CALCULUL SI CONSTRUCTIA AUTOVEHICOLELOR
AMBREIAJUL MONODISC CU ACTIONARE
MECANICA
CAP.1
AMBREAJUL
1. DESTINATIA ,
CONDITIILE IMPUSE SI CLASIFICAREA AMBREAIAJULUI
Ambreiajul face parte din transmisia automobilului si este intercalat intre
motor si cutia de viteze , reprezentand organul de transmitere a momentului de
la arborele cotit al motorului la cutia de viteze.
Functiile ambreiajului sunt urmatoarele :
- permite la pornirea automobilului cuplarea progresiva a motorului , care se
afla in functiune cu celelalte organe
ale transmisiei , care , in acel moment, stau pe loc;
- permite cuplarea si decuplarea in timpul mersului automobilului motorului cu
transmisia , la schimbarea treptelor de viteze ;
- protejeaza la suprasarcini celelalte organe ale transmisiei.
Ambreiajul trebui sa indeplineasca anumite conditii , si anume :
-sa permita decuplarea completa si cat mai rapida a motorului de transmisie ,
pentru ca schimbarea treptelor sa se faca fara socuri;
-sa decupleze cu eforturi minime din partea conducatorului , fara a se obtine
insa o cursa la pedala mai mare de 120-200 mm .Forta la pedala necesara
declupari nu trebuie sa depaseasca 150 N la autoturisme si 250 N la
autocamioane si autobuze ;
-partile conduse sa aiba o greutate cat mai redusa pentru ca schimbarea
treptelor sa se faca fara socuri
-sa fie suficient de progresiv pentru a se evita pornirea brusca din loc a
automobilului ;
-sa asigure in stare cuplata o imbinare perfecta intre motor si transmisie;
-sa permita eliminarea caldurii care se produce in timpul procesului de cuplare
prin patinarea suprafetelor de frecare ;
-sa amortizeze vibratiile ce se produc in transmisie ;
-sa aiba o constructie simpla si ieftina ;
-sa fie cat mai usor de intretinut si de reglat si sa ofere siguranta ;
Ambreiajele se clasifica dupa principiul de functionare si dupa tipul
mecanismului de comanda .
Dupa principiul de functionare ambreiajele pot fi : mecanice , hidrodinamice ,
combinate si electromagnetice .
Dupa tipul mecanismului de comanda ,ambreiajele pot fi cu comanda : mecanica ,
hidraulica , pneumatica si electrica .
Dupa modul de realizare a comenzi ,ambreiajele pot fi :neautomate si automate.
2.AMBREIAJELE
MECANICE
2.1.PRINCIPIUL DE
FUNCTIONARE SI CLASIFICARE A AMBREIAJELOR MECANICE
Principiul de functionare. Functionarea ambreiajului mecanic se bazeaza pe
fortele de frecare care apar intre doua sau mai multe perechi de suprafete sub
actiunea unei forte de apasare.
Partile componente ale unui ambreiaj, sunt grupate astfel : partea conducatoare
; partea condusa ; mecanismul de actionare . Partea conducatoare a ambreiajului
este solidara la rotatie cu volantul motorului , iar partea condusa cu arborele
ambreiajului .
Pe volantul al motorului este apasat discul condus de catre discul de presiune
datorita fortei dezvoltate de arcurile . Discul condus se poate deplasa axial
pe canelurile arborelui al ambreiajului . Pentru a mari coeficientul de
frecare. Discul de presiune este solidar la rotatie cu volantul prin intermediul
carcasei.
Partea conducatoare a ambreiajului este
formata din : volantul , discul de presiune, carcasa si arcurile de
presiune.
Partea condusa se compune din : discul condus cu garniturile de
frecare si arborele ambreiajului .
Prin frecare ce ia nastere intre suprafetele de contact ale volantului si
discul de presiune pe de o parte si suprafetele discului condus pe de alta
parte , momentul motor este transmis arborelui primar al cutiei de viteza si
mai departe , prin celelalte organe ale transmisiei , la rotile motoare.
Daca se apasa asupra pedalei mecanismului de comanda al ambreiajului , forta se
transmite prin parghia cu furca la mansonul discului de presiune si invingand
forta dezvoltata de arcurile ,departeaza discul de frecare , iar momentul motor
nu se transmite mai departe ; aceasta este pozitia decuplat a ambreiajului .
Cuplarea din nou
a ambreiajului se realizeaza prin eliberarea lina a pedalei , dupa care
arcurile vor apasa din nou discul de presiune pe discul condus , iar acesta din
urma pe volant .
Atata timp cat intre suprafetele de frecare ale discurilor si volantului nu
exista o apasare mare, forta de frecare care ia nastere intre aceste suprafete
va fi mica . In acest caz ,ambreiajul nu va putea transmite intregul moment
motor si in consecinta , va exista o alunecare intre volant si discul condus ,
motiv pentru care discul va avea o turatie mai mica . Aceasta este perioada de
patinare a ambreiajului . In aceasta situatie se va transmite prin ambreiaj
numai o parte din momentul motor. In perioada de patinare a ambreiajului , o
parte din energia mecanica se transforma in energie termica, iar ambreiajul se
incalzeste , producand uzura mai rapida a garniturilor de frecare ale discului
condus .
La eliberarea completa a pedalei ambreiajului , forta de apasare dezvoltata de
arcuri este suficient de mare pentru a se transmite in intregime momentul
motor.
Clasificarea ambreiajelor mecanice.
Ambreiajele macanice utilizate la automobile se clasifica dupa mai multe
criterii.
Dupa forma geometrica a suprafetelor de frecare , ambreiajele pot fi :cu
discuri , cu saboti si cu conuri .
Dupa numarul arcurilor de presiune si modul de dispunere a lor , ambreiajele
pot fi : cu mai multe arcuri dispuse periferic si cu un singur arc central .
Dupa numarul discurilor conduse , ambreiajele pot fi ; du un disc , cu doua
discuri si cu mai multe discuri .
Dupa modul de obtinere a fortei de apasare , ambreiajele pot fi : simple ,
semicentrifuge si centrifuge .
Dupa conditiile de lucru ale suprafetelor de frecare , ambreiajele pot fi :
uscate sau in ulei .
Dupa tipul mecanismului de comanda , ambreiajele pot fi cu comanda : mecanica ,
hidraulica cu servomecanism si automata .
Dupa modul de realizare a debreierii , ambreiajele pot fi : cu debreire manuala
, semiautomata, automata .
2.2.TIPURI CONSTRUCTIVE DE AMBREIAJE MECANICE
Ambreiajul
monodisc simplu cu arcuri periferice. Partile componente ale ambreiajului se
grupeaza in: organe conducatoare , organe conduse si mecanismul de comanda .
Organele conducatoare sunt : volantul
,impreuna cu carcasa, discul de presiune, arcurile de presiune si parghiile de
declupare .
Parghiile de deplasare sunt prevazute cu
doua puncte de articulatie : unul in discul de presiune si celalalt in
carcasa .
Organele conduse ale ambreiajului sunt :
discul condus si arborele ambreiajului. Discul condus este asezat intre volant
si discul de presiune , putand sa se deplaseze axial pe arborele ambreiajului
prevazut cu caneluri la fel ca si butucul discului . Pe discul condus sunt fixate prin nituri doua garnituri
de frecare ce au un coeficient de frecare mare .
Mecanismul de comanda se
compune din mansonul de debreiere si pedala ambreiajului .
La debreiere , se apasa pedala ambreiajului si tija se deplaseaza spre dreapta
iar furca de debreiere impinge mansonul de debreiere spre stanga . Rulmentul de
presiune apasa pe capetele interiore ale parghiilor de declupare , iar acestea
se rotesc in jurul punctelor de articulatie de pe carcasa . In felul acesta ,
parghiile de declupare deplaseaza discul de presiune spre dreapta , comprimand
arcurile . Deoarece discul condus nu mai este apasat asupra volantului ,
transmiterea momentului de la motor la cutia de viteze se intrerupe .
La ambreiere ridicand piciorul de pe pedala , furca de debreiere este readusa
in pozitia initiala de catre un arc de readucere si o data cu ea si rulmentul
de presiune.
2.3.AMBREIAJELE HIDRODINAMICE
Ambreiajele hidrodinamice lucreaza dupa principiul masinilor hidraulice
rotative si constau in asocierea unei pompe centrifuge si a unei turbine
intr-un singur agregat ,folosind ca agent de transmisie un lichid.
Ambreiajele
hidrodinamice se folosesc la unele tipuri de automobile moderne datorita unor
