CONTROLUL IMBINARILOR SUDATE PRIN PRESIUNE IN PUNCTE UNILATERALE
Controlul
imbinarilor sudate
Operatia de control in
cazul sudarii prin presiune in puncte se extinde atat asupra imbinarii
realizate cat si asupra pregatirii pieselor inainte de sudare , respectiv asupra realizarii operatiei
de sudare propriu-zisa .
Odata cu
perfectionarea procedeelor de sudare , operatorul poate influenta in
mare masura calitatea imbinarii in conditiile
fabricatiei de serie , aceasta fiind dependenta de pregatirea
suprafetelor de contact ale componentelor inainte de sudare si de
gradul de perfectionare al masinii de sudat.
Metodele de control s-au
dezvoltat in special pentru procedeele de sudare prin presiune in puncte .
Controlul
inainte de sudare
Inainte de sudare pe langa controlul
dimensional al pieselor, se controleaza rezistenta electrica a
suprafetei tablei.

Fig.44 Schema de
principiu a instalatiei pentru determinarea rezistentei de
contact
Rc
1-cilindru
pneumatic, 2- electrozi de contact din acelasi material ca si
electrozii utilizati pe masina de sudat, 3- sursa de curent continuu,
4-divizor
de tensiune
Pentru controlul fortei efective de
apasare se utilizeaza potcoave elastice de apasare cu comparator, iar pentru masurarea
intensitatii curentului din circuitul secundar (ls) se utilizeaza aparate inregistratoare cu
traductor, o centura Rogowski
In paralel cu dezvoltarea acestor aparate de control in
prezent se tinde spre
rezolvarea problemei
calitatii sudurii , insasi prin constructia
masinilor de sudat, utilizandu-se
urmatoarele solutii:
asigurarea in productie
a unui interval cat mai mare de mentinere a
calitatii prin
perfectionarea masinii de sudat;
includerea in constructia masinii a unor aparate de control
(monitoare)
care supravegheaza grafic ansamblul parametrilor cu care
s-a
realizat fiecare imbinare;
includerea unui control
activ chiar in ciclul normal de sudare prin
folosirea
ultrasunetelor , urmarirea miscarii electrozilor de contact in
timpul
operatiei de sudare .
Metode de control
Imbinarile sudate se controleaza vizual
(aspect, amprenta , expulzari, arderi etc.) si dimensional (pas,
distanta fata de margine, uniformitate, numar de
puncte etc).
Incercarile si
aprecierea calitatii imbinarilor sudate sunt efectuate pe lot de
suduri la
un anumit interval de timp sau in functie de categoria de calitate
prescrisa
Probele de sudare se
executa de obicei pe esantioane din care se decupeaza epruvete ,
pentru diferite incercari.
1 Controlul nedistructiv
a.Controlul cu
ultrasunete
Sudurile in puncte pot fi
controlate in principiu cu ultrasunete fig. 45; controlul este insa
ingreunat si limitat de unele particularitati tehnologice
si dimensionale ale imbinarilor,
ca de exemplu amprentele electrozilor care genereaza suprafetele de cuplare
necorespunzatoare lipsite de planeitate.
Se pot utiliza trei metode de control:
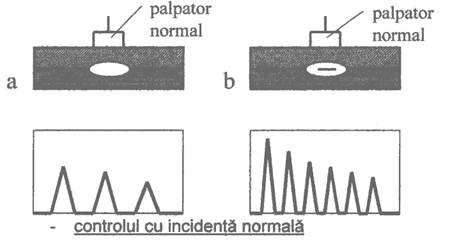
Fig.45 Controlul ultrasonic cu incidenta normala,
aspectul ecourilor.
a. imbinare fara defect; b. imbinare
cu defect
Foloseste palpatoare normale, miniaturale de diametru 5 . .8 mm cu frecventa de 4 . .8 Mhz.
Diametrul palpatorului trebuie sa
depaseasca diametrul nucleului punctului de sudura.
Pentru a realiza un cuplaj
corespunzator trebuie ca cel putin una din suprafete sa fie plana.
-
controlul cu incidenta inclinata
Foloseste doua
palpatoare normale miniaturale cuplate pentru controlul prin transmisie pe
suprafetele inclinate ale unei prisme fig. 46.

