capatul inferior fixat printr-o imbinare de tip nuca, iar
capatul superior descrie o miscare de revolutie. Axul melcului, la un
ciclu de revolutie complet, genereaza suprafata unui con.
Miscarea de revolutie este transmisa cu ajutorul arborelui 3 si a
bratului 4. la amestecatorul cu doua conuri, actionarea
arborilor se face cu acelasi motor pentru ca pozitia lor relativa sa se mentina
aceeasi.
Concomitent cu miscarea de revolutie, melcul mai descrie si o
miscare de rotatie in jurul propriei axe. Aceasta miscare este transmisa cu
ajutorul arborelui central 5, prin intermediul a doua perechi de roti
dintate conice, montate la extremitatile bratului radial 4.
Prin miscarea de rotatie, materialul este determinat sa se ridice pe
generatoarea conului. La amestecatorul cu doua conuri, exista o pozitie a
melcilor la care materialul are posibilitatea sa treaca dintr-un con in celalalt.
Functionarea acestor amestecatoare este discontinua.
Incarcarea se face prin gura de incarcare 6, iar descarcarea pe
la partea inferioara prin racordul 7.
Granularea. S-a aratat deja ca materialul
granular rezultat la maruntirea in mori cu cutite a SMP1t cu pereti grosi, ca
si cel obtinut in instalatiile de aglomerare poate fi recirculat direct, fara a
determina dificultati in procesele de prelucrare. Exista insa si prelucratori
de MP1 care, pentru a asigura conditii optime de recirculare a SMP1t prefera
regranularea materialului maruntit provenit din MP1 cu pereti compacti si
a celui obtinut in instalatii de aglomerare. Aceasta are ca scop obtinerea unui
material cu particule uniforme si de culoare unitara. In plus, prin aglomerarea
SMP1t se asigura indepartarea din materialul granular a pulberii formate
la maruntirea acestora si a fasiilor de material nemaruntit, a caro prezenta
face ca transportul pneumatic si dozarea acestuia sa fie ingreunata.
Regranularea permite recircularea la prelucrarea si a unor SMP1t de calitate
inferioara din punct de vedere al aspectului suprafetei si culorii,
folosindu-se in amestec cu SMP1t de calitate superioara. Prin regranulare se
asigura recircularea la utilajul de formare a unui material uniform si greutate
volumetrica apropiata de care a materialului nou.
Montarea unui pachet de site la capul extruderului granulator permite
filtrarea topiturii de polimer, retinandu-se astfel eventualele impuritati
mecanice prezente in SMP1t si eliminand prin aceasta o parte din dificultatile
care apar la recircularea unor astfel de materiale.
In ultimii ani, s-au pus la punct instalatii de granulare directa a
SMP1t sub forma de folii, fibre sau materiale cu structura celulara, fara a mai
fi necesara aglomerarea si chiar maruntirea acestora.
Pentru regranularea materialelor obtinute in urma maruntirii SMP1t cu
pereti compacti sau prin aglomerarea celor sub forma de folii, fibre,
pulbere etc. se pot folosi atat procedeele prin taiere in stare amorf-sticloasa
cat si in stare de curgere - vascoasa, ultimul dintre acestea prezentand cele
mai multe avantaje.
La granularea prin taiere in stare amorf-sticloasa, uniformitatea
granulelor este asigurata printr-o buna corelare dintre viteza de debitare a
extruderului si cea de preluare a materialului (sub forma de corzi, baghete,
banda). Daca acest lucru nu se realizeaza, produsul extrudat va avea grosimi
sau diametre variabile, fapt ce va determina formarea unor granule neuniforme.
In cazul instalatiilor de granulare prin taiere in stare de
curgere-vascoasa, uniformitatea granulelor se asigura prin corelarea vitazei de
iesire a materialului din filiera cu viteza cutitelor de taiere.
Procedeele de granulare la care materialul se taie in stare
fluid-vascoasa iar racirea granulelor se face cu apa (prin stropire sau
imersie) sunt putin utilizate in cazul SMP1, aceasta ca urmare a capacitatilor
mari de prelucrare a instalatiilor ce au la baza acest principiu. Pentru SMP1
cel mai adesea se folosesc instalatiile de granulare din corzi, baghete si
banda, sau cele la care taierea se face cand acestea sunt in stare fluid-vascoasa,
iar pentru racirea granulelor se foloseste aer.
|
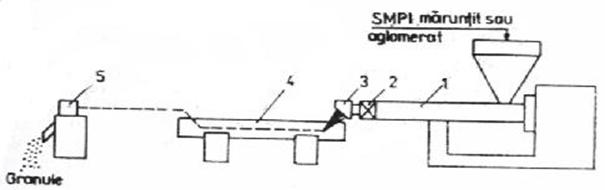
|
|
Fig. 1.54. Schema de principiu a unei instalatii de granulare din
corzi sau baghete.
|
In cazul instalatiilor de
granulare din corzi sau baghete (fig. 1.54), SMP1 in prealabil maruntit sau
aglomerat, adus la palnia de alimentare a extruderului 1, este preluat de catre
melcul acesteia, gelifiat si apoi obligat sa treaca prin dispozitivul de
filtrare 2 si prin capul de profilare3. acesta din urma este prevazut cu o
filiera cu 20 - 60 orificii (numai in cazuri de exceptie pana la 60), forma
acesteia putand fi circulara sau dreptunghiulara. Forma dreptunghiulara a
filierei cu iesirea oblica la 30s a filamentelor este cea mai recomandata.
La iesirea din filiera corzile sau baghetele sunt trecute la baia
de racire 4, si apoi la dispozitivul de granulare 5. viteza de debitare a
filamentelor este de 25 - 65 m·min.-1.
Taierea sub forma de granule a corzilor sau baghetelor se face fie cu
ajutorul unei freze cu dinti inclinati fie cu un rotor cu cutite (fig.
1.55).
|
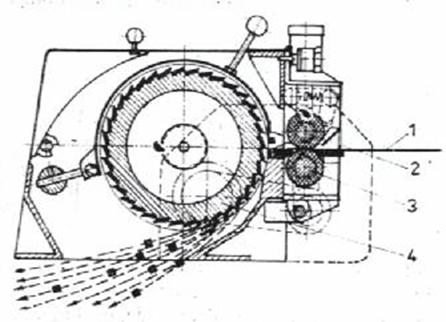
|
|
Fig. 1.55. Dispozitiv de granulare cu rotor cu cutite: 1 - corzi
(baghete); 2 - cilindru de
alimentare; 3 - cutit fix; 4 - rotor cu cutite.
|
Lungimea necesara a granulelor se asigura prin corelarea vitezei de
debitare a corzilor (baghetelor) cu viteza de rotatie a dispozitivului de
taiere.