avantaje :demarare mai lina a automobilului , deplasarea in priza directa la
viteze foarte reduse .
Ambreiajul hidrodinamic este format dintr-un rotor-pompa, montat pe arborele
motor in locul volantului si din rotor-turbina , montat pe arborele condus.
Cele doua componente au la partea exterioara palete radiale plane . Intregul
ansamblu este inchis intr-o carcasa etansa ,umpluta in proportie de 85%cu ulei
mineral pentru turbine.
In momentul care motorul incepe sa functioneze , va antrena si rotorul pompa
iar uleiul care se gaseste intre paletele sale sub actiunea fortei centrifuge ,
este impins catre periferie si obligat sa circule in sensul sagetii , adica
uleiul va trece din rotor-pompa in rotor-turbina si apasand asupra paletelor
lui in miscare .
La demarare cand automobilului inca nu este in miscare , turatia
rotorului-turbina este zero.
Particulele vor
trece din rotorul pompa in rotorul-turbina numai in cazul in care rotorul
turbina se va roti mai incet decat rotorul pompa .
Existenta alunecarii face ca , in toate cazurile ,ambreiajul hidraulic sa
transmita un moment oarecare la sistemul de rulare al automobilului si sa nu
fie posibila niciodata o decuplare completa a motorului de transmisie, iar
schimbarea treptelor de viteza sa fie anevoioasa .Din acest motiv ,la
automobilele cu cutii de viteza in trepte , ambreiajul hidraulic se utilizeaza
impreuna cu un ambreiaj mecanic auxiliar, care sa asigure o declupare completa
intre motor si transmisie . Utilizarea ambreiajului hidraulic fara ambreiajul
mecanic este permisa numai la automobilele echipate cu cutii de viteze
planetare , la care schimbarea treptelor de viteza se face prin franarea unor
elemente ale transmisiei planetare .
Ambreiajele hidro dinamice prezinta
urmatoarele avantaje : Confera automobilului o demarare mai lina ; permit
deplasarea in priza directa cu viteza redusa; amortizeaza oscilatiile de
rasucire .
2.4. AMBREIAJELE ELECTROMAGNETICE
Pentru usurarea
conducerii automobilelor a luat extindere in ultimul timp o data cu folosirea
cutiilor de viteze hidrodinamice , utilizarea ambreiajelor cu comanda automata
. Dintre acestea fac parte si ambreiajele electromagnetice, a caror constructie
poate sa difere in functie de modul in care se realizeaza legatura dintre
partea condusa si partea conducatoare si anume:
- ambreiajele cu pulbere magnetica , la care solidarizarea partii conduse cu
cea conducatoare se realizeaza prin magnetizarea pulberii , care umple
cavitatea interioara a ambreiajului
- ambreiajele fara pulbere magnetica , la care forta de cuplare este dat de un
electromagnet alimentat de sursa de curent a automobilului .
In ambreiajele din prima categorie , corpul de lucru il constituie pulberea
magnetica de fier , care se afla intr-un spatiu inelar .
Acest spatiu care leaga partea conducatoare a ambreiajului de cea condusa se
afla dispus intre polii unor electromagneti .Prin conectarea infasurari de
excitatie , alimentata de curentul furnizat de bateria de acumulatoare,
particulele de pulbere se concentreaza de-a lungul liniilor de forta magnetice
, formand niste lanturi magnetice care rigidizeaza pulberea transformand-o
intr-un corp solid.
Sistemul de cuplare este este incorporat in volant , executat din otel si
constituind impreuna cu discul circuitul magnetic al ambreiajului .
Intre peretele
interior al volantului si degajarea discului este dispusa bobina de excitatie ,
alimentata cu curent electric al motorului , cu care este cuplata prin
intermediul inelului de contact .
Acest inel este protejat de capacul izolator pe care se afla montata si peria
din cupru grafiat . Intre peretele interior al volantului si discul solidar cu
el este realizat un spatiu de lucru in care se dispune marginea superioara a
elementului condus executat din placi subtiri din tabla de otel si care prin
intermediul butucului sau canelat ,este montat pe arborele primar al cutiei de
viteze . Pulberea magnetica este mentinuta in spatiul de lucru cu ajutorul
garniturilor de protectie al bucsei .Capatul canelat al arborelui primar este
sprijinit pe rulment. Periferia volantului este prevazuta cu coroana dintata cu
care se angreneaza pinionul motorului electric de pornire .
Ca pulbere magnetica se foloseste , in general fierul carbonic . Momentul motor
transmis de ambreiaj poate fi reglat progresiv , in functie de intensitatea
curentului electric care circula prin bobina de excitatie . Astfel la mersul in
gol a motorului, tensiunea generatorului de curent este insuficienta iar
curentul care patrunde in bobina de excitatie are o valoare mica ceea ce face
ca ambreiajul sa ramana decupat .Pe masura ce turatia motorului creste ,se
mareste si tensiunea generatorului iar ambreiajul se cupleaza lin .Calitatile
de cuplare lina nu se modifica timp indelungat in exploatare ; nefiind nevoie
de reglarea jocurilor ,solicitarile dinamice ale transmisiei raman reduse in
acest fel . De asemenea neexistind frecari ale partilor de cuplare ,uzura
acestui ambreiaj este redusa .
Principalul incovenient al ambreiajelor de acest tip este momentul de inertie
mare al elementului condus fapt ce face dificila schimbarea vitezelor . Acest dezavantaj poate fi inlaturat prin
utilizarea unui disc condus subtire cu moment de inertie mic . O alta dificultate o reprezinta mentinerea
pe perioada indelungata a proprietarilor feromagnetice si anticorozive ale
pulberii.
La ambreiajele electromagnetice fara pulbere efectul de cuplare se obtine prin
unirea volantului cu discul condus montat pe arborele primar al cutiei de
viteze pe ale carui caneluri se deplaseaza .
Intr-un locas
circular , prevazut in miezul de fier ,se afla bobina de excitatie , alimentata
cu curent electric prin contactul glisant . La trecerea curentului prin bobina de excitatie ia
nastere un camp electromagnetic ,datorita caruia indusul este atras catre miez
, invingind tensiunea arcului .Prin frecarea initiala , la inceputul cuplarii
si apoi prin unirea volantului cu indusul , momentul motor se transmite cutiei
de viteze . Cand curentul
electric este intrerupt ,campul electromagnetic dispare , indusul va fi
indepartat de miez impins de arc iar ambreiajul se declupeaza motorul de cutia
de viteze .
Desi constructia acestui
ambreiaj este simpla are dezavantajul unei uzuri rapide , datorita faptului ca
atat miezul cat si indusul magnetic se executa din otel moale .
De asemenea inertia mare a discului condus , care determina o schimbare greoaie
a treptelor de viteza , constituie un alt dezavantaj al acestei constructii
.Masa discului condus fiind mica , magnetismul remanent este si el mic iar la
decuparea ambreiajului, acesta este convins de arcurile lamelare fixate pe disc
.
Totusi , cea mai eficienta metoda de marire a rezistentei la uzura a suprafetelor
de frecare consta in utilizarea garniturilor de frictiune , pe baza de azbest
sau din materiale metaloceramice . In acest caz , insa adaosul necesar pentru
uzura garniturilor de fritiune duce la aparitia unui joc mai mare intre miez si
indus . Prezenta aerului in acest spatiu mareste mult rezistenta magnetica a
sistemului si duce la cresterea dimensiunilor si greutatii ambreiajului .
2.5. AMBREIAJELE COMBINATE
Pentru a mari
conformobilitatea , la unele autoturisme moderne , se utilizeaza ambreiajele
combinate , care permit automatizarea actionarii lor .
Cele mai raspandite ambreiaje combinate sunt cele cele hidraulic-mecanic si
electromagnetic-mecanic .
2.6. MECANISME DE ACTIONARE AUTOMATE
Sisteme automate
care asigura cuplarea si decuparea utilizand depresiunea din galeria de admisie
a motorului sau sursa de energie electrica a automobilului determina o mai
usoara actionare a ambreiajului .
Cand se schimba treptele cutiei de viteze se actioneaza asupra parghiei