Fig.46 Controlul prin
transmisie a imbinarii in puncte. Aspectul ecoului
Pentru a se putea efectua
controlul trebuie sa se asigure cuplarea corespunzatoare atat a
palpatorului pe suprafata prismei cat si a prismei pe piesa de controlat. In lipsa
defectului undele emise se propaga din imbinare in tabla inferioara . in prezenta defectului,
undele emise sunt reflectate si receptionate de celalalt palpator.
- controlul cu
palpatoare montate in electrozii instalatiei de sudare
Palpatoarele sunt cu
incidenta normala , montate in corpul electrodului in spatiul circuitului de
racire si sunt cuplate in sistemul de transmisie . Cuplarea cu piesa
de controlat se realizeaza prin intermediul apei de racire si
contactului dintre electrod si piesa.
In acest fel sudurile pot
fi controlate in timpul executiei sudurii , in perioada trecerii
curentului de sudare si aplicarii presiunii de refulare .
Frecventa optima
de examinare este 23 MHz.
b. Controlul radiografie
Acest
control este cerut in special la controlul imbinarilor din componenta
avioanelor si reactoarelor, permitand detectarea fisurilor,
porozitatilor si a lipsurilor de metal datorate expulzarilor din timpul sudarii.
2 Controlul distructiv
a. Incercarea la
tractiune - forfecare

Fig. 47 Principiul
incercarii la tractiune - forfecare
Incercarea fig. 47 consta din aplicarea
unei forte pana la rupere, pe o masina normala de
tractiune, asupra unei epruvete obtinuta din asamblarea a
doua fasii din
tabla ce se suprapun pe o anumita portiune .(STAS 7932-6)
La incercare se
noteaza forta si modul de rupere , care poate fi:
cu
deformare plastica si rupere din MB ;
rupere
cu amorsare in ZIT;
forfecarea
punctului de sudura ;
smulgerea
punctului din MB .
Se masoara diametrul zonei rupte,
transversal pe efortul de tractiune.
b. Incercarea la tractiune
Se utilizeaza
doua metode :
b.1. Incercarea la
tractiune in cruce (fig 48)
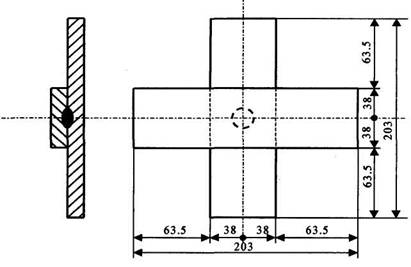
Fig. 48 Epruveta
pentru incercarea la tractiune in cruce
Epruveta este compusa
din doua fasii de tabla sudate in cruce . incercarea supune imbinarea
sudata la o sarcina de tractiune perpendiculara pe
suprafata tablei.
La incercare se
noteaza : forta de rupere , modul de rupere si diametrul zonei de rupere.
b.2.
incercarea la tractiune In U
Epruveta este compusa
din doua fasii de tabla sudate intre ele (fig. 49), care se indoaie in forma
de U .

Fig. 49 Epruveta pentru incercarea la
tractiune in U
Incercarea se face pe masini normale
si se aplica la grosimi de materiale care permit o indoire
fara dificultati.
c. Incercarea la forfecare prin soc
Se pot utiliza epruvete de
tipul celor aratate la incercarea la tractiune -forfecare . incercarea se
face pe o masina pendulara prin soc si se aplica
tablelor cu grosimi pana la
3,2 mm .
Aceasta incercare
permite diferentierea diferitelor trepte de rezistenta ale sudurii.
d. Incercarea la smulgere prin soc
Se utilizeaza epruvete
de tipul celor aratate la incercarea prin tractiune in cruce . incercarea se face
cu un berbec cu cadere si se aplica tablelor cu 3,5 < s < 12 mm .
e. Incercarea la
oboseala
Se utilizeaza epruvete
de tipul celor aratate la incercarea de tractiune - forfecare.