Granularea din corzi se foloseste, de obicei, in cazul SMP1 ce au
la baza PA sau PVC-P. extruderea de baghete urmata de racirea si granularea
acestora se aplica, in principal, in cazul SMP1 pe baza de PS, PAS, ABS.
Pentru granularea din banda se folosesc instalatii de acelasi tip cu
cele de la granularea din corzi. Deosebirile care apar sunt legate de capul de
profilare si dispozitivul de granulare. In acest caz, capul de profilare are un
orificiu dreptunghiular, materialul debitat capatand forma de banda (3 x 60 . 4
x 200 mm).granularea benzii se realizeaza cu un dispozitiv special (fig. 1.56)
cu ajutorul caruia aceasta este taiata mai intai in fasii
longitudinale de 3 - 4 mm latine care apoi sunt taiate transversal cu o frezie
cu dinti inclinati sau cu un rotor cu cutite.
|
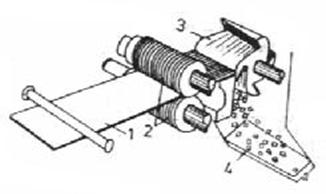
|
|
Fig. 1.56. Dispozitiv de granulare din banda: 1 - banda din MP1; 2 -
cutite pentru taiere longitudinala; 3 - rotor cu cutite; 4 - granule.
|
Procedeul de granulare din banda se utilizeaza in cazul SMP1 la care,
din cauza vascozitatii joase a topiturii, corzile eventual extrudate s-ar lipi
imediat. In aceasta categorie se incadreaza MP1 ce au la baza PE, PP, PC,
PETP etc. Fata din procedeul din corzi, granularea din banda este mai
costisitoare si, in plus, prezinta ca dezavantaj, forma paralelipipedica a
granulelor. Granulele de aceasta forma sunt preluate mai greu de catre melcii
masinilor de prelucrare, iar in cazul amestecarii lor cu granule
cilindrice sau lenticulare apare pericolul separarii.
Instalatiile de granulare cu taierea materialului in stare
fluid-vascoasa si racirea granulelor cu aer se folosesc aproape in exclusivitate
in cadrul SMP1 ce au la baza PVC (fig. 1.57). in acest caz, SMP1 plastifiat in
extruderul 1 si filtrat prin dispozitivul 2, este obligat sa treaca printr-o
filiera 3 in fata careia trec continuu niste cutite rotative. Numarul
cutitelor si viteza acestora determina lungimea granulelor obtinute.
|
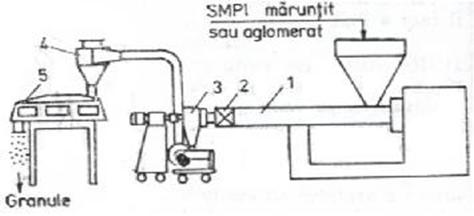
|
|
Fig. 1.57. Dispozitiv de granulare din banda: 1 - banda de MP1; 2 -
cutite pentru taiere longitudinala; 3 - rotor cu cutite; 4 - granule.
|
Dupa taiere, granulele calde, inca in stare plastica, cad la partea
inferioara a unui buncar de unde sunt preluate de un curent de aer si
transportate la ciclonul 4. in timpul transportului are loc si o racire la suprafata
a granulelor, definitivarea racirii acestora (pana la 90 - 40sC) avand loc
in dispozitivul 5. granulele obtinute cu ajutorul instalatiilor de acest tip
sunt uniforme, nu au muchii ascutite, au o curgere buna si nu prezinta pericol
de separare in cazul in care sunt amestecate cu material nou.
Cu aceste instalatii se pot granula si SMP1 pe baza de PVC sub forma de
pulbere sau transformate in pulbere prin macinare fina. In aceste situatii este
necesar ca instalatiile sa fie completate cu o serie de utilaje care sa asigure
dozarea si amestecarea componentilor.
Extruderile folosite in cadrul instalatiilor de granulare a SMP1t pot
fi de constructie obisnuita, cu unul sau cu doi melci. Daca se tine seama
ca materialul cu care sunt alimentate aceste extrudere este neuniform, ca
dimensiuni ale particulelor, se constata ca gelifierea si omogenizarea lui nu
este o problema simpla. Pentru ca aceste operatii sa aiba loc, in conditii
bune, este necesar ca extruderul sa asigure un gradient de forfecare mare, in
conditiile in care temperatura materialului trebuie sa nu depaseasca o anumita
limita, determinata de stabilitatea lui termica.
In cazul in care pentru plastifierea si omogenizarea SMP1t se folosesc
extrudere cu un singur melc, acesta trebuie sa se aleaga dintre cele cu
raport L/D mare (30 - 40), iar in unele cazuri chiar prevazute cu melci cu zone
speciale de omogenizare.
Extruderelor cu un singur melc le sunt preferate cele cu doi melci
care, prin constructie, asigura o buna omogenizare si gelifierea a materialului
supus prelucrarii, fara o solicitare termica excesiva a acestora. Indiferent de
tipul Extruderelor utilizate se recomanda ca acestea sa fie prevazute cu zona
de degazare, asigurandu-se prin aceasta indepartarea urmelor de umiditate
sau alte volatile ce ar putea influenta nefavorabil omogenitatea si forma
granulelor.
In vederea granularii directe (fara aglomerare) a SMP1t sub forma de
folii, fibre sau materiale cu structura celulara, prin a caror maruntire se
obtine un material voluminos, greu de eliminat la utilajele de prelucrare, s-au
construit agregate special destinate acestui scop. Partea deosebita a acestor
instalatii este extruderul granulator. Acesta este astfel construit incat sa
asigure preluarea uniforma si continua a materialului rezultat la maruntirea
SMP1 mentionate.
Exista mai multe variante de extrudere care pot fi folosite pentru
granularea materialelor voluminoase rezultate din maruntirea SMP1 sub forma de
folii, fibre etc. Acestea se deosebesc intre ele prin caracteristicile lor
constructive si prin accesoriile cu care sunt prevazute (fig. 1.58).