eliberandu-se pedala de acceleratie , ceea ce face ca miezul electromagnetului
sa se deplaseze spre dreapta , sa deschida supapa si sa permita comunicarea
intre partea stanga a camerei cu membrana si rezervorul vacuumatic . Acest
rezervor comunica printr-o supapa inversa , cu colectorul de admisie al
motorului . Cand obturatorul carburatorului este inchis , depresiunea din
galeria de admisie iar presiunea aerului atmosferic deplaseaza membrana camerei
spre stanga , asigurand decuparea ambreiajului si posibilitatea treceri la alta
treapta de viteza . Dupa schimbarea treptei de viteza , se elibereaza parghia
,actionandu-se pedala de acceleratie ,ceea ce face ca miezul electromagnetului
sase deplaseze spre stanga sa inchida supapa. Supapa sub actiune tijei
diafragma se deschide , asigurand admisia aerului atmosferic in partea stinga a
camerei si cuplarea ambreiajului .
Alimentarea bobinei de excitatie a generatorului se face de la bateria de
acumulare . Intrerupatorul fixat pe maneta cutiei de viteze ,se aduce pentru
pornirea din loc in pozitia deschis . In timpul demarajului turatia motorului
si a generatorului creste treptat asigurand o crestere corespunzatoare a
intensitati curentului trimis in bobina electromagnetului si a fortei de
cuplare , obtinandu-se o pornire lina de pe loc a automobilului . Intensitatea
curentului la pornire depinde de marimea rezistentelor .
La schimbarea treptelor de viteza , intrerupatorul se inchide si curentul de la
bateria de acumulare trece nu numai prin bobina de excitatie a generatorului ci
si prin bobina indusului sau ,ceea ce face sa creasca brusc intensitatea
curentului trimis curentului trimis in electromagnet si ducluparea ambreiajului
sa se faca rapid .
La deschideri mari ale clapetei de acceleratie a carburatorului , contactul se
inchide .
Decuparea ambreiajului se face la deschiderea automata a contactului , in
pozitiile corespunzatoare ale manetei cutiei de viteze.
Cu ajutorul intrerupatorului , bobina electromagnetului poate fi alimentata
numai de la bateria de acumulare .
Cand tensiunea generatorului este mai mare decat a bobinei , contactul comandat
de releul de curent invers , permite incarcarea bateriei de la generator .
2.7. MATERIALE UTILIZATE LA CONSTRUCTIA AMBREIAJELOR
Pentru
garniturile de frecare se folosesc materialele pe baza de azbest sau materiale
metaloceramice .
Garniturile pe baza de azbest au un coeficient de frecare mare , rezista la
temperaturi de 200 C fara sa-si schimbe
caracteristicile si sunt rezistente la uzura .
Garniturile din materiale metaloceramice au o contabilitate termica mai buna
decat cele pe baza de azbest , coeficient de frecare mare , o rezistenta la
uzura mai mare , dar sunt fragile . Materialele metaloceramice sunt executate
din pulberi metalice prin sinterizare .
Garniturile de frecare au o grosime de 3-4 mm in functie de destinatia
ambreiajului .
Niturile utilizate la fixarea garniturile de frecare sunt de tipul cu capul
inecat , din otel moale , cupru sau aluminiu . Diametrul niturilor este de
obicei de 4..6 mm.
Discul condus se executa din otel carbon cu un continut mediu sau mare de
carbon si are o grosime de 1 . .3 mm .
Discurile de presiune sunt
executate din fonta cenusie cu duritate de 170..230 HB. Mai rar se executa din fonta aliata cu Cr , Ni si
Mo .
Arcurile de presiune dispuse periferic sunt executate din hotel arc iar
arcurile tip difragma din hotel arc .
Parghiile de cuplare se executa : prin forjare din otel carbon dupa care se
cianureaza si se calesc in ulei ; prin matritare din hotel cu continut ridicat
de carbon , dupa care se calesc in ulei .
2.8. DEFECTELE IN
EXPLOATARE ALE AMBREIAJULUI SI INLATURAREA LOR
Defectele in exploatare ale ambreiajului se pot manifesta
sub forma : ambreiajul patineaza sau nu se cupleaza , ambreiajul nu se
declupeaza , ambreiajul cupleaza cu smucituri sau face zgomot.
Ambreiajul patineaza sau nu cupleaza
. Defectul se consta , mai ales la deplasarea automobilului in treapta de priza
directa cu viteza redusa , cand motorul este accelerat iar turatia sa creste
brusc , fara ca viteza automobilului sa se mareasca sensibil .defectul se
datoreste urmatoarelor cauze principale: cursa libera a pedalei
necorespunzatoare , ulei pe suprafetele garniturilor de frecare , slabirea sau
decalirea arcurilor de presiune , uzura accentuata a garniturilor de frecare .
Cursa libera a pedalei necorespunzatoare se refera la situatia in care acesta
nu exista deloc. Datorita acestui fapt ,rulmentul de presiune apasa in
permanent pe parghiile de debreiere , ceea ce provoaca o uzura mai rapida a lui
si reduce din apasarea discului de presiune asupra discului condus , deoarece
ambreiajul cupleaza incomplet . Ca urmare a patinari indelungate , ambreiajul
se incalzeste foarte puternic , putand conduce la :arderea garniturilor de
frecare , decalirea arcurilor de presiune , ridicarea si deformarea discului de
presiune . Defectul se elimina prin reglarea cursei libere a pedalei
ambreiajului la valoarea prescrisa de fabrica constructoare
Existenta uleiului pe suprafetele de frecare se datoreste patrunderii acestuia
in ambreiaj ca urmare a pierderilor de ulei de la motor pe la palierul
principal , ungerii prea abundente a rulmentului de presiune sau depasirea
nivelului uleiului in cutia de viteze . Existenta uleiului pe suprafetele
discului condus reduce frecarea cu 40-50% iar ambreiajul patineaza . Defectul
se elimina prin spalarea garniturilor de frecare cu benzina , sau daca acestea
au fost imbibate cu ulei se inlocuieasc. In acelasi timp , va trebui eliminata
cauza patrunderi uleiului in in ambreiaj .
Slabirea sau decalirea arcurilor de presiune este urmarea urmarea indelungate
si a supraincalzirii . Pentru pentru inlaturarea defectului se demonteaza
ambreiajul , se verifica rigiditatea arcurilor de presiune si se inlocuieasc
cele slabe .
Uzura accentuata a garniturilor de frecare se datoreste utilizari
necorespunzatoare sau indelungate a ambreiajului . Garniturile uzate peste
limita admisa se inlocuieasc .
Ambreiajul nu declupeaza . Defectul se manifesta la schimbarea treptelor de
viteze , cand arborele cotit nu declupeaza , transmisia fiind insotita de un
zgomot puternic mai ales la incercarea de clupare a treptei I . Cauzele pot fi:
existenta curse libere prea mari , deformarea discului de frecare dereglarea
sau ruperea parghiilor de decuplare ,arcul tip diafragma deformat sau decalit ,
neetanseitati la comanda hidraulica .
Exploatarea automobilului timp mai indelungat cu un ambreiaj care nu declupeaza
complet determinarea uzura prematura a sincronizatoarelor si a danturilor
rotilor cutiei de viteze.
Cursa libera a pedalei ambreiajului este prea mare datorita unui reglaj
incorect si a uzurilor mari a articulatiilor mecanismului de comanda . Datorita
faptului ca ambreiajul nu declupeaza complet se uzeaza mai ales partile
laterale ale danturi pinioanelor cutiei de viteze . Defectul se elimina prin
reglarea cursei libere a pedalei .
Deformarea discului de frecare se produce mai ales , ca urmare a supraincalziri
si a reconditionari defectuoase . La decuparea ambreiajului , suprafetele
deformate vor atinge atat suprafatele deformate vor atinge atat suprafata
discul de presiune cat si pe cea a volantului , facand imposibila decuparea
completa .Cand deformarea discului nu depaseste 0,3-0,4 mm, acesta se indreapta
,in caz contrar se inlocuieste .
Dereglarea parghiilor de cuplare conduce la o deplasare inclinata a discului de
presiune fata de pozitia initiala , astfel ca intr-o parte ramane in contact cu
discul de frecare , iar decuparea nu va fi completa . Defectiunea este insotita
, mai ales la inceputul la inceputul declupari nu va fi completa . Defectiunea
se inlatura prin reglarea parghiilor de declupare .
Ruperea parghiilor de declupare duce la o situatie similara dereglarilor, numai
