TEHNOLOGIA
DE SUDARE
O aplicatie in
practica a tehnologiei de sudare cu gaze protectoare folosind amestec de
argon si azot poate fi sudarea pe generatoare si pe
circumferinta a virolelor in scopul obtinerii unor
recipienti de dimensiuni mari.
Astfel de imbinari, de obicei, se
realizeaza in IUC Fagaras realizandu-se astfel
recipienti din otel inoxidabil pentru industria chimica.
Pentru virole cu
diametrul intre 800 . 1500 mm si grosimea placii intre 5 . 8 mm se
utilizeaza sudarea MIG, lucrandu-se numai cu argon.
Pentru
imbunatatirea proprietatilor mecanice ale
cusaturii si pentru reducerea pretului de cost se
realizeaza calculul tehnologiei ce urmeaza:
Metalul de baza este
un otel inoxidabil austenitic: 2NiCr185 cu urmatoarea compozitie
chimica:
C%
max 0,03% Cr % 18,0 . 20,0 %
Mn% max 2% Ni % 10,0 . 12,5 %
Si% max 1,0% conform standardului:
STAS 3583-87
Principalele domenii de
utilizare a otelului 2NiCr185.
- Elemente de utilaje tehnologice care
lucreaza la temperaturi ridicate si/sau medii puternic agresive.
Preponderent se utilizeaza pentru aparataj in industria chimica
(industria acidului azotic) si industria farmaceutica. Se mai
utilizeaza si in industria nucleara. Poate fi utilizat in
constructia de recipienti sub presiune pana la 350°C si
pana la 550°C daca nu sunt prezente medii agresive care sa
provoace descompunerea grauntilor.
Caracteristicile mecanice la temperatura ambianta ale otelurilor
inoxidabile austenitice 2NiCr185 sunt:
Duritatea
maxima Rp0,2 = 180 N/mm
Limita de curgere Rp1,0 = 215 N/mm
Rezistenta la tractiune Rm = 460 680 N/mm
Alungirea la rupere
minima A5 %
- longitudinal
45 %
-
transversal 40 %
Rezilienta KCU 300/2 minima -
longitudinal 85 J/cm²
- transversal 55 J/cm²
Aceste virole se realizeaza unor table care se livreaza la
urmatoarele dimensiuni conform STAS 12451-86:
grosimi: 5, 6, 7, 8, 9 mm
latimi: 1000, 1250, 1500 mm
lungimi: 3000
. 6000 mm
Lungimea maxima a
virolei asamblate este de 3000 mm.
1. Alegerea sarmei pentru sudare
Spre deosebire de sudarea cu electrozi
inveliti sau sub flux unde prin compozitia materialului pulverulent
utilizat se poate interveni asupra compozitiei baii de metal topit,
la sudarea sub protectie de gaz cu sarma plina nu se mai poate
actiona asupra baii in fuziune. Daca invelisul sau fluxul
prin ardere la temperatura arcului formeaza gaze si zgura, la
sudarea in medii protectoare, gazul asigura protectia (atat)
impotriva elementelor din aer elementele dezoxidante si de aliere putand
fi intoduse in cusatura numai prin metalul de adaos (sarma
plina) sau prin gazul protector (N2).
Astfel metalul de adaos
trebuie sa contina elementele necesare pentru obtinerea
unei cusaturi cu compozitia dorita.
Printre altele,
elementele de aliere ale sarmei trebuie sa asigure metalului depus o
compozitie chimica cat mai apropiata de cea a metalului de
baza, in vederea obtinerii unor caracteristici mecanice comparabile.
Continutul final al
metalului depus, in privinta unui element de aliere, depinde de
continutul in sarma a acestui element, de metalul de baza, de
dilutia si pierderea acestui element in timpul fuziunii, pierdere ce
poate proveni din volatizarea lui la temperatura arcului. Pierderea mai poate
depinde de reactia de combinare in baie a elementului considerat in timpul
fenomenului de reducere a oxizilor.
Alegerea sarmelor pentru
sudare trebuie facuta in functie de doua criterii
principale: - procedeul de sudare
- compozitia
chimica.