Epruveta este
incarcata cu o sarcina pulsatorie, care se mentine
pana la ruperea
epruvetei.
f. Incercarea macro, microscopica si la duritate
Consta in prelevarea
din zona imbinarii sudate a unui esantion extras de obicei pe mijlocul punctului de sudura,
care permite determinarea elementelor geometrice dp , hp
, dZITM , precum si a caracterului topirii punctului, structura
in diferite
zone sau existenta anumitor defecte caracteristice .
g. Incercarea la debutonare
(fig. 50)
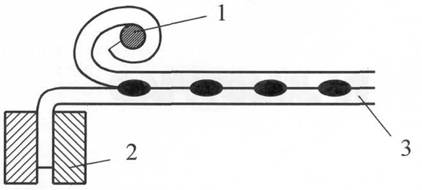
Fig.50 Principiul
incercarii la debutonare
dispozitiv
de rulare componenta superioara
menghina de fixare
componenta inferioara
componente sudate
Incercarea
consta in separarea, pana la rupere a doua table suprapuse sudate in puncte.
 Este o incercare de
atelier, simpla, ce poate fi efectuata cu minimum de echipament, pana la
grosimi de 3,2 mm. Se pot face aprecieri asupra diametrului si a
patrunderii punctului sudat.
Este o incercare de
atelier, simpla, ce poate fi efectuata cu minimum de echipament, pana la
grosimi de 3,2 mm. Se pot face aprecieri asupra diametrului si a
patrunderii punctului sudat.
h.
Proba cu dalta (fig. 51)
menghina
componente sudate
puncte de sudura
dalta
Fig. 51 Principiul incercarii cu dalta
STUDIUL TEHNICO-ECONOMIC
Studiul
tehnico - economic
Pretul
instalatiei proiectate se stabileste prin metode de calcul uzuale,
atunci cand
se dispune de proiectul tehnologic si organizatoric, respectiv in faza
finalaa elaborarii
documentatiei de proiectare.
Dificultati
mai mari in determinarea pretului, apar in faza studiului
tehnico-economic, atunci cand avem mai multe variante in care s-ar putea
realiza utilajul respectiv si cand dispunem numai de caracteristicile
tehnice ale acestuia si de o serie de caracteristici tehnico - productive, cum ar fi
volumul productiei in care se realizeaza fiecare varianta,
numarul aproximativ de repere.
Pentru stabilirea
pretului instalatiei de sudare proiectata se va utiliza metoda analitica de calcul.
Metoda analitica
a) - Materiale componente;
Transformatorul de curent
tole
din tabla de siliciu;
sarma de cupru;
textolit;;
prezoane;
Sistemul de prindere a
componentelor (electrozii de sudare)
capace de asamblare;
parghii de actionare;
resort de retinere arc;
electrozi din Cu;
cilindru pneumatic;
elemente de asamblare;
Sistem de comanda
electrovalva;
releu de comanda;
contactor;
diverse electrice;
Diverse
lac de impregnare;
lac pentru vopsire;
cabluri de legatura;
textolit;
b) - Manopera
proiectare : ore lucrate ∙ lei/ora
lacatus mecanic: ore lucrate ∙
lei/ora
electrician
ore lucrate ∙ lei/ora
electronist ore lucrate ∙ lei/ora
c) - Impozit pe retributii si CAS (30-35% din b)
d) - Costul de sectie
'C'
C = Manopera + Impozit si CAS + pret total
materiale
e) - Cheltuieli generale ale intreprinderii
g = 12%*C
f) - Costul de intreprindere (cost complet)
g + C
g) - Beneficii (6-12% din costul complet)
h) - Pret de productie
P = cost complet + beneficii
i) - Greutatea Instalatiei proiectate
j) - costul / Kg
6.3 Norma de timp la sudarea prin presiune pentru reperul
considerat
Se aplica urmatoarea
relatie de calcul:

in care:
Tpi - timp de pregatire incheiere
Tb - timp de baza pentru efectuarea sudurii
Ta2 - timp
pentru aducere si asezarea subansamblului in vederea
sudarii;
Ta4 - timp pentru
pozitionarea subansamblului pentru urmatoarea
sudura;
Ta7 - timp
pentru ajustarea electrozilor;
Ta8 - timp
pentru fixarea si desfacerea subansamblului;
Ta9 - timp
pentru schimbarea pozitiei clestelui;
Kd1 coeficient
pentru deservirea locului de munca;
Kon - coeficient care
tine seama de timpul pentru odihna si necesitati
firesti;
n - numarul de puncte
sudate;
n2 -
numarul schimbarilor de pozitie a clestelui.