ca zgomotul produs este permanent datorita lovirii continue a parghiilor rupte
de discurile in rotatie .
Defectiunele mecanismului de comanda hidraulica conduc la imposibilitatea
declupari complete. Existenta aerului in instalatie provoaca o situatie
similara .
Ambreiajul cupleaza cu smucituri sau face zgomote puternice . Defectul se
datoreste urmatoarelor cauze : spargerea discului de presiune ,slabirea sau
ruperea arcurilor discului condus , ruperea niturilor de fixare a garniturilor
de frecare , dereglarea sau ruperea .
Spargerea discului de presiune se poate produce datorita fabricatiei
necorespunzatoare , supraincalziri si conduceri defectuoase . Remedierea consta
in inlocuirea discului de presiune .
Slabirea sau ruperea arcurilor discului condus se produce dupa o functionare
indelungata sau o manevrare brutala a ambreiajului .Remedierea se face prin
inlocuirea discului condus sau a arcurilor defecte .
Ruperea niturilor de fixare a garniturilor de frecare se datoreste slabiri lor
curmare a functionarii cu socuri a ambreiajului sau montarilor gresite
.Defectiunea se produce treptat si este insotita de socuri si de zgomote
metalice .Remedierea consta in schimbarea discului de fritiune.
2.9. INTRETINEREA AMBREIAJULUI
Lucrarile de
intretinere ale ambreiajului sunt : ungerea rulmentului de presiune , numai la
rulmenti cu gresoare , ungerea bucselor , verificarea si reglarea cursei libere
a pedalei , reglarea jocului dintre rulmentul de presiune si parghiile de
declupare.
Operatia Periodicitatea , km echivalenti
Controlul si restabilirea nivelului lichidului din rezervorul mecanismului de
actionare hidraulic zilnic: rezervorul trebuie sa fie ¾ plin cu lichid
Verificarea daca orificiul de aerisire din capacul rezervorului este astupat
zilnic
Ungerea axului pedalei 5000
Verificarea tensiuni arcurilor de reducere de la pedala si cilindrul receptor
10000
Reglarea cursei libere a pedalei 10000
VERIFICAREA SI REGLAREA CURSEI LIBERE A
PEDALEI AMBREIAJULUI Cursa libera a pedalei este
corespunzatoare cand ambreiajul transmite momentul motor fara patinare , cu
pedala in pozitia libera , si cand decupleaza complet cu pedala apasata
.Reglarea cursei libere a ambreiajului este necesar sa se faca periodic ,
deoarece , prin uzura garniturilor de frecare , ea se micsoreaza .
Verificarea cursei libere a pedalei ambreiajului se face cu ajutorul unei rigle
al carei capat se sprijina pe podea alaturi de pedala ambreiajului . Rigla se
reazama cu suportul pe podeaua caresoriei . Cu ajutorul reperelor se compara
cursa pedalei cu cursa libera indicata pentru automobilul respectiv . Dupa
montarea riglei pe podea se decupleaza cursorul pana cand se sprijina pe pedala
. In acest fel , deplasarea pedalei se va face in contact permanent cu rigla si
deci , prin deplasarea unuia din cele doua repere se poate citi direct
deplasarea pedalei , celalalt reper ramanand fix .
Se deplaseaza prin apasare pedala impreuna cu cursorul , pana in momentul in
care ambreiajul incepe sa decupleze . Acest moment se simte prin marirea fortei
necesare deplasarii in continuare a pedalei . Distanta intre cele doua cursoare
reprezinta cursa libera a pedalei si se citeste direct in milimetri pe scara
gradata a riglei. Ea trebui
sa fie de 20-50mm , in functie de tipul automobilului .
Reglarea cursei libere a
pedalei ambreiajului se face in mod diferit in functie de automobil . De obicei
cursa libera a pedalei se regleaza prin modificarea lungimii tijelor care
transmit miscarea de la pedala la furca de decuplare .
Se reprezinta solutia de reglare a cursei libere a pedalei ambreiajului
autoturismului Dacia
1300 prin variatia lungimii cablului de actionare. La reglare , se slabeste
contrapiulita si se insurubeaza sau desurubeaza piulita pana se obtine cursa
libera a pedalei , corespunzatoare unui joc de 2-3,5mm la extremitatea furcii
ambreiajului .
In cazul ambreiajului cu mecanism de comanda cu actionare hidraulica cursa
libera a pedalei se datoreste jocului dintre tija si pistonul cilindrului
principal si jocului dintre rulmentul de presiune si capetele interioare ale a
pedalei ambreiajului la mecanismul de parghiilor debreiere. Jocul dintre tija
si pistonul comanda cu actionare mecanismul principal se regleaza cu ajutorul
unui cu cablu la autoturismul Dacia 1300 surub excentric, iar jocul dintre
rulmentul de presiune si capetele interioare ale pirghiilor de debriere se
regleaza prin modificarea lungimii tijei pistonului cilindrului receptor , compusa
din doua parti asamblate prin filet.
REGLAREA JOCULUI DINTRE RULMENTUL
DE PRESIUNE SI PIRGHIILE DE DECUPLARE
Pentru o
functionare corespunzatoare a ambreiajului, trebuie ca toate pirghiile de
decuplare sa se gaseasca in acelasi plan, pentru ca , la decuplare, ele sa vina
simultan in contact cu rulmentul de presiune.
Jocul dintre rulmentul de presiune si
capetele interioare ale pirghiilor de decuplare se poate regla :
-cu ajutorul surubului de la capatul interior al pirghiei de decuplare;
-cu ajutorul piulitei in acest caz rulmentul de presiune este inlocuit cu un
inel de grafit ,iar pirghiile au fixat la partea interioara discul);
-cu ajutorul piulitei care se insurubeaza sau desurubeaza pe buton;
-cu ajutorul piulitei care apropie sau departeaza partea centrala a pirghiei de
decuplare de carcasa ambreiajului.
Jocul dintre rulmentul de presiune si pirghiile de decuplare se regleaza,de
obicei, dupa reparatii.
La verificarea si
reglarea pozitiei pirghiilor de decuplare se procedeaza astfel:
-se roteste arborele cotit al motorului pana cind apar doua pirghii in dreptul
ferestrei de vizitare din carterul ambreiajului;
-se apasa pedala pina cind rulmentul de presiune atinge capetele pirghiilor.
Daca rulmentul a atins o singura pirghie , acestea se regleaza ,astfel incit sa
fie atinse deodata .Jocul dintre pirghii si rulmentul de presiune se verifica
cu o sonda -;calibru ,care se introduce pe rand , in interstitiile dintre
capetele interioare ale parghiilor si rulment.
2.10 DEFECTELE SI TEHNOLOGIA DE RECONDITIONARE A
AMBREIAJULUI
Discul condus .
La discul condus al ambreiajului GFX 310 KZ utilizat la automobilele ROMAN pot
aparea urmatoarele defecte : uzura garniturilor de frecare , deformarea
discului , uzura gaurilor pentru niturile garniturilor de frecare si uzura
gaurilor pentru bolturile distantiere .
Locurile unde pot aparea defectele la discul de presiune al ambreiajului
GFX 310 KZ de pe automobilele ROMAN
Uzura
garniturilor de frecare se stabileste prin masurarea cu sublerul;garniturile
uzate se inlocuieasc .
Deformarea discului se stabileste prin masurarea bataii frontale cu
comparatorul: daca discul e deformat , se strunjeste garnitura de frecare pe
adancimea de maximum 1 mm .
Uzura gaurilor pentru niturile garniturilor de frecare se stabileste cu
ajutorul unui calibru-tampon iar inlaturarea defectului se face prin
introducerea unor nituri noi , care se refuleaza pana la umplerea gaurilor .
In cazul uzurii gaurilor pentru bolturilor distantiere , se alezeaza cu un
alezor si se introduc bolturi distantiere majorate .
Discul condus se rebuteaza daca prezinta
: fisuri , rupturi ,ruperea a mai mult de doua arcuri de presiune sau a mai
mult de trei arcuri ale butucului .
Discul de presiune . Pot aparea
urmatoarele defecte : rizuri pe suprafata de lucru , deformarea discului ,
uzura sau deteriorarea locasului parghie , uzura gaurilor pentru boltul
suportului , uzura suparfetelor laterale de ghidare in carcasa , sparturi ale
urechilor ghidajelor si bosajelor de centrare a arcurilor .
Rizurile pe suprafata de lucru sau deformarea discului se pot stabili vizual ,
iar uzura prin masurarea cu sublerul sau ,in caz de uzura neuniforma , cu
comparatorul . Abaterea maxima admisa de la plancitate este de 0,1 mm .Aceste