In cazul de
fata fiind vorba de o sudare MIG cu amestec de gaze Ar 25 % si
Ni 75%, sarma de sudare trebuie sa aibe o compozitie chimica
asemanatoare cu cea a M.B.
Cum metalul de baza
este un otel inoxidabil austenitic cu maxim 0,03% C. Se alege ca metal de
adaos conform STAS 1126-90 sarma plina pentru sudare in mediu de gaze
protectoare S03Cr19Ni(9) utilizat pentru sudarea otelurilor inalt aliate.
Compozitia
chimica a sarmei S03Cr19Ni9 este:
Cmax 0,03 % Mn 1,0 . 2,0 % Si max 0,7 %
Cr
18,0 . 20,0 % Ni 8 . 10 %
Mai contine: Pmax 0,025 % si Smax 0,015 %
Tinand cont ca
grosimea tablelor ce se imbina este intre 5 . 8 mm se recomanda utilizarea sarmei avand
diametrul de 1,2 si 1,6 mm. Alegerea diametrului se va face in baza unui calcul de
optimizare.
Ambalarea sarmelor pline
se face pe bobine de material plastic ale carui dimensiuni sunt
standardizate. Cele mai utilizate sunt de obicei cele din fig. 14.

Fig.14. Bobina pentru sarma de sudura
2. Gazul de protectie
Gazul de protectie utilizat este un
amestec de gaze intre argon si azot (75% Ar + 25% N2).
Azotul din gazul de
protectie este necesar pentru a creste procentul de azot din
cusatura. Aceste gaze sunt amestecate in dispozitive speciale de
amestecare care permit dozarea celor doua gaze la diferite presiuni
si debite. Schema unui asemenea amestecator este prezentat in fig.
15.
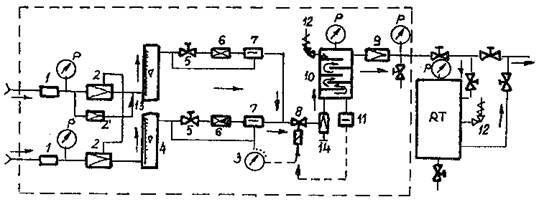
Fig.15. Schema de principiu a dispozitivului de amestec
pentru doua componente (Ar + N2)
Cele doua gaze avand aceeasi
presiune, trec prin filtrele 1 si ajung la regulatoarele de presiune 2
comandate de regulatorul pilot 2. Cu ajutorul acestuia presiunea se fixeaza la
valoarea pentru care sunt calibrate debitmetrele 4. Manometrele cu contacte 3
se regleaza astfel incat la scaderea presiunii unuia din cele
doua gaze, instalatia sa fie oprita automat prin inchiderea
electroventilului 8.
Proportia de dozare se regleaza cu ajutorul ventilelor de dozare
5, precizia fiind de ordinul ± 1%. In continuare gazele trec prin ventilele
antiretur 6, stabilizatoarele de debit 7, dupa care se amesteca, trec
prin atenuatorul 14 si apoi in recipientul tampon 10 prevazut cu un
sistem de (suntare) si care in scopul unei bune amestecari.
Acest recipient este prevazut cu automatul de control al presiunii 11,
care la atingerea unei valori superioare limita comanda oprirea
instalatiei.
Suplimentar
este montat ventilul de siguranta 1 Reglarea presiunii amestecului de
gaze la iesire se face cu ajutorul regulatorului 9, valoarea fiind
indicata de manometrul P. Intre statie si reteaua de
distributie se intercaleaza rezervorul tampon RT cu volum de circa
1m³, cu scopul preluarii eventualelor socuri de presiune
datorita fluctuatiei consumului.
Aceasta instalatie este conectata la sursa de gaz a
instalatiei de sudare.
Calculul parametrilor tehnologici de sudare
Avand in vedere ca
tablele ce se asambleaza prin sudare au grosimi intre 5 . 8 mm fie ca e
vorba de cusatura pe generatoare fie la sudarea pe
circumferinta a virolelor avem sudare cap la cap in pozitie
orizontala.
In literatura de
specialitate se prevede modul de pregatire a rostului dintre piesele de
sudat in functie de grosimea tablelor.