Prin construirea zonei de alimentare de forma conica (fig. 1.58b),
sferica (fig. 1.58c) sau prin folosirea unui melc cu diametrul variabil (fig.
1.58d) se asigura preluarea de catre melc a unei cantitati mai mari de material
care, dupa compactare face ca alimentarea caloralte zone ale extruderului sa
fie continua, fapt care asigura si uniformitatea granulelor fabricate.
Inlocuirea palniei de alimentare a extruderului granulator cu un
dispozitiv de compactare (fig. 1.58a), reprezinta o solutie mai avantajoasa
constructiv si mult mai eficienta din punct de vedere al capacitati de
prelucrare a utilajului.
|
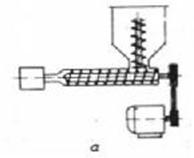 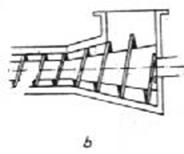
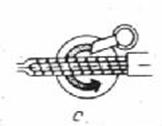 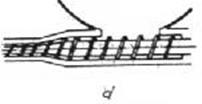
|
|
Fig. 1.58. Solutii constructive pentru zona de alimentare a
Extruderelor folosite la granularea SMP1 sub forma de folie, fibre, materiale
cu structura celulara.
|
Dispozitivul de compactare este de forma conica si are ca parte activa
un melc care ajunge aproape de melcul extruderului (fig. 1.59). Melcul de
compactare poate sa fie cu un pas constant sau variabil, cu unul sau mai multe
inceputuri.
|
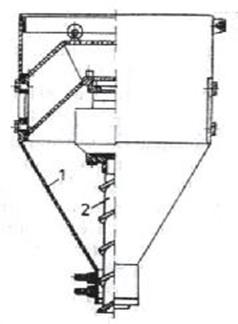
|
|
Fig. 1.59.
Dispozitiv de compactare a SMP1 voluminoase: 1 - carcasa; 2 - melc.
|
Materialul maruntit este supus de catre melcul dispozitivului de
compactare la o presiune astfel reglata incat sa asigure cresterea densitatii,
fara insa sa se produca topirea lui. Presiunea de compactare este specifica
fiecarui tip de MP1 in parte.
Dupa compactare materialul este trecut in cilindrul extruderului, unde
are loc aglomerarea, gelifierea si omogenizarea acestuia. Melcul extruderului
obliga topitura de polimer sa treaca prin dispozitivul de filtrare si apoi prin
capul de profilare. In functie de forma acestuia si de natura MP1 se poate
recurge la granulare sau transformarea lui directa intr-un produs finit. In
cazul in care se urmareste granularea SMP1, se poate folosii o instalatie a
carie schema de principiu este prezentata in fig. 1.60.
|
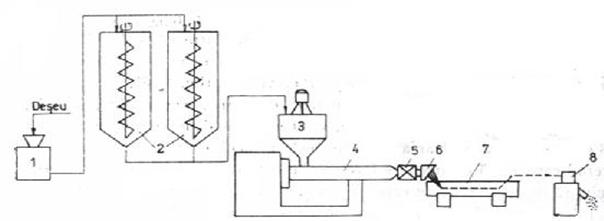
|
|
Fig. 1.60. Schema de principiu a unei instalatii de granulare a SMP1
sub forma de folie: 1 - moara cu cutite; 2 - buncare (silozuri); 3 -
dispozitiv de compactare; 4 - extruder cu doi melci; 5 - dispozitiv de
filtrare; 6 - cap de profilare; 7 - baie de racire; 8 - dispozitiv de
granulare.
|
Instalatii de acest tip pot fi folosite atat pentru granularea SMP1 sub
forma de folie avand la baza PVC, cat si a PA (sub forma de fibre span de
la prelucrari mecanice) sau a PP (folii, fibre). In cazul SMP1 avand la baza
poliolefine, ultima parte a instalatiei se modifica, in sensul ca, se recurge
la granularea din banda.
S-au pus la punct multe variante de instalatii de granulare directa,
fara aglomerare, a SMP1 prin a caro maruntire rezulta un material voluminos
care nu poate fi alimentat direct la utilajele de prelucrare. Cateva dintre
acestea vor fi discutate in cele ce urmeaza.
Astfel, la Intreprinderea pentru ambalaje din materiale textile si
plastice din Dresda (Germania) a fost pusa la punct o tehnologie care permite
obtinerea de SMP1 avand la baza matase PA (formate in intreprinderile de
tricotaje si confectii) a unor MP1 sub forma de granule (numit
"Teplommid"), care sunt utilizate ulterior pentru obtinerea - prin injectie - a
unei game largi de articole, cum sunt ornamentele si picioare pentru mobila,
repere pentru masini de spalt, manere pentru usi etc. Procedeul s-a
dovedit a fi foarte avantajos.
La Combinatul Chimic pentru fibre "Wilhem Pieck" (Germania) se obtine
in mod asemanator, din SMP1 avand la baza matase PA - printr-un proces de
topire, extrudere si granulare - un material granular cunoscut sub denumirea de
"Schwarzamid".
Firma Alpine AG (Germania) a elaborat un procedeu prin care se poate
obtine, din SMP1 sub forma de folii, un valoros granulat PA. Dificultatile
legate de higroscopicitatea materialului sunt depasite, gratie unei instalatii
speciale de transport si de alimentare in care se realizeaza o preuscare a
materialului supus prelucrarii.
Firma Kreyenborg &CO. (Germania) dispune de linii de granulare prin
extrudere (fig. 1.61), care, ca si in cazul instalatiilor REZAKD ale firmei
Leistrit (Germania), lucreaza in extrudere cu melci lungi (L/D = 30).
|
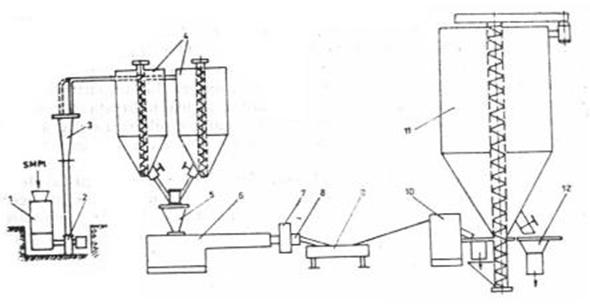
|
|
Fig. 1.61. Schema de principiu a instalatiei de granulare a firmei
Kreyenborg: 1 - moara cu cutite; 2
- suflanta; 3 - dispozitiv de dirijare; 4 - buncare de omogenizare; 5 -
dispozitiv de compactare; 6 - extruder; 7 - dispozitiv de filtrare; 8 - cap
de extrudere; 9 - baie de racire; 10 - dispozitiv de granulare; 11 - buncar de omogenizare a
granulelor; 12 - cantar.
|
Ambele tipuri de instalatii sunt prevazute cu dispozitive de filtrare a
topiturii. O caracteristica constructiva a instalatiilor firmei Leistriz consta
in existenta unui buncar de 0.9 m3 prevazut cu un melc. El
serveste atat pentru omogenizarea SMP1 cat si pentru amestecarea acestora
cu noi cantitati de aditivi. Instalatia are si un dispozitiv de compactare a
SMP1.