defecte se elimina prin strunjirea suprafetei de lucru a discului respectand
cota minima admisa .
Deteriorarea locasului parghiei se constata vizual , iar uzura prin masurarea
cu sublerul. Reconditionarea consta in frezarea locasului la cota maxima admisa
si folosirea a doua saibe compensatoare cu grosimea de 0,700-0,775mm .
Uzura gaurilor pentru boltul suportului se masoara cu un calibru-tampon .
Aceste defecte se elimina prin alezarea locasului si folosirea de bolt majorat.
Uzura suprafetelor laterale de ghidare in carcasa se masoara cu sublerul ;
suprafetele uzate se incarca cu sudura oxiacetilenica , apoi se ajusteaza prin
frezare la cota nominala .
Sparturile si rupturile urechilor ghidajelor si bosajelor de centrare a
arcurilor se stabilesc vizual , iar reconditionarea consta din sudura oxiacetilenica
, urmata de ajustare la nivelul materialului de baza.
Discul de presiune se retuseaza: cand rizurile sau crapaturile suprafetelor de
lucru nu dispar prin strunjire pana la cota minima ; in cazul sparturilor sau
rupturii ce afecteaza corpul discului .
Parghiile de declupare. Pot aparea
urmatoarele defecte : uzura suprafetei de actionare , uzura locasurilor pentru
bolturile de ghidare , uzura suprafetelor laterale in zona de contact .
Suprafata de actionarea uzata se reconditioneaza prin incarcare cu sudura
electrica si se rectifica la cota nominala .
Uzura locasurilor
pentru bolturile de ghidare se stabileste vizual si se masoara cu un
calibru-tampon .Reconditionarea consta in alezarea si folosirea de bolturi
majorate .
Uzura suprafetelor laterale in zona de contact se masoara cu sublerul ;
reconditionarea consta in frezarea ambelor suprafete , respectand cota minima
de 12,900 mm si folosirea a doua saibe compensatoare cu grosimea de 0,500-0,525
mm.Parghiile de decuplare se rebuteaza daca prezinta : fisuri , sparturi ale
corpului tijei, indiferent de marime si pozitie.
Furca de decuplare . La furca de
decuplare pot aparea urmatoarele defecte : uzura locasului sferic pentru boltul
cu cap sferic , uzura locasului sferic pentru tija de comanda , uzura suprafetei
de fixare a mansonului de decuplare , deteriorarea gaurilor pentru suruburile
de fixare a mansonului de declupare .
Uzura locasului pentru bolturi cu cap sferic se constata vizual si se masoara
cu un calibru vergia . Reconditionarea consta dintr-o rectificare sferica a
locasului la cota de reparatie , folosindu-se bolt sferic la cota majorata .
Uzura locasului sferic pentru tija de comanda se constata vizual si se
determina cu un calibru vergia . Reconditionarea consta in rectificarea sferica
a locasului la cota de reparatii folosindu-se tija de comanda reconditionata la
cota majorata .
Uzura suprafetei de fixare a mansonului de declupare se masoara cu un
calibru-tampon ; reconditionarea consta in rectificarea plana a ambelor
suprafete si folosirea a doua saibe compensatoare .
Deteriorarea filetului gaurilor pentru suruburile de fixare a mansonului de
declupare se controleaza cu un sablon . Reconditionarea consta in largirea si
gaurirea la cota 6,500 si filetarea la cota majorata M 8 x 1,25 .
Furca de decuplare se rebuteaza cand prezinta rupturi ale bratelor parghiei si
fisuri sau rupturi ale corpului parghie .
Carcasa ambreiajului. Pot aparea
urmatoarele defecte : fisuri , crapaturi , rupturi , uzura gauri de centrare si
abaterea de al planeitate a suprafetei de asezare .
Carcasa cu fisuri ,crapaturi sau rituri se reconditioneaza limitandu-se
fisurile sau crapaturile , prin executarea unor gauri cu diametru de 3 mm , la
distanta de 10-15 mm de capetele fisurilor , pe o adancime de 4-5 mm ; urmeaza
apoi o sudare oxiacetilenica si ajustare prin pilire si frezare pana la nivelul
materialului de baza .
Uzura gaurii de centrare se constata prin verificare cu un calibru-tampon ;
reconditionarea consta in majorarea prin gaurire la 19 mm si alezarea la cota 19,000-19,018
mm si folosirea unui stift de centrare la cota corespunzatoare .
Abaterea de la planeitate a suprafetei de asezare mai mare de 0,08 mm se
reconditioneaza prin strunjirea suprafetei de asezare , pe adancimea de maxim
0,500 mm fara a depasi insa cota de 179,5 mm .
Carcasa ambreiajului se rebuteaza daca prezinta rupturi sau sparturi cu o
lungime pe contur mai mare de 100 mm si care cuprind mai mult de doua gauri de
prindere ,fisuri si crapaturi care traverseaza doua sau mai multe gauri .
Verificarea
ambreiajului sau a partilor componente ale acestuia se face la demontarea
completa sau in cazul in care se repara sau se inlocuieste un organ defect .
La montarea ambreiajului se verifica :
-bataia frontala a discului condus la o anumita raza prin introducerea unui
dorn in canelurile butucului si fixarea dornului intre doua varfuri de
centrare; bataia frontala se citeste pe comparatorul cu cadran . Daca bataia
frontala depaseste limitele admise , discul se indreapta cu cheia ;
- echilibarea statica a discului condus cu ajutorul unui dispozitiv.
Echilibrarea se realizeaza cu ajutorul unor placute , reducand la minim
tendinta de rostogolire a discului , in orice pozitie pe barele dispozitivului
;
- jocul radial si jocul lateral intre flancurile canelurilor a butucului
ambreiajului si a arborelui ambreiajului cu ajutorul unei lamele calibrate .
-arcurile de presiune care trebuie sa fie din aceiasi grupa de sortare
masurandu-se lungimea in stare libera si lungimea sub sarcina ;
Verificarea discului condus :
-dimensiunile
caracteristice pentru reglare si uzuri la ambreiajele cu arc central tip
diafragma , dimensiunile caracteristice se verifica atat cu ambreiajul in stare
libera cat si sub actiunea unei forte .
Inlocuirea subansamblurilor ambreiajului este conditionata de echilibrarea lor
atat individual cat si in stare asamblata .In felul acesta , pozitiile
reciproce de asamblare devin strict determinate , fiind evidentiate prin
coincidenta unor marcaje de referinta .
Studiul comparativ al
autovehiculelor asemanatoare cu cel din tema de proiect
|
NR
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Marca
|
Peugeot Boxer 320L
|
Citroen Jumper31L
2,8HDI
|
Renault Grand Espace 2,0 16V Aut
|
Mercedes Vito 113
|
Opel Vectra Caravan
Aut B16
|
Peugeto Boxer 310C
|
|
Pe[Kw]
|
80
|
93,5
|
103
|
95
|
74
|
80
|
|
Np[rot/min]
|
5500
|
3600
|
5500
|
5100
|
6000
|
5500
|
|
Me[N*m]
|
168
|
168
|
188
|
186
|
150
|
168
|
|
Nm[rot/min]
|
3400
|
3400
|
3750
|
3600
|
3600
|
3400
|
|
Vmax[Km/h]
|
200
|
200
|
185
|
210
|
220
|
200
|
|
Masa
|
3200
|
3250
|
2350
|
2700
|
2500
|
3020
|
|
Sarcina
|
1645
|
1550
|
1450
|
1400
|
1400
|
1670
|
|
Io
|
5,62
|
5,42
|
5,93
|
4,29
|
4,12
|
5,62
|
|
Icv1
|
3,73
|
3,52
|
3,7
|
4,25
|
2,81
|
3,73
|
|
Form roti
|
4x2
|
4x2
|
4x2
|
4x2
|
4x2
|
4x2
|
|
Tip ambreiaj
|
monodisc
|
monodisc
|
monodisc
|
monodisc
|
monodisc
|
monodisc
|
|
Tip arc
|
elicoidal
|
elicoidal
|
diafragma
|
diafragma
|
diafragma
|
elicoidal
|
|
Tip mec
|
mecanic
|
hidarulic
|
hidraulic
|
mecanic
|
hidarulic
|
mecanic
|
|
Dim anvelope
|
195/70 R15
|
215/75 R16
|
205/65 R15
|
195/70 R15
|
195/65 R15
|
195/70 R15
|
CAP. 2
MEMORIU DE CALCAUL
DETERMINAREA
MOMENTULUI DE CALCUL AL AMBREAJULUI
Raportul de transmisie al transmisiei principale: 
Raportul de transmitere ale cutiei de viteze:
Masa totala maxima autorizata a autovehicolului:  kg
kg
Tipul si dimensiunile anvelopei: 195/70 R150
Pentru ca ambreajul sa transmita momentul maxim
dezvoltat de motor fara sa patineze, pe toata durata lui de functionare chiar
si dupa uzarea garniturilor de frecare cand valoare fortei de apasare a
arcurilor de presiune scade, este necesar ca momentul de frecare al ambreajului
sa fie mai mare decat momentul maxim al motorului 
Momentul de calcul al ambreajului reprezinta
momentul fata de care se dimensioneaza elementele ambreajului.
Acestea se determina cu relatia:


Se adopta
DETERMINAREA DIMENSIUNILOR GARNITURILOR DE FRECARE
Raza exterioara a garniturii de frecare se determina cu
relatia:



Se adopta :


i=2- pentru ambreaj
monodisc
nd - numarul discurilor conduse

Pentru
autovehicule, valoarea c Se
adopta c=0,65.
Deoarece
dimensiunile garniturilor de frecare ale ambreiajelor sunt standardizate, se
adopta conform STAS 7793-83 valorile superioare cele mai apropiate de
valoarea calculata.
Dimensiunile garniturilor de frecare alese din standard sunt:
diametrul exterior al garniturii: De=225 mm
diametrul interior al garniturii: Di=150 mm
grosimea
garniturii: g=3,5 mm
Raza exterioara a garniturii de
frecare  .
.
Raza interioara a garniturii de
frecare:



Raza medie a suprafetei de frecare se
determina cu relatia:

DETERMINAREA FORTEI NECESARE DE APASARE A ARCURILOR ASUPRA DISCURILOR DE
PRESIUNE
Din conditia ca momentul de calcul al
ambreiajului Mc sa fie egal cu momentul de frecare al ambreiajului Ma, relatia
de calcul a fortei de apasare asupra discului de presiune este:
Se adopta μ=0,3.
 - coeficientul ce tine seama de frecarea dintre butucul
discului condus si arborele ambreajului.
- coeficientul ce tine seama de frecarea dintre butucul
discului condus si arborele ambreajului.
Pentru ambreaje
monodisc cf=0,90 . 0,95).
Se adopta cf=0,9.
VERIFICAREA GARNITURII DE FRECARE
Presiunea specifica dintre suprafetele
de frecare se determina cu relatia:


Pentru garniturile de frecare din ferodou,
valoarea admisibila a presiunii specifice este: pa=1,5 . 3,5 
Deoarece p pa garniturile rezista la presiune
specifica
pa garniturile rezista la presiune
specifica
Aprecierea
solicitarii la uzura a garniturilor de frecare se face utilizand
lucrul mecanic specific de frecare la patinare Ls in regimul pornirii de pe
loc.
Aceasta se determina cu
relatia:
L este lucrul mechanic de freacare la patinare al
ambreajului


rr - raza de
rulare a rotilor motoare


r0 -
raza libera a rotii

unde: din 195/70 R15 => H=195 mm
H/B=70 %
Dj=15 inchi


Valoarea admisibila a
lucrului mecanic specific la patinare a ambreiajului este:
 .
.
Deoarece LS<LSa,
ambreiajul rezista la uzura.
Incalzirea ambreiajului se produce numai in
timpul patinarii datorita transformarii lucrului mecanic din
frecare in caldura. Verificarea la incalzire se face pentru
discul cel mai solicitat termic si se apreciaza prin cresterea
de temperatura Δτ.
In cazul ambreiajului monodisc verificarea la
incalzire se face pentru discul de presiune deoarece discul condus este
izolat termic prin garniturile de frecare.
Cresterea de temperatura se
determina cu relatia