Pentru S = 6 . 12 mm in
cazul sudarii MIG avem rostul din figura 16.
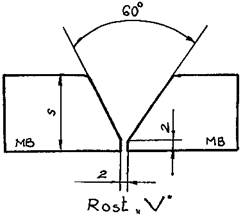
Fig. 16 Rost V
Sudarea primului strat
(stratul de radacina) se poate face prin procedeul WIG; in acest
caz sunt necesare alte masuri suplimentare (protectia din partea
opusa). In cazul in care se sudeaza numai MIG (productivitate
ridicata) este necesara protectia din partea opusa de
obicei cu argon.
In cadrul procedeului MIG in functie
de densitatea de curent metalul topit poate fi transferat prin arc sub
forma de picaturi sau jet. Cu cat densitatea de curent este mai mare,
cu atat picaturile devin mai mici. Pentru sudarea in pozitie
orizontala caracterul transferului nu are importanta. La sudarea
pe verticala si in general, in pozitia de plafon, formarea
corespunzatoare a cusaturii poate fi realizata numai prin
pulverizarea metalului de adaos. Aceasta forma de transfer se poate
obtine doar cu un curent ce depaseste o anumita
valoare denumita curent critic. Pentru diametrul de = 1,6 mm, curentul
electric este 240÷250 A. In cazul efectuarii cusaturilor pe
circumferinta cele doua virole se agrafeaza prin cusaturi
scurte (20 . 50 mm) asezate la distante de 300 . 500 mm pe
circumferinta.
Sudarea se face fara a se folosi
preincalzirea tinand cont ca sudarea se realizeaza in
incapere θo = 10-25°C.
Se determina aria cusaturii
pentru rostul ales. Aria teoretica este formata dintr-un dreptunghi
si doua triunghiuri.

Figura 17. Aria rostului si a
cusaturii
In figura zona hasurata
reprezinta aria cusaturii pentru s = 8 mm.

Sectiunea reala este inca Ar
= (1,1 . 1,3)Ac
Ar = 1,2 36,78 = 44,14 mm2
Luand in considerare performantele
procedeului de sudare cu gaye protectoare cu metal de adaos fuzibil
rezulta ca tablele cu grosimi intre 510 mm si cu rost in "V"
sau "U" se sudeaza printr-o singura trecere.
In functie de diametrul electrodului
se calculeaza (kvs) pentru trei diametre 0,8; 1,2 si 1,6.
pentru de = 0,8 mm  = 0,502 mm2 r(kvs)sha = 2300 kg cm/dm3 min;
= 0,502 mm2 r(kvs)sha = 2300 kg cm/dm3 min;
kvs = 295 cm/min
r(kvs)spa = 5300
kvs = 675
pentru de = 1,2 mm = 1,130 r(kvs)sha = 1500 T kvs = 192
r(kvs)spa = 4320 T kvs = 550
pentru de = 1,6 mm = 2,01 r(kvs)sha = 1250 T kvs = 158
r(kvs)spa = 3570 T kvs = 455
Aceste date sunt prezentate (tabelul 43
Tehnologia proceselor de sudare cu arc T. Salagean).
Se foloseste transferul spa care
consta in picaturi foarte fine care "zboara" cu viteze mari prin
arc formand un jet continuu de gaze si pulbere metalica topita.
In continuare vom lucra cu cele trei
variante pentru cele trei diametre de electrozi.
V1: (k1vs1) = 675
cm/min 
T vs1 =  T vs1 = 7,67 cm/min pentru de = 0,8 mm
T vs1 = 7,67 cm/min pentru de = 0,8 mm
V2: (k2vs2) = 550
cm/min 
T vs2 =  T vs2 = 14,08 cm/min pentru de = 1,2 mm
T vs2 = 14,08 cm/min pentru de = 1,2 mm
V3: (k3vs3) = 455
cm/min 
T vs3 =  T vs3 = 20,71 cm/min pentru de = 1,6 mm
T vs3 = 20,71 cm/min pentru de = 1,6 mm
Corelatia dintre curentul de sudare Is
si diametrul sarmei electrod este pentru transferul spa: Is = -
67 de2 + 370 de - 78.