In cazul instalatiei puse la punct de compania Glaucester Eengineering
(Anglia) extruderul cu un singur melc este dispus vertical (Vertruder), iar melcul
sau, deosebit de lung, ajunge pana la buncarul de alimentare asigurand
preluarea continua a SMP1. instalatia si-a dovedit plurifunctionalitatea si
este potrivita pentru granularea SMP1 avand la baza PE, PP, PS. Capaitatea de
granulare atinge 300 kg·h-1.
Instalatia de la Sikoplast Maschinenbau GmbH (Germania) are la baza un
extruder cu un singur melc incalzit cu ulei si zona de alimentare conica. Este
prevazuta cu un dispozitiv de filtrare a topiturii, iar extruderul are zona de
degazare. Poate asigura granularea unor SMP1 foarte diferite (folii, fibre sau
materiale cu structura celulara) avand la baza PE, PP sau PA. Se livreaza in
trei marimi, cu productivitati de 50 pana la 300 kg·h-1.
Japan Styrene Paper Co. a realizat instalatii de granulare care au la
baza doua extrudere montate in paralel, in directii opuse. Materialul
debitat de primul extruder este trimis la cel de-al doilea, dupa ce a trecut in
prealabil printr-un dispozitiv special de degazare. Instalatiile de acest tip
pot fi folosite pentru SMP1 sub forma de folie, avand la baza PE sau PS.
Exista si instalatii care asigura granularea SMP1 sub forma de folie,
direct, fara maruntirea acestora. Granulele obtinute cu ajutorul unor asemenea
instalatii sunt de lungimi diferite, fapt datorat alimentarii neuniforme a
axtruderului, dar acest lucru un afecteaza prea mult procesul de
reprelucrare a lor. Instalatii de acest tip fabrica Riwisa KG (Hagglingen,
Elvetia) si au la baza un extruder cu doi melci, ca si firma Reifenhauser
(Troisdorf, Germania), care foloseste extrudere cu un singur melc.
Din descrierea instalatiilor de granulare a SMP1 (maruntite sau nu,
aglomerate sau nu) rezulta ca toate acestea trebuie sa fie prevazute cu
dispozitive de filtrare care sa asigure retinerea eventualelor impuritati
mecanice prezente in materialele recirculate si care ar putea influenta
nefavorabil calitate produselor fabricate din acestea. Tocmai posibilitatea de
a asigura filtrarea topiturii de polimer este factorul care justifica
regranularea SMP1t.
Amestecarea cu material nou. Reintroducea in
circuitul de fabricatie a SMP1 ridica, in cele mai multe cazuri, problema
amestecarii acestora cu material nou. In acest scop, in schema
instalatiilor de prelucrare-recirculare trebuie incluse sisteme speciale de
dozare-amestecare a celor doua tipuri de materiale (SMP1t si material nou).
Aceste pot fi amplasate fie intre agregatele folosite pentru maruntire,
aglomerare sau granulare si palnia de alimantare a masinii de prelucrare,
fie direct la acestea din urma. Alegerea locului de amplasare si a tipului de
agregat de amestecare depinde de forma de prezentare (material maruntit,
aglomerat, granule etc.) a SMP1 si proportia acestora, de precizia necesara
dozarii si tipul instalatiei de recirculare.
In cazul instalatiilor cu agregate centrale de pregatire a SMP1t
(maruntire, aglomerare, granulare) se recomanda folosirea unor agregate de
dozare-amestecare amplasate intre acestea si palnia de alimentare a
masinii de prelucrare. Un sistem asemanator este indicat si pentru
instalatiile cu productie de serie mare, cum ar fi masinile de injectie cu
debavurare automata, instalatiile pentru extrudarea foliilor si aglomerarea
SMP1 rezultate, instalatiile de termoformare. Pentru amestecarea celor doua
componente, in aceste cazuri se utilizeaza amestecatoare de tipul celor
discutate in paragraful privind Aditivarea si numai in cazuri cu totul
exceptionale se recurge la alte tipuri de agregate destinate acestui scop.
In ultimul timp, in special pentru recircularea directa la masinile de
prelucrare, se utilizeaza din ce in ce mai mult unitatile de dozare-amestecare
montate direct la palnia de alimentare a masinii de prelucrare. Pentru
SMP1 sub forma de granule (material granular cu densitate la gramada de
peste 250 kg· m-3 rezultat
direct la maruntirea SMP1 cu pereti compacti, SMP1aglomerate sau
regranulate) ce trebuie amestecate cu un material nou tot sub forma de granule,
dozarea si amestecarea componentilor poate fi asigurata cu unul din
sistemele prezentate in fig. 1.62.
|
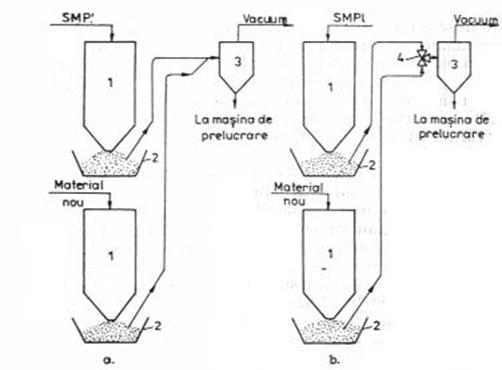
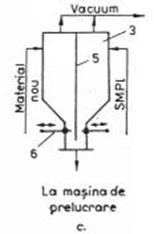
|
|
Fig. 1.62. Sisteme de dozare-omogenizare folosite pentru MP1 sub
forma de granule: 1 - buncare de material; 2 - cuve deschise; 3 - buncar
compartimentat; 4 - supapa oscilanta;
5 - perete despartitor; 6 - sibar.
|
In schemele prezentate in fig. 1.62 se constata ca s-au pus la punct instalatii
la care amestecarea celor doua tipuri de materiale se realizeaza direct in
conducta de alimentare a masinii de prelucrare (fig. 1.62a). In acest caz,
buncarele (cuvele) in care se gasesc depozitate cele doua tipuri de materiale
sunt legate, prin intermeiul unui sistem de absorbtie, la o conducta
comuna care asigura alimentarea directa a palniei masinii de prelucrare.
