DETERMINAREA PARAMETRILOR DE SUDARE
1
Parametrii la sudarea prin presiune dublu punct
Instalatia proiectata este alimentata la
220V si poate fi utilizata la sudarea prin presiune a tablelor subtiri
de 0,2 - 1mm cu continut scazut de carbon (regim de sudare dur si moale).
Inainte
de sudare se impune curatirea perfecta a componentelor, care se realizeaza prin
spalare in baie de solventi organici (percloretilena) la o
temperatura a baii de cea. 80°C.
La
sudarea prin presiune in puncte se folosesc trei categorii de clase de calitate:
clasa a l-a corespunde
realizarii punctelor sudate de rezistenta marita
si
fara
amprente ale electrozilor de contact;
clasa a ll-a de calitate
reprezinta puncte sudate cu rezistenta mecanica
ridicata,
dar piese sudate cu amprente ale electrozilor de contact;
clasa a lll-a de calitate
reprezinta puncte sudate cu rezistenta mecanica
mica
si piese sudate cu amprente ale electrozilor de contact.
Alegerea diametrului electrodului se face cu ajutorul
relatiei:
de
= 2s + (2 2,5)mm
unde: s este grosimea componentelor de sudat (s-a ales limita
maxima s = 1mm)
rezulta:
de
= 2∙1 + 2,75 = 4,75 mm se adopta de = 5 mm
Diametrul mediu al
punctului obtinut se determina cu ajutorul relatiei:
dp
= 1,2∙de=1,2∙ 5 = 6 mm
Parametrii
regimului de sudare in puncte sunt acele marimi pe care sudorul le poate regla pentru a
obtine un punct de sudura avand un diametru dat.
Acestia
sunt:
marimea curentului de
sudare Is [A]
timpul de trecere a
curentului prin imbinare ts
[sec]
forta de compresiune
F [daN]
diametrul varfului
electrozilor de [mm]
Aceste
valori depind de:
natura materialului supus
sudarii;
forma componentelor;
clasa de calitate
dorita pentru imbinarea sudata;
Intensitatea curentului de
sudare maxim ce poate fi utilizat la sudare rezulta din calculul
transformatorului.
Timpul de trecere a curentului este :
ts = (0,1 . . 0.2) ∙ s [sec]
ts
= 0,15 ∙ 0,8 = 0,12 sec
Forta
de compresiune se determina cu ajutorul relatiei:
F = (200 . .450)∙s [daN] sau fsp = (120 220)∙Ae
[N/mm2]
unde:

Intensitatea curentului de sudare Is
se determina cu ajutorul relatiei :
Is = j x Ae
[A]
unde
j = (630 . 611) [A/mm2]
Valorile astfel determinate pot fi
modificate in functie de performantele instalatiei de sudare, de clasa de
calitate impusa a fi realizata si de o serie de alti factori. in tabelul 4 se
indica valori orientative la regimurile de sudare in cazul sudarii aliajelor
bogate in nichel, pentru cele trei clase de calitate.
Tabel 4
|
PARAMETRII
|
CLS. a I-a
|
CLS. a
II-a
|
CLS. a
III-a
|
|
|
|
|
|
Diametrul
electrodului de [mm]
|
|
|
|
|
Diametrul
punctului sudat minim dp [mm]
|
|
|
|
|
Forta
de apasare P [daN]
|
|
|
|
|
Latimea de suprapunere a
componentelor b [mm]
|
|
|
|
|
Rezistenta
la forfecare Rf [daN/punct]
|
|
|
|
|
Timpul
de sudare [sec]
|
|
|
|
2 Proiectarea procesului tehnologic de
sudare
Procesul tehnologic cuprinde succesiunea operatilor
necesare realizarii imbinarii
unor ansamble sau subansamble sudate prin presiune tinand cont de conditiile impuse de calitate si
siguranta in functionare.
In general, la proiectarea procesului tehnologic de sudare
prin presiune se parcurg
o serie de etape care se succed intr-o anumita ordine, astfel:
Analiza desenului
constructiv al ansamblului ce
urmeaza a fi sudat prin
puncte. Din desen reies
date referitoare ia:
configuratia
geometrica a ansamblului;
numarul
componentelor de sudat si tipurile de imbinari care se folosesc;
grosimea componentelor
de sudat;
materialul
din care sunt confectionate;
forma geometrica
a imbinarii (puncte, relief).