Calculam Is pntru cele
trei variante:
Is1 = - 67 0,82 +
370 0,8 - 78. Is1 =
175,12 A
Is2 = - 67 1,22 +
370 1,2 - 78. Is1 = 269,52 A
Is3 = - 67 1,62 +
370 1,6 - 78. Is1 =
342,48 A
Corelatia intre curentul de sudare
si tensiunea arcului Ua este:
Ua = 13,34 + 0,050508 Is
Ua1 = 13,34 + 0,050508 Ua1 = 22,18
V
Ua2 = 13,34 + 0,050508 269,52 Ua2 = 26,95 V
Ua3 = 13,34 + 0,050508 Ua3 = 30,63
V
Cand se foloseste aceasta
corelatie valoarea lui Ua se rotunjeste la un numar intreg,
dandu-se si o toleranta de 1 V.
Timpul efectiv de sudare a unui metru de
cusatura se calculeaza cu relatia:
 nt
- numarul de treceri (in acest caz nt = 1)
nt
- numarul de treceri (in acest caz nt = 1)
 ts1 =
13,03 min
ts1 =
13,03 min
 ts2 =
7,10 min
ts2 =
7,10 min
 ts3 =
4,82 min
ts3 =
4,82 min
Gazul de protectie fiind un amestec de
gaze debitul de gaz de protectie trebuie sa fie Dg 20 l/min.
Se alege debitul de gaz Dg = 15
l/min.
Astfel parametrii tehnologiilor calculate
pentru imbinarea cap la cap a doua table de grosime 8 mm din otel
inoxidabil austenitic sunt prezentate mai jos.
|
Varianta
|
de
mm
|
Is
A
|
Ua
V
|
vs
cm/min
|
vc
cm/min
|
DG
l/min
|
nt
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rata depunerii AD = 0,3 10-4Is2 + 0,1 10-2Is + 0,5
AD1 = 0,3
AD2 = 0,3
AD3 = 0,3
Lungimea libera LL si
distanta de la duza la componenta LD au
influenta asupra sudarii cu gaze protectoare. Daca LL
este prea mare, sarma de sudura va fi supraincalzita si
patrunderea cusaturii va scadea, stropirile se vor indesi
si protectia baii de sudura va fi mai slaba.
LD este corelat cu LL
prin constructia pistoletului de sudare in figura 18.
1. metalul de baza
2. sarma de sudura
contacte electrice
4. duza gazelor de
protectie

Figura 18. Corelare intre LL
si LD.
La - lungimea
arcului
LL - lungimea
libera
LD - lungimea
distantei intre duza si componente
Daca LD este prea mic,
apare pericolul ca duza sa se acopere cu stropi metalici, sa se
formeze o punte metalica intre duza si componente si
procesul de sudare sa fie compromis prin scurtcircuitare.
Valorile nominale ale acestor parametrii
sunt: LL = 2530 mm
LD = 2025 mm
Energia arcului:
 E1 = 30,13 KJ/cm
E1 = 30,13 KJ/cm
 E2 = 31,00 KJ/cm
E2 = 31,00 KJ/cm
 E3 = 30,75 KJ/cm
E3 = 30,75 KJ/cm
Energia consumata:
 h - randamentul electric al sursei
h - randamentul electric al sursei
Pentru redresoarele de sudura: h
 Z1 =
62,74 kwh/m
Z1 =
62,74 kwh/m
 Z2
= 64,57 kwh/m
Z2
= 64,57 kwh/m
 Z3 =
63,96 kwh/m
Z3 =
63,96 kwh/m
Cantitatea de amestec de gaze pentru un
metru de cusatura se calculeaza cu ajutorul debitului de gaz DG
(l/min) dat de tehnologie si al duratei sudarii a unui metru de
cusatura ts.