Transportul materialului are loc sub actiunea vacuumului creat intr-un ciclon
care poate fi folosit ca palnie de alimentare sau atasat acesteia.
Reglarea debitelor de material se asigura cu ajutorul sistemelor de
absorbtie care sunt prevazute cu dispozitive de modificare a debitului de
aer ce actioneaza direct asupra materialului transportat. Acest sistem de
amestecare prezinta ca principal avantaj simplitatea lui constructiva, iar ca
dezavantaj imposibilitatea reglarii precise a raportului dintre materialul
recirculat si cel nou.
Amestecarea celor doua tipuri de materiale prin depunerea lor in
straturi succesive in palnia de alimentare a masinii de prelucrare (fig.
1.62b), evita partial dezavantajul sistemului precedent dar nu rezolva
problema omogenizarii amestecului. Pentru realizarea straturilor succesive
se foloseste o supapa
distribuitoare, care preia alternativ material din cele doua linii de
transport, timpul de functionare a acesteia putand fi astfel reglat incat sa
asigure orice proportii ale componentilor. Folosirea unei supape oscilante
permite depunerea de straturi alternative subtiri, ceea ce are ca efect o
amestecare mai buna in canalul de alimentare a masinii de prelucrare.
La unele instalatii de prelucrare, materialul nou si cel recirculat se
aduce in compartimente diferite ale palniei de alimentare a masinii de
prelucrare (fig. 1.62c). Amestecarea componentilor are loc in canalul de
alimentare, dozarea lor realizandu-se prin reglarea deschiderii unor saibare
amplasate la partea inferioara a fiecarui compartiment.
Cu exceptia cazului in care amestecarea celor doua tipuri de
material se face in conducta de alimentare, celelalte sisteme nu asigura o buna
omogenizare a amestecului.
Pentru a realiza o mai buna omogenizare a celor doi componenti,
palnia compartimentata nu se ataseaza direct la masina de prelucrare ci se
monteaza deasupra palniei de alimentare a acesteia (fig. 1.63).
|
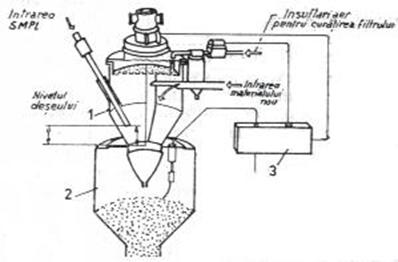
|
|
Fig. 1.63. Sistem de dozare - omogenizare cu palnie compartimentata
atasata palniei de alimentare a masinii de prelucrare: 1 - palnia
compartimentata; 2 - palnia
de alimentare; 3 - dispozitiv de comanda.
|
In acest caz, cu ajutorul unui
ventilator montat la partea superioara a palniei compartimentate se asigura
vacuumul necesar incarcarii compartimentelor cu material nou, respectiv SMP1.
in fiecare compartiment exista un sistem care permite incarcarea acestuia
pana la un anumit nivel in functie de raportul dintre materialul nou si cel
recirculat. La atingerea nivelului stabilit se opreste alimentarea cu material,
iar in sens invers se sufla aer pentru curatirea filtrului. Conectarea celor
doua compartimente la sistemul de vacuum se face cu ajutorul unei supape.
In palnia de alimentare a masinii de prelucrare se gaseste un
palpator de nivel care comanda aspirarea materialelor in palnia
compartimentata, precum si descarcarea acestora atunci cand nivelul
amestecului in aceasta ajunge sub o anumita limita. Amestecarea materialului
nou cu cel recirculat are loc prin descarcarea concomitenta a continutului
celor doua compartimente ale palniei. Pentru cele mai multe cazuri aceasta
amestecare este suficienta si asigura obtinerea cu bune proprietati
fizico-mecanice.
Nici unul din sistemele descrise nu pot fi utilizate in cazurile in
care SMP1 se prezinta sub forma de bucati (fulgi) rezultate la maruntirea
foliilor sau a produselor cu structura celulara, iar materialul nou sub forma
de granule. Aceasta se datoreste faptului ca, in amestecurile formate din
particule de forme si densitatii diferite, apare tendinta de segregare a
componentilor. Drept urmare, pentru situatiile de acest tip s-au pus
la punct sisteme speciale de dozare-amestecare, cateva dintre acestea fiind
prezentate in cele ce urmeaza.
Un prim sistem de acest tip asigura amestecarea materialului nou cu
SMP1, partial in conducta de transport si partial, direct in
cilindrul extruderului folosit pentru formarea amestecului (fig. 1.64).
|
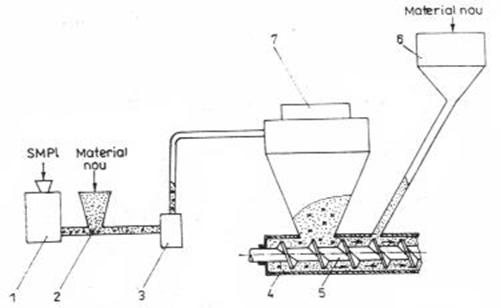
|
|
Fig. 1.64. Sistem de dozare-amestecare a SMP1 sub forma de fulgi cu
granule de material nou: 1 - moara de maruntire; 2, 6 - buncare pentru
material nou; 3 - suflanta;
4 - cilindrul extruderului; 5 - melcul extruderului; 7 - buncar pentru
amestec de SMP1 si material nou.
|
Conform acestui procedeu, SMP1t sub forma de folie sunt mai intai
maruntite intr-o moara adecvata iar fulgii rezultati sunt preluati de
un ventilator si transportati la palnia de alimentare a extruderului de
formare. Pe conducta de legatura dintre moara si ventilator se gaseste un prim
buncar de alimentare a instalatiei cu granule de material nou, astfel incat in
buncarul principal al extruderului ajunge un amestec al celor doua
materiale. Raportul componentilor pentru aceasta faza de amestecare este
de 3.5 - 4.5 p SMP1 la 1p material nou. Din buncarul principal al
extruderului, amestecul, sub o usoara suprapresiune asigurata de aerul de
transport, este trecut in cilindrul extruderului. De aici el este preluat de
catre melc si transportat catre capul de profilare.