Pot fi specificate anumite conditii tehnice care se
impun, legate de aspectul exterior
(suprafete fara amprente de electrod) sau clasa de calitate.
Analiza tipurilor de imbinari care intervin, specificate in desen. Se va tine
cont, daca se
sudeaza prin presiune, componente de aceeasi grosime,
sau de grosimi diferite, pozitia acestora,
precum si parametrii constructivi
care se impun.
3. Determinarea
rezistentei de contact Re.
care se executa pe loturi sau
chiar pe repere, inaintea
sudarii, determinandu-se limitele de variatie ale acestora
pentru diverse moduri de
pregatire a suprafetelor.
4. Pregatirea
suprafetelor componentelor inaintea sudarii si care se poate
face, in functie de natura materialului prin sablare, curatire, degresare, pasivizare,
cu scopul obtinerii unei rezistente de contact cu valori corespunzatoare. De asemenea se
stabilesc si se iau masurile necesare de depozitare si manipulare
a
componentelor
inainte si in timpul
fluxului de fabricatie.
Stabilirea
parametrilor regimului de sudare, se face in functie de clasa de
calitate care se cere,
fapt amintit anterior (cele trei clase de calitate).
in
functie de etapele anterioare se stabilesc valorile estimative pentru :
curentul
de sudare Is [A];
forta
de apasare F [daN];
timpul
de sudare ts [sec] sau perioade;
forma
ciclului de sudare necesar;
diametrul
si forma electrozilor de contact;
conditii
speciale de sudare (unde este cazul).
Alegerea
instalatiei de sudat prin presiune care se face in functie de;
puterea
necesara, impusa de parametri de sudare;
ciclurile
de sudare pe care le poate realiza;
natura
comenzilor si gradul de automatizare;
dimensiunile
si forma bratelor (clestii de sudare), mobilitatea, posibilitatea
de adaptare, s.a.
Alegerea
dispozitivelor de fixare, mecanizare si automatizare care se face
in functie de:
dimensiunile
si configuratia geometrica a ansamblului sau subansamblului;
seria
necesara (mica mijlocie sau mare);
efectul
economic obtinut;
asigurarea
accesului intre bratele masinii de sudat.
Controlul de
calitate care cuprinde:
efectuarea
de probe de laborator pe epruvete realizate la parametrii
tehnologici prescrisi
si efectuarea anumitor corecturi ale acestora in functie de rezultatele obtinute.
controlul
dimensional al ansamblului;
controlul
aspectului;
control
defectoscopic.
Organizarea locului
de munca si studiul procesului de munca, este o
etapa de a carei
respectare depinde productivitatea muncii. Ea cuprinde:
miscarea
pieselor inainte, in timpul si dupa operatia de sudare;
miscarea
operatorului sudor si a ajutorului acestuia pe toata durata
succesiunii etapelor.
Urmarind etapele descrise anterior se fac
urmatoarele precizari privind realizarea sudarii prin presiune a suportului
pentru contactorii electrici;
la
realizarea subansamblului care se sudeaza prin presiune dublu punct,
participa doua
materiale identice.
pregatirea
componentelor inainte de sudare se face prin spalare in baie de
solventi organici,
percloretilena la temperatura de 80°C;
in
scopul realizarii sudarii prin presiune a suportului contactori se
utilizeaza
instalatia
proiectata;
pentru a se realiza o
imbinare sudata reproductibila din punct de vedere
geometric si de
calitate corespunzatoare a acesteia, a fost proiectat un dispozitiv de fixare si pozitionare al reperelor
prezentat in desenul din proiect.
Starea suprafetelor
componentelor de sudat este influentata de starea initial a materialului, rezultata din procesul de
fabricatie, de modul de transportare, de modul de depozitare.
Straturile de oxizi,
grasimi sau murdarie, influenteaza dupa cum s-a
vazut in subcapitolele
anterioare, asupra rezistentei de contact ce intervine la sudare si asupra calitatii
imbinarii sudate. Aceste straturi trebuiesc indepartate inainte de sudare, pe intreaga
suprafata a componentelor, in locul de sudare.