γ=0,5 - pentru discul
de presiune al ambreiajului monodisc
c - caldura specifica a materialului
piesei.
Pentru
otel sau fonta 
Calculul grutatii  se face in ipoteza ca
discul de presiune este o placa circulara din fonta, iar marginile acesteia
trebuie sa le depaseasca pe cele ale garniturii de frecare cu 2.3mm.
se face in ipoteza ca
discul de presiune este o placa circulara din fonta, iar marginile acesteia
trebuie sa le depaseasca pe cele ale garniturii de frecare cu 2.3mm.
mp - masa piesei care se verifica

unde: ρ - densitatea materialului,  pentru fonta
pentru fonta
hp - grosimea
discului de presiune. 
Se adopta hp=0,013m.
 - acceleratia gravitationala
- acceleratia gravitationala


unde: Dep,Dip
- diametrul exterior/interior al discului de presiune

Valoarea admisibila a
cresterii de temperatura pentru o cuplare la plecarea de pe loc este  .
.
Deoarece Δτa<Δτ,
ambreiajul rezista la incalzire.
CALCULUL ARCURILOR DE PRESIUNE
Arcurile de presiune ale ambreiajului sunt
solicitate dupa un ciclu asimetric cu un coeficient de asimetrie
R=0,80,9. Deoarece numarul ciclurilor de solicitare in conditii
normale de exploatare nu depaseste 5∙1015
cicluri, distrugerea arcurilor de presiune nu se produce datorita oboselii
materialului. Arcurile de presiune periferice elicoidale sunt arcuri cilindrice
din sarma trasa de otel carbon de calitate pentru arcuri, sau
otel aliat pentru arcuri si au o caracteristica liniara.
Calculul acestora consta in determinarea diametrului sarmei, a diametrului
de infasurare, a numarului de spire si lungimea arcului in
stare libera.
Se adopta numarul arcurilor de presiune
ca multiplu de 3 astfel incat forta de apasare ce revine unui arc
sa fie intre Farc= 4080 daN.
Se adopta Farc=80


Se adopta n'a=9 arcuri.
Forta care este necesara sa o
dezvolte un arc este:


O conditie necesara pentru ca
manevrarea ambreiajului sa nu fie obositoare pentru conducatorul
auto, este ca in momentul in care ambreiajul este decuplat, forta
dezvoltata de fiecare arc  sa fie cu maxim
10%-25% mai mare decat valoarea corespunzatoare pozitiei cuplate.
sa fie cu maxim
10%-25% mai mare decat valoarea corespunzatoare pozitiei cuplate.


Diametrul sarmei arcului se determina din
conditia de rezistenta la torsiune a acestuia in pozitia
decuplata a ambreiajului cu relatia:

unde: 
D - diametrul de infasurare
al spirei arcului.
Pentru arcurile elicoidale ale ambreiajelor c
Se adopta c
k-este coeficient de corectie ce depinde de raportul c si se determina
cu relatia :

τta - rezistenta admisibila la torsiune a arcului
 pentru materialul arcului.
pentru materialul arcului.
Deoarece dimensiunile
pentru sarma trasa din otel pentru arcuri sunt standardizate, se
adopta conform STAS 893-67.
Se calculeaza diametrul
de infasurare a spirei arcului cu relatia:
d=4,5
D=
 D=27
D=27
Din expresia de calcul a sagetii unui
arc elicoidal din sarma cu sectiunea circulara rezulta
relatia de calcul a numarului de spire active ns.


G-modul de elasticitate transversala al sarmei
arcului
 pentru otel de arc.
pentru otel de arc.
 rigiditatea
arcului
rigiditatea
arcului

 - sageata
suplimentara corespunzatoare deformatiilor arcului la decuplarea ambreajului
- sageata
suplimentara corespunzatoare deformatiilor arcului la decuplarea ambreajului

unde:  -numarul de discuri conduse
-numarul de discuri conduse 
jd - jocul dintre o pereche de
suprafete de frecare necesar pentru decuplarea completa a
ambreiajului.
jd=0,75 . 1,5 mm pentru ambreiaje monodisc .
Se adopta 
j' - cresterea grosimii discului condus datorita elementului elastic
axial.
j'=0,51,5 mm .
Se adopta 
Numarul de spire
trebuie sa fie un numar multiplu de 0,5 si mai mare decat 6. Se
adopta ns=8
spire. Deoarece spirele de la capatul arcului nu sunt spire active, numarul total de spire va fi:


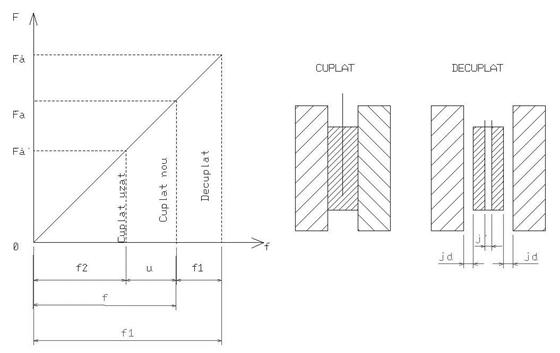
Fig.
1. Jocurile
dintre discurile ambreiajului decuplat
Fig. 2.
Caracteristica
elastica a arcului de
presiune
Se determina cu
relatia:

unde L1 - lungimea arcului comprimat in
pozitia decuplata a ambreiajului.
 sageata arcului corespunzator pozitiei cuplate
sageata arcului corespunzator pozitiei cuplate

 - determina din conditia distanta dintre spire in starea
comprimata a arcului sa fie jS=1 mm cu relatia
- determina din conditia distanta dintre spire in starea
comprimata a arcului sa fie jS=1 mm cu relatia



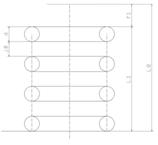
fig.3
Arcul de presiune elicoidal
Pentru a se evita flambajul arcurilor de presiune
se recomanda ca 
Deoarece  arcurile rezista la flambaj.
arcurile rezista la flambaj.
Datorita uzarii garniturilor de frecare
arcurile de presiune se desting mai mult si forta de apasare
scade de la valoarea  la valoarea
la valoarea  .
.
Momentul de frecare al ambreiajului dupa
uzarea garniturilor de frecare este:

unde: 
unde: 

unde: f - sageata corespunzatoare arcului in pozitia cuplata a
ambreiajului


Δu - destinderea corespunzatoare uzurii tuturor garniturilor
de frecare pana la limita maxima admisibila


unde: Δu1 - uzura
admisibila pentru o garnitura de frecare, 
Se adopta  .
.
Coeficientul de
siguranta  al ambreiajului
dupa uzarea garniturilor de frecare este:
al ambreiajului
dupa uzarea garniturilor de frecare este:


Deoarece  reulta ca
ambreiajul va transmite fara patinare momentul motor si
dupa uzarea garniturilor de frecare.
reulta ca
ambreiajul va transmite fara patinare momentul motor si
dupa uzarea garniturilor de frecare.
Lucrul mecanic necesar debraierii este lucrul
mecanic produs de fortele elastice pentru comprimarea arcurilor de
presiune cu sageata si se
determina cu relatia:

unde:  - randamentul mecanismului de actionare.
- randamentul mecanismului de actionare.  .
.
Se adopta  .
.
Valorile recomandate ale
lucrului mecanic necesar debraierii stabilite astfel incat sa nu
apara o solicitare intensa a conducatorului auto sunt de:  pentru autoutilitara.
Valoarea Ld determinata se incadreaza in limitele
recomandate.
pentru autoutilitara.
Valoarea Ld determinata se incadreaza in limitele
recomandate.
CALCULUL ARBORELUI AMBREAJULUI
 Arborele ambreiajului este supus
solicitarii de torsiune cu un moment egal cu momentul de calcul al
ambreiajului si solicitari de intindere si forfecare la nivelul
canelurilor de-a lungul carora culiseaza discul condus.
Arborele ambreiajului este supus
solicitarii de torsiune cu un moment egal cu momentul de calcul al
ambreiajului si solicitari de intindere si forfecare la nivelul
canelurilor de-a lungul carora culiseaza discul condus.
Fig 4. Arborele ambreiajului
Din conditia de rezistenta la
torsiune se determina diametrul interior al arborelui ambreiajului cu
relatia:
unde:  - rezistenta admisibila la torsiune.
- rezistenta admisibila la torsiune.
Materialul din care se
confectioneaza arborele ambreiajului este otel aliat pentru
cementare 21MoCr12 STAS 791-80.
Acesta are  .
.
Deoarece arborii
canelati au dimensiuni standardizate, se alege din STAS 1770‑68
urmatoarele dimensiuni:
diametrul
interior al canelurii di=2,6 [cm]
diametrul
exterior al canelurii de=3,2 [cm]
numarul
de caneluri z=10 caneluri
latimea
canelurii b=0,4 [cm]
Verificarea la strivire a canelurilor arborelui
ambreiajului se face cu relatia:

unde: l - lungimea butucului
discului condus. Pentru conditii obisnuite de exploatare l=de
h - inaltimea
canelurii arborelui