Conform 'Normativelor
unificate pe economie pentru lucrari de sudura prin presiune',
vol.l, 1988, avem:
Tpi = 23 [min];
Tb = 0,29 [min];
Ta2 = 0,035
[min];
Ta4 = 0,006
[min];
Ta7 = 1,20
[min];
Ta8 = 0,027
[min];
Ta9 = 0,040
[min];
Kd1 = 1,09;
Kon = 1,0
Rezulta ca norma de timp va
fi :
 [min]
[min]
NORME DE TEHNICA SI SECURITATEA MUNCII
7.1 Norme de tehnica si protectia muncii
Spre deosebire de sudarea cu arcul
electric la sudarea prin presiune, din
punct de vedere al echipamentului
electric intervin mai putine probleme legate de securitatea muncii in
operatiile de sudare.
Totusi trebuiesc respectate urmatoarele reguli de protectia muncii, in deservirea
instalatilor de sudare prin presiune.
Echipamentele de sudare
trebuiesc controlate periodic in ceea ce
priveste buna
functionare a acestora si protejarea acestora prin legare
la nul
si la impamantare.
Personalul care deserveste instalatia de sudare va fi echipat
corespunzator cu manusi de bumbac pentru evitarea taieturilor
cauzate de
bavuri pe semifabricate, sort de piele pentru evitarea
stropirii prin scantei cu
material topit, ochelari simpli de protectie.
Se va mentine
curatenia locului de munca, nefiind admisibile in zona
de lucru a instalatia de
sudat, a materialelor inflamabile.
Se va asigura o iluminare
si o ventilatie corespunzatoare a locului de
munca.
Cablurile de
legatura trebuiesc verificate periodic pentru a se evita
aparitia portiunilor
ne izolate electric.
La sudarea in spatii
umede, sudorul va purta cizme de cauciuc si va
calca pe o platforma
(covor de cauciuc) izolata electric.
Nu se sudeaza langa atelierele unde se
efectueaza degresari, curatiri
chimice,
decapari sau pasivizari.
BIBLIOGRAFIE
"Norme
interne, instalatii si echipamente de sudare MIG-MAG",(1975-1980)
elaborate de I.S.I.M. Timisoara
2. Asavinei I. "Masurarea temperaturilor inalte" E.T.
Bucuresti 1989
Bila C. "Masini
electrice", E.D.P. Bucuresti, 1979
4. Bodea M. s.a. "Diode si tiristoare
de putere. Performante", E.T. Bucuresti, 1989
Bodea M. s.a. "Diode si tiristoare de putere.
Aplicatii", E.T. Bucuresti 1990
6. Chisiu Al., s.a. "Organe de masini",
E.D.P. Bucuresti, 1981
7. Cojocaru G., s.a. "Robotii in actiune",
Ed. Facla Timisoara 1985
8. Ghitlievici A., s.a. "Mecanizarea si automatizarea
proceselor de sudare", E.T. Bucuresti, 1974
9. Ionescu G. "Masuratori si traductoare",
vol 1. E.D.P. Bucuresti 1985
10. Iosif N., s.a. "Tiristoare si module
de putere", Catalog, E.T. Bucuresti 1984
11. Kovacs F., s.a. "Manipulatoare, roboti
si aplicatiile lor industriale", Ed. Facla Timisoara, 1982
12. Maros D. "Calcule numerice la mecanismele plane",
Ed. Dacia Cluj-Napoca, 1987
1 Moisil Gr. C. "Functionarea reala a schemelor cu
contacte si relee", vol 1, E.A. Bucuresti, 1965
14. Pelecudi C., s.a. "Mecanisme", E.D.P.
Bucuresti, 1985
1 Petru A. D., s.a. "Diode cu siliciu". Catalog,
E.T. Bucuresti, 1986
16. Popovici V., s.a. "Utilaje si echipamente
pentru sudare", E.D.P. Bucuresti, 1968
17. Popovici V., s.a. "Mecanizarea si
automatizarea procedeelor de sudare", litografiat I.P.T.V. Timisoara 1975
18. Silard P.A. "Tiristoare cu blocare pe poarta GTO",
E.T. Bucuresti 1990
19. Stanescu I. "Variatoare statice de tensiune
continua", E.T. Bucuresti 1983
20. Sarlau C. "Masini
si constructii sudate", Institutul Politehnic "Traian Vuia",
Timisoara 1997