Dupa o usoara compactare a amestecului, in cilindrul extruderului este
adus si restul de material nou (pentru a asigura un raport material nou/SMP1t
de 6/4), folosind in acest scop o palnie auxiliara de alimentare. Tubul de
legatura dintre aceasta si cilindrul extruderului este astfel orientat incat
melcul acestuia sa asigure preluarea uniforma si continua a granulelor de
material nou. Raportul dintre cantitatea de amestec preluata din palnia
principala a utilajului si cea preluata din palnia cu material nou se regleaza
prin forma si suprafata sectiunii transversale a deschiderilor care
fac legatura dintre acestea si cilindrul extruderului.
Amestecul astfel realizat este plastifiat si omogenizat de catre
organele active ale extruderului si apoi obligat sa treaca prin capul de
profilare atasat acestuia, cu ajutorul caruia este transformat in
folie.
Un principiu intrucatva asemanator se intalneste si la sistemul de
dozare-amestecare prezentat in fig. 1.65.
|
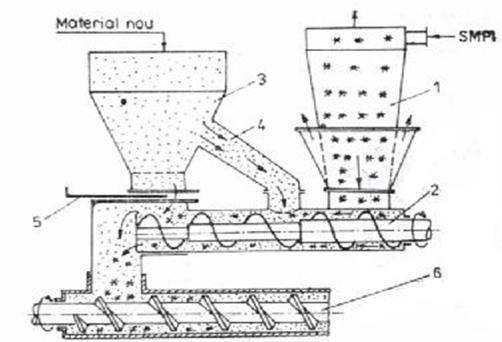
|
|
Fig. 1.65. Sistem de dozare-amestecare a SMP1 sub forma de fulgi cu
granule de material nou: 1- buncar pentru SMP1; 2 - transportor cu melc; 3 -
buncar pentru material nou; 4 - conducta de legatura; 5 - sibar; 6 -
ansamblul cilindru-melc al extruderului de formare.
|
Daca la sistemul precedent
amestecarea SMP1t sub forma de fulgi cu o parte din materialul nou se
realizeaza intr-o linie de transport pneumatic, la aceasta din urma se
foloseste in acelasi scop un transportor cu melc, avand volumul spirei
variabil. Materialul nou este adus in transportor printr-o conducta care face
legatura dintre aceasta si palnia principala a extruderului. Transportorul cu
melc, preia mai intai SMP1t dintr-o palnie de alimentare special destinata
acestui material, apoi o parte din granule de material nou prin intermediul
conductei de legatura si apoi ultima portiune de material nou care vine
din palnia principala a extruderului. Proportia dintre materialul nou si cel
recirculat se asigura prin dimensionarea corespunzatoare a orificiilor de
trecere dintre palnia cu SMP1t si conducta de legatura catre transportor, prin
calcularea corespunzatoare a volumului diferitelor tronsoane ale
transportorului si cu ajutorul unui sibar care regleaza deschiderea fantei de
legatura dintre palnia cu material nou si transportorul cu melc. Amestecul
obtinut cade in cilindrul extruderului de formare si isi urmeaza apoi drumul obisnuit.
Sistemul, recomandat in special pentru recircularea SMP1t sub forma de
folie din PE, prezinta avantajul ca asigura dozarea destul de precisa si
omogenizare buna a celor doua tipuri de materiale, evita segregarea in
componente a amestecului si infundarea cu fulgi de folie a diferitelor
parti componente ale instalatiei de prelucrare.
O buna dozare si amestecare a SMP1t sub forma de fulgi formati la
maruntirea foliilor etirate din PP cu granule din material nou se asigura si cu
ajutorul dispozitivului din fig. 1.66. cele doua buncare continand granule de
material nou si SMP1t sub forma de fulgi sunt legate intre ele prin doua
transportoare cu melc. Unul din transportoare preia, printr-o deschidere
adecvata, granule de material nou pe care le transfera in buncarul cu
SMP1t.
|
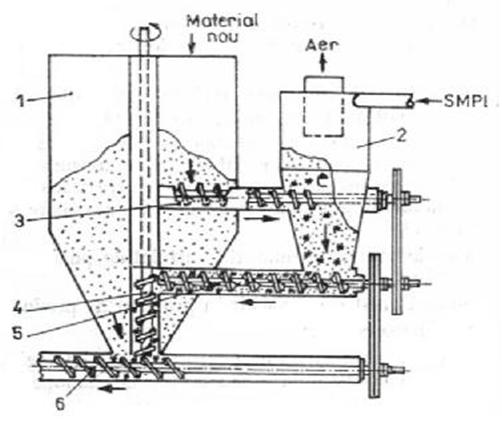
|
|
Fig. 1.66. Sistem e dozare-amestecare a SMP1 sub forma de fulgi cu
granule de material nou: 1 - buncar cu material nou; 2 - buncar pentru SMP1; 3, 4, 5 - transportoare cu
melc; 6 - ansamblul cilindru-melc al extruderului de formare.
|
Aici are loc o amestecare a granulelor cu fulgii de SMP1t, iar
amestecul obtinut este preluat si condus de cel de al doilea transportor cu
melc catre buncarul cu granule de material nou. Acest al doilea
transportor cu melc descarca amestecul intr-un transportor de acelasi tip,
asezat vertical pe axa buncarului. Transportorul transfera amestecul
in cilindrul extruderului de formare. Prin acest sistem se aduce la extruder
numai o parte din materialul nou necesar acestuia, restul de material nou se
aduce prin cadere libera direct din buncarul de granule. Proportia dintre
materialul nou si cel recirculat se regleaza prin proiectarea corespunzatoare a
transportoarelor cu melc si corelarea vitezei melcilor acestora cu cea a
melcului extruderului de formare.
La unele instalatii de prelucrare cu recircularea SMP1t, operatiile de
Aditivare si amestecare cu material nou se realizeaza intr-un singur agregat.