G (l/m) = DG (l/min) ts (min/m)
G1 = 15 13,03 T G1 = 195,45 l/m
G2 = 15 7,10 T G2 = 106,5 l/m
G3 = 15 4,82 T G3 = 72,3 l/m
Tinand cont de valorile lui: E1,
E2, E3, Z1, Z2, Z3, G1,
G2, G3 se constata ca se pot stabili
urmatoarele inegalitati pentru cele trei variante: E1<E2<E3, Z1<Z3<Z2, G1>G2>G
Luand in vedere cele constatate mai sus
si faptul ca sarma cu diametrul 1,2 mm este mai ieftina decat
cea de 0,8 mm se alege ca varianta optima varianta v2 de
tehnologie, adica celei corespunzatoare sarmei avand diametrul de 1,2
mm.
4. Avantajele acestei tehnologii
fata de cea obisnuita cu
gaz de protectie argon pur
Cercetarile in acest sens au fost
facute in scopul maririi plasticitatii cusaturii. In
acest scop s-au facut cercetari asupra compozitiei
cusaturii, care se caracterizeaza prin inalta energie de
activare a procesului de recristalizare si care are un numar insemnat
de imperfectiuni a structurii, pe care se pot concentra atomii
impuritatilor si pot forma separatii disperse izolate.
La baza acestor incercari se pune
principiul introducerii artificiale a elementelor, pentru ca
impuritatile sa nu se separe la granitele
grauntilor ci in corpul granulei, ceea ce asigura rezerva de
plasticitate a metalului. In calitate de una din elementele de aliere s-a ales
azotul. El se dizolva suficient de bine in ferita cu continut ridicat
in crom, formeaza usor nitruri care se separa in zona de
aglomerare a atomilor impuritatilor si poseda o mobilitate
la difuzie suficient de mare.
O metoda convenabila care
permite introducerea azotului in structura este utilizarea la sudare a
unui amestec de gaz protector cu un procent cat mai mare de azot. Arcul de
sudura in amestec argon-azot se caracterizeaza prin ingustime si
printr-o coloana clar conturata. Este cunoscut ca aspiratia
azotului din amestecul de protectie mareste presiunea
partiala a azotului din intervalul arcului care contribuie la
saturarea baii de sudura cu acest gaz.
S-a constatat, utilizand amestecuri cu un
continut de azot intre 3 . 5 % ca odata cu cresterea
procentului de azot in amestec creste calitatea mecanica a
imbinarilor sudate.
Insa marirea procentului de azot
peste 5% duce la sporirea porilor in cusatura, fapt pentru care se
utilizeaza amestecuri cu azot %
Influenta procentului de azot din
amestecul de protectie asupra continutului de azot din
cusatura este reprezentata in figura 19.
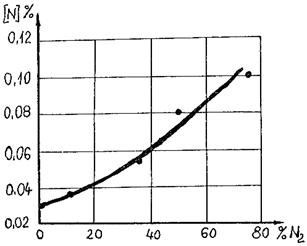
Figura 19. Cresterea procentului de azot in
cusatura
Cromul din structura
mareste solubilitatea azotului si favorizeaza formarea
nitrurilor rezistente. Astfel prezenta azotului in cantitati
mari in cusatura duce la marirea plasticitatii
metalului. Prezenta in amestecul de gaze a mai mult de 50% N2
creste in mod insemnat cantitatea de nitruri si carbonitruri care se
raspandesc in principal in corpul granulei si nu la limita dintre
graunti. In acest fel creste rezistenta la coroziune
rezilienta cusaturii si plasticitatea generala a
imbinarii.
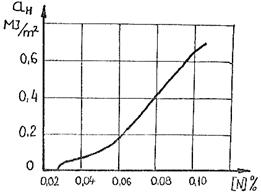
Figura 20. Modificarea rezilientei in
functie de
continutul
de azot in cusatura
Rezilienta cusaturii,
obtinuta la sudarea cu argon este mai mica si ruptura prin
cusatura are un caracter fragil. Acest fenomen este cauzat de
nitrurile si carbonitrurile care in cazul sudarii numai cu argon au
tendinta sa se deplaseze spre limita grauntilor,
slabind astfel rezistenta structurii.
Analizele metalografice au aratat in
cazul folosirii amestecului argon-azot o micsorare a parametrului
retelei cristaline.
Deci pe langa marirea
plasticitatii cusaturii cu aceasta tehnologie se
realizeaza si o finisare a structurii.