In cazul unei
productii de serie mare, cand este necesara si o calitate ridicata a
imbinarii sudate, se impune o pregatire corespunzatoare a
suprafetelor componentelor de sudat. Aceasta cuprinde in general doua
etape si anume:
curatirea
mecanica sau chimica, in functie de importanta
constructiei din
care face
parte imbinarea;
indepartarea
murdariilor, grasimilor si vopselei, utilizand pentru acesta
solventi
organici ca: benzina, acetona, percloretilena s.a.
Indicatii privind
modul de curatire a suprafetelor componentelor pentru
oteluri dupa
operatia de spalare si degresare este redat in tabelul 5.
Tabel 5
|
MATERIALUL
|
STAREA SUPRAFETEI
|
MODUL DE
CURATIRE
|
|
Otel
laminat la rece
|
Fara
oxizi
|
Locul unde urmeaza a se suda se curata
pe o latime de 20mm cu ajutorul
unei perii circulare de sarma sau hartie abraziva
|
|
Otel de constructii laminat la
cald sau dupa tratament termic
|
Cu oxizi
|
Decapare sau sablare, urmata de suflare
cu aer comprimat uscat si curatirea locului unde
urmeaza a se suda pe o latime de 20mm
|
Pentru a se permite solidificarea materialului usor
fuzibil, in cadrul procesului, se mareste durata de mentinere a
componentelor intre electrozii de contact, fiind mai mare efectul de racire asupra
imbinarii.
In tabelul 6 se prezinta
parametrii constructivi ai regimului de sudare pentru table cu grosimea
cuprinsa intre 0,25 mm - 1,6 mm, din otel inalt aliat inoxidabil.
Tabel 6
|
Grosimea tablei /mm/
|
Diametrul
electrodului
|
Diametrul punctului
|
Lungimea de suprapunere
|
de
/mm/
|
Dmin. /mm/
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
In tabelul 7 se prezinta alegerea
principalilor parametrii de sudare pentru clasa de calitate l-a.
Tabel 7
|
Grosimea tablelor s /mm/
|
Forta de apasare
F /daN/
|
Timpul de sudare ts
/sec/
|
Curentul de sudare Is
/kA/
|
Rezistenta la forfecare
Rf /daN:punct/
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Procesul tehnologic de realizare a
imbinarii sudate prin presiune consta intr-o succesiune de operatii de baza si
auxiliare.
Operatiile de baza sunt:
pozitionarea si fixarea reperelor in
vederea sudarii;
sudarea prin presiune
dublu punct.
Operatiile auxiliare sunt:
control;
incercari;
transport.
In figura 30 se prezinta sudarea dublu punct a
reperului "ureche de prindere' pentru maner la un recipient de uz
casnic din otel inoxidabil 22NiCr170, STAS
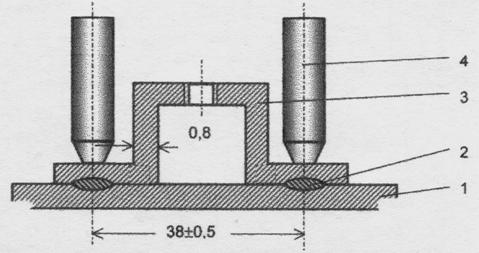
Fig, 30 Sudarea dublu punct a reperului "Ureche
de prindere'
1- recipient, 2- punct de
sudura, 3- ureche de prindere, 4- electrozi pentru sudarea prin presiune dublu punct legati la un
transformator de sudare
Parametrii de sudare:
g + g = 0,8+0,8 mm;
Fa = 220 daN;
ts = 0,15 sec (regim dur de sudare);
ls = 9000A;
Dmin = 13 mm;
de = 4,75 mm;
dp = 5 mm;
Lungimea de suprapunere mm.
Calculele pentru intreaga gama de grosimi de table,
au fost efectuate utilizand programul MathCad 2000 si sunt prezentate in
Anexa 1.
Fisele pe operatii si
faze, pentru realizarea reperului
in constructie sudata sunt prezentate in Anexa 3.