Acestea sunt mult mai complicate din punct de vedere constructiv, ele trebuind
sa asigure dozarea concomitenta a celor doua tipuri de MP1 si a aditivilor,
precum si o cat mai buna amestecare a lor. Datorita acestui fapt, astfel de
agregate sunt mai putin folosite cu toate ca ele prezinta mari avantaje
(reducerea costului investitei, economie de spatiu etc.).
Transportul materialelor plastice secundare. Partile
componente ale instalatiilor de prelucrare si recircularea a SMP1t sunt legate
intre ele prin sisteme de transport. Acestea asigura atat transportul SMP1t la
unitatea de maruntire (macinare fina, aglomerare, granulare) cat si transportul
materialului granular la masinile de prelucrare. Transportul diferitelor tipuri
de materiale in cadrul instaltiilor de prelucrare a MP1 cu recircularea a SMP1t
se poate face cu mijloace mecanice, instalatii pneumatice sau in sistem
combinat.
Ca mijloace mecanice de transport se mentioneaza containerele (in
general pentru transportul SMP1t nemaruntite), benzile transportoare,
transportoarele cu melc etc.
Instalatiile pneumatice de transport sunt preferate mijloacelor
mecanice, in special, datorita posibilitatilor mai largi pe care le ofera.
In cazul sistemului combinat de transport se folosesc, in general,
transportoare mecanice pentru deplasarea SMP1t de la masina de prelucrare catre
moara de maruntire si instalatii pneumatice pentru transportul materialului
maruntit (aglomerat) la granulare si de aici la amestecare sau direct la masina
de prelucrare.
Dintre sistemele de transport enuntate, instaltiile pneumatice
prezinta cele mai mari avantaje si anume:
asigura folosirea imediata a SMP1t
in procesul de productie;
evita contaminarea SMP1t;
permit completa automatizare a
procesului tehnologic, asigurand prin aceasta o reducere considerabila a
necesarului de manopera.
Instalatiile pneumatice de transport pot functiona prin refulare
sau prin aspiratie. Transportorul pneumatic prin refulare se recomanda in
special in cazurile in care agregatele de maruntire sunt montate langa masinile
de prelucrare. Pentru introducerea materialului in linia de transport se
folosesc tuburi de tip Venturi si, mai rar, roti celulare; separarea SMP1t de
aerul de transport realizandu-se cu ajutorul unor cicloane montate deasupra
palniei de alimentare a masinii de prelucrare sau a filtrelor conice
montate in interiorul acestora (fig 1. 67).
|
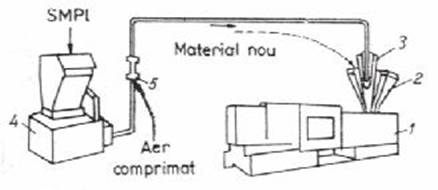
|
|
Fig. 1.67. Schema de principiu a unei instalatii de recirculare a
SMP1t cu transport pneumatic prin refulare: 1 - masina de pelucrare; 2 -
palnie de alimentare; 3 - filtru conic; 4 - moara cu cutite; 5 - tub Venturi.
|
Instalatia prezentata in fig. 1.67 asigura un transport simplu a
materialului maruntit pana la palnia de alimentare a masinii de
prelucrare. Linia de transport este cuplata direct la moara de maruntire din
care evacuarea materialului granular se poate face periodic sau continuu.
Materialul nou, in cazul in care prelucrarea se face in amestec, este adus la
palnia de alimentare manual sau printr-un sistem mecanic de transport. Sistemul
nu asigura o buna omogenizare a materialului nou cu cel maruntit.
Daca se pune problema amestecarii SMP1 cu cantitati determinate de
aditivi, instalatia de transport se complica (fig. 1.68). amestecarea SMP1 cu
aditivi se realizeaza intr-un agregat special de amestecare, iar amestecarea
SMP1t se face cu ajutorul debitului de aer introdus in tuburile Venturi.
|
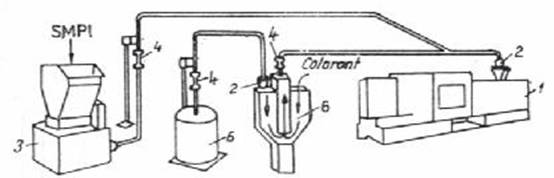
|
|
Fig. 1.68. Schema de principiu a unei instalatii de recirculare a
SMP1t cu transport pneumatic prin refulare, agregat de Aditivare si
amestecarea materialului nou cu SMP1t in conducta de transport: 1 - masina de
prelucrare; 2 - filtru conic; 3 -
moara cu cutite; 4 - tuburi Venturi; 5 - buncar pentru material nou; 6 -
agregat de Aditivare.
|
Desi la un pret de cost initial mare, instalatiile de transport
prin aspiratie constituie in prezent cele mai economice si eficiente sisteme de
transport. Principiul care sta la baza acestora consta in crearea de vacuum
intr-un ciclon amplasat deasupra palniei de alimentare a masinii de
prelucrare (morii de maruntire, agregatului de aglomerare) sau in locul
acesteia, cu ajutorul caruia se absoarbe materialul aflat in linia de
transport, asigurand deplasarea acestuia.
|
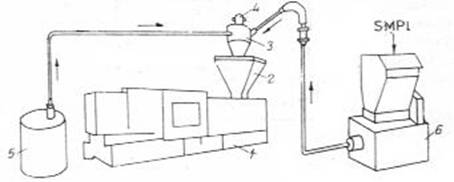
|
|
Fig. 1.69. Schema de principiu a unei instalatii de recirculare cu
transport pneumatic prin aspiratie avand sursa de vacuum montata direct pe
ciclon: 1 - masina de
prelucrare; 2 - palnie de alimentare; 3 - ciclon; 4 - sursa de vacuum; 5 -
buncar pentru material nou; 6 - moara cu cutite.
|
Un capat al liniei de transport este legat la ciclon, iar celalalt
se pune in legatura
cu sursa de material. Sursa de vacuum necesara transportului poate fi
montata direct la ciclonul de separare sau separat de acesta (fig. 1.70).
|
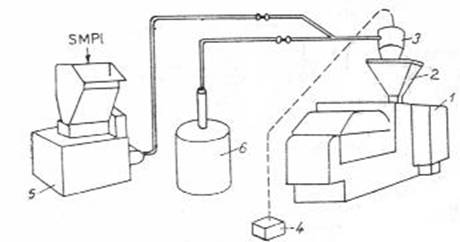
|
|
Fig. 1.70. Schema de principiu a unei instalatii de recirculare cu
transport pneumatic prin aspiratie avand sursa de vacuum montata separat: 1 -
masina de prelucrare; 2 - palnia de alimentare; 3 - ciclon; 4 - sursa de
vacuum; 5 - moara cu cutite; 6 - buncar pentru material nou.
|
Sistemul cu sursa de vacuum montata direct deasupra ciclonului,
proiectat in general pentru transportul pe distante scurte, asigura alimentarea
materialului numai la o singura masina de prelucrare. Montarea unei surse de
vacuum separat de ciclon permite transportul materialului la mai multe masini
de prelucrare. Sistemul poate fi folosit si in scopul asigurarii transportului
atat pe distante scurte cat si lungi si permite utilizarea unei instalatii
centrale de vacuum.