Rezistenta
admisibila la strivire pentru canelurile arborelui ambreiajului este:  . Deoarece
. Deoarece  rezulta ca
arborele rezista la strivire.
rezulta ca
arborele rezista la strivire.
Verificare la forfecare pentru canelurile
arborelui ambreiajului se face cu relatia:


Rezistenta admisibila la
forfecare pentru arborele ambreiajului este  .
.
Deoarece  rezulta ca
arborele ambreiajului rezista la forfecare.
rezulta ca
arborele ambreiajului rezista la forfecare.
CALCULUL DISCURILOR AMBREAJULUI
Discul de presiune este solidar la rotatie cu
volantul motorului, avand in acelasi timp posibilitatea deplasarii
axiale. Legatura dintre acesta si volant se face prin intermediul
carcasei ambreiajului.
Carcasa ambreiajului este prevazuta cu
mai multe ferestre in care patrund niste rezeme prelucrate pe discul
de presiune.

Fig5. Elementele de fixare si ghidare ale
discului de
presiune in coroana ambreiajului
Calculul elementelor de fixare si ghidare
consta in verificarea la strivire a suprafetelor de contact dintre
discul de presiune si carcasa. Presiunea specifica in acest caz
se determina cu relatia:

unde: R - raza cercului pe care sunt dispuse reazemele
discului de presiune
Se
adopta R=10,5 [cm].
z
- numarul de reazeme;
Se adopta z=6 reazeme.
A - aria unei suprafete de contact solicitata la
strivire


Se adopta l=1,5 [cm].
Se adopta a=0,3 [cm].
Valoarea rezistentei admisibile la strivire conform literaturii de specialitate
este  . Deoarece rezulta ca
elementele de fixare si ghidare rezista la strivire.
. Deoarece rezulta ca
elementele de fixare si ghidare rezista la strivire.
Calculul
niturilor de fixare a discurilor propriu-zise de butuc
Niturile de fixare a discului propriu-zis pe
flansa butucului sunt confectionate din OL38 si sunt solicitate
la forfecare si strivire.
Verificarea niturilor la forfecare se face cu
relatia:

unde: rn - raza cercului pe care sunt
dispuse niturile de fixare; se recomanda rn=5 . 8 [cm]
Se adopta  .
.
 - diametrul niturilor; se recomanda
- diametrul niturilor; se recomanda 
Se adopta  .
.
zn - numarul
de nituri; se recomanda 
Se adopta 
Valoarea rezistentei
admisibile la forfecare pentru niturile de fixare este  . Deoarece rezulta ca
niturile de fixare rezista la forfecare.
. Deoarece rezulta ca
niturile de fixare rezista la forfecare.
Verificare niturilor la
strivire se face cu relatia:

Se adopta  .
.
Rezistenta
admisibila la strivire pentru niturile de fixare este 
Deoarece
rezulta ca
niturile de fixare rezista la strivire.
Arcurile elementului elastic suplimentar sunt
arcuri elicoidale si au rolul de a reduce rigiditatea transmiterii in
scopul prevenirii socurilor. Totodata acestea contribuie la evitarea
rezonantei la frecvente inalte ale oscilatiilor de torsiune din
transmisie.
Conditia pentru o functionare
corespunzatoare a elementului elastic suplimentar este ca momentul de
torsiune necesar pentru comprimarea arcurilor acestora pana la opritori,
sa fie egal cu momentul produs de forta de aderenta a rotilor
motoare pe un drum uscat cu coeficinetul de aderenta  , redus la arborele ambreiajului in treapta I-a de
viteza.
, redus la arborele ambreiajului in treapta I-a de
viteza.
La automobile arcurile utilizate la elementul
elastic suplimentar au urmatoarele caracteristici:
diametrul
sarmei arcului: d=3,0 . 4,0
[mm]
Se adopta d=3,0
mm.
diametrul
spirei arcului: D=14 . 19 [mm]
Se adopta D=14
mm.
numarul total de spire ale arcului ns=6 spire.
numarul arcurilor elementului elastic
suplimentar: ze=6 . 8
pentru De<250 mm
Se adopta ze=8, pentru ca diametrul exterior este 250 mm.
Montarea arcurilor in butucul discului se face pretensionat prin
comprimare cu o sageata de 10-13 % din lungimea libera a
arcului.
CALCULUL MECANISMULUI DE ACTIONARE
Schema mecanismului de actionare este
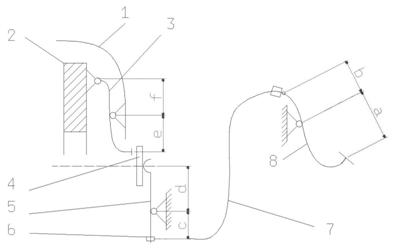
1 - Carcasa ambreiajului
2 - Disc de presiune
3 - Parghii de debraiere
- Rulment de presiune
5 - Furca de decuplare
6 - Dispozitiv de reglare a jocului dintre rulmentul de presiune si
parghiile de debraiere
7 - Cablul de actionare
al ambreiajului
8 - pedala ambreiajului
Fig 6. Schema
mecanismului de actionare
al ambreiajului
Raportul de transmitere al mecanismului de
actionare mecanica se determina cu relatia:


unde: ip - raportul de
transmitere al parghiilor de debraiere
it - raportul
de transmitere al pedalei si furcii ambreiajului
a=150 mm, b=30 mm, c=100
mm, d=25 mm, e=50 mm, f=25mm
 ;
; 
Se adopta: a=150 mm ; b=30 mm ; c=100 mm ; d=25
mm ; e=50 mm ; f=25 mm.
Randamentul mecanismelor
de actionare mecanice
ale ambreiajului este  conform
recomandarilor din literatura de specialitate .
conform
recomandarilor din literatura de specialitate .
Se adopta  .
.
Forta de
actionare a pedalei ambreiajului se determina cu relatia:

Valorile recomandate in
literatura de specialitate pentru forta la pedala este de  pentru autoutilitara.
pentru autoutilitara.
Cursa pedalei de actionare a ambreiajlui se
determina cu relatia:

unde: s1 - cursa
libera a rulmentului de presiune,  .
.
Se adopta s1=2 mm.
Valorile
recomandate in literature de specialitate pentru cursa pedalei ambreajului
sunt:
s =150 . . .180 mm
pentru autoutilitara.
=150 . . .180 mm
pentru autoutilitara.
BIBLIOGRAFIE
Gh.Fratila-Calculul si
constructia automobilelor E.D.P.
1977
Untaru- Automobile E.D.P. 1968
Stoicescu A.P.-Dinamica autovehiculelor vol.I Ed. U.P.B. 1973
A.Tudor,I.Marin-Ambreiaje si cuplaje de siguranta cu
frictiune.Indrumar de
proiectare I.P.B.1985
Inufa Katalog
Ligia Petrescu-Elemente de grafica computerizata-AutoCAD-U.P.B. 1998
Ligia Petrescu-Grafica inginereasca U.P.B. 1997
George Dragomir-Calculul si constructia autovehiculelor
(notite de curs)