In ambele cazuri amestecarea celor doua tipuri de material (material
nou si SMP1t) se poate face inainte ca acesta sa ajunga la ciclonul de separare
(intr-un agregat special sau direct in conducta de transport), in interiorul
acestuia. Daca este cazul, ambele sisteme permit montarea unor agregate de
uscare, fie intre ciclon si palnia de alimentare a masinii de prelucrare,
fie chiar in locul acesteia.
Unii autori indica un al treilea sistem de transport pneumatic folosind
suflantele (de fapt un transport pneumatic prin refulare). In acest caz, la
morile de maruntire a SMP1t se ataseaza o suflanta care asigura preluarea
materialului granular si refularea acestuia intr-o conducta de transport. La
celalalt capat al liniei de transport este montat un ciclon care permite
separarea materialului maruntit de aer. Materialul cade intr-un buncar de
depozitare (sau direct in palnia de alimentare a masinii de prelucrare) in
timp ce aerul este refulat in atmosfera.
S-a mentionat deja ca nu toate operatiile prevazute in schema
generala de recirculare a SMP1t sunt necesare in cazul tuturor instalatiilor.
Includerea in schemele instalatiilor de recirculare a uneia sau alteia dintre
aceste operatii depinde de tehnologia de prelucrare, natura MP1, tipul SMP1t,
tipul produsului fabricat etc. (tabelul 1.12).
Problema care se pune este ca alegerea operatiilor de pregatire sa se
faca, in asa fel, incat costul investitiei si cheltuielilor de exploatare
sa fie minime, in conditiile in care calitatea produselor fabricate sa fie cat
mai buna.
Tabelul 1 12. Operatiile de prelucrare din
diferite scheme de reciclare a SMP1t.
|
Operatia
Modul de prelucrare
|
M
|
A
|
AG
|
PO
|
DU
|
F
|
G
|
|
1. Regranularea
Deseuri de
folie din:
poliolefine, polistiren;
policlorura de vinil plastifiata
si neplastifiata;
poliamide, poliesteri etc.
Deseuri masive
de tevi, profile placi etc. din:
poliolefine, polistiren;
policlorura de vinil plastifiata
si neplastifiata.
|
|
|
|
x
|
|
|
|
|
|
|
x
|
|
|
|
|
|
|
|
|
|
|
|
|
|
x
|
|
x
|
|
|
|
|
x
|
|
x
|
|
|
2. Extruderea de
produse finite ca:
tevi din poliolefine,
policlorura de vinil;
bare din poliolefine,
policlorura de vinil;
tevi cu structura celulara;
monofilamente din polipropilena,
policlorura de vinil etc.;
folii suflate.
|
|
|
|
x
|
x
|
|
|
|
|
|
x
|
x
|
|
|
|
|
|
x
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
M - maruntire; A -
amestecare; AG - aglomerare; PO - plastifiere, omogenizare; DU - degazare,
uscare; F - filtrare; G - granulare; ○ - poate avea avantaje; ▲-
are avantaje; x - are avantaje mari; ● - de neinlocuit.
Daca se analizeaza variatia cheltuielilor specifice in functie de
capacitatea de prelucrare a instalatiei (fig. 1.71) se constata ca nu
intotdeauna acestea sunt minime atunci cand instalatiile sunt mai simple din
punct de vedere constructiv
|
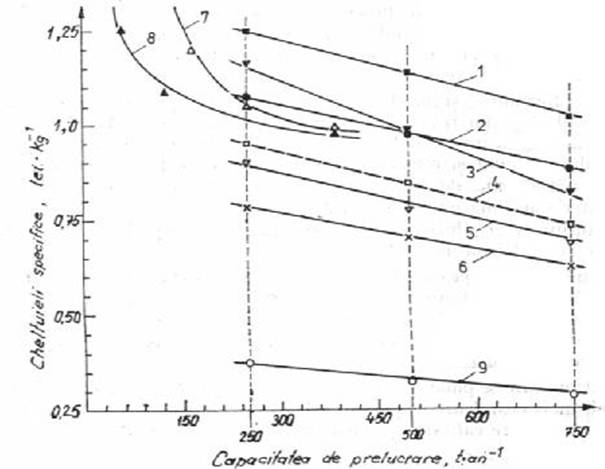
|
|
Fig. 1.71. date comparative privind variatia cheltuielilor specifice
de pregatire a SMP1t sub forma de folie din PE - LD in functie de capacitatea
de prelucrare a instalatiei: 1 - granularea cu un extruder cu un singur melc
fara maruntire; 2 -
granularea cu un extruder cu un singur melc fara maruntire; 3 - granularea cu
un extruder cu un singur melc SMP1t
maruntite si aglomerate; 4 - granularea cu un extruder cu doi melci a SMP1t
maruntite si aglomerate; 5 - aglomerarea fara maruntire; 6 - maruntire si
aglomerare; 7 - granularea cu un extruder cu un singur melc a SMP1t maruntit;
8 - fabricarea directa a foliilor folosind un extruder cu un singur melc; 9 -
maruntire.
|
Produsele acceptabile din punct de vedere calitativ se obtin, aproape
fara exceptie, in cazul in care SMP1t recirculate se regranuleaza si atunci
cand instalatia de prelucrare este atent supravegheata.
Desi pregatirea SMP1 pana la faza de
granule implica cele mai mari cheltuieli, prin acestea se evita toate
necazurile care apar curent in instalatiile de recirculare, precum si
cheltuielile suplimentare inerente cazurilor in care reprelucrarea SMP1t se
face sub forma de material maruntit sau aglomerat